
Fターム[4D075AA10]の内容
流動性材料の適用方法、塗布方法 (146,046) | 噴霧 (3,578) | スプレー、噴射、吹き付け (1,397) | 静電界を使用 (290) | 回転霧化頭 (63)
Fターム[4D075AA10]の下位に属するFターム
Fターム[4D075AA10]に分類される特許
1 - 20 / 31
塗装方法及び塗装装置
【課題】塗装パターンを塗り重ねる際の塗装ガンの動きの自由度を確保しつつ、シェーピングエアを噴出させるための部材を大型化することなく、回転霧化頭の回転軸線近傍に生じる無塗着部位を縮小させ、均一な膜厚の塗膜を得ることができる塗装方法及び塗装装置を提供する。
【解決手段】塗装装置10のエア噴出機構26は、シェーピングエア17を噴出させる第1エア噴出口68a及び第2エア噴出口70aを有する。第1エア噴出口68aから高風速の第1エア17aを噴出させ、第2エア噴出口70aから低風速の第2エア17bを噴出させ、第1エア17a側に第2エア17bを引き寄せることにより第2エア17bの一部を回転霧化頭24の回転軸線a側に変位させるとともに、回転霧化頭24の回転軸線aを中心とする略円形の塗布パターンを形成する。
(もっと読む)
塗装方法及び塗装装置

【課題】塗装ガンを被塗装部位に対して斜めに配置した状態で塗布を実施した場合でも、効率よく塗装することができる塗装方法及び塗装装置を提供する。
【解決手段】塗装装置10は、前記シェーピングエア17のうち周方向の所定エリアを構成する部分を第1エア17aとして、相対的に高風速で噴出させ、第1エア17aの噴出と並行して、シェーピングエア17のうち周方向の他のエリアを構成する部分を第2エア17bとして、第1エア17aよりも相対的に低風速で噴出させ、第1エア17a側に第2エア17bを引き寄せる。
(もっと読む)
環状ノズルの検査方法及び検査装置
【課題】環状ノズルの検査を容易にし、検査にかかる工数及びコストを低減することのできる環状ノズルの検査方法及び検査装置を提供する。
【解決手段】環状ノズルの検査装置1は、円周上に配された吐出口50を有すると共に、吐出口50に通じる流路51を内部に備えた環状ノズル5の検査を行うものである。環状ノズルの検査装置1は、検査用冶具2と、空気供給装置3と、検査用球体4とを備えている。検査用冶具2は、流路51の流入口52と連通する供給路24を有している。空気供給装置3によって、供給路24及びへ空気を供給することにより、吐出口50から吐出空気を吐出させて検査用球体4に衝突可能に構成されており、吐出空気の吐出状態に応じた浮遊状態で検査用球体4を浮遊させる。
(もっと読む)
圧電・焦電性膜の形成方法及び形成装置
【課題】圧電・焦電性膜の形成方法及び形成装置を提供する。
【解決手段】圧電・焦電性膜19を形成する為の電界コーティング及び電界分極において、被コーティング物18をプラス極に保ち、コーティング噴霧機4先端の電極針7にマイナス1kV〜90kVの高電圧を印加して被コーティング物18とコーティング噴霧機4との間に電界を形成する。次にコーティング噴霧機4の不活性気体噴出ノズル8から不活性気体を被コーティング物18に向けて噴出し、同時にコーティング噴霧機4の誘電性溶液噴出ノズル6より誘電性物質を溶媒に溶解した溶液を噴射し、この誘電性溶液の液滴に電荷を与え、噴霧機4の電極針7を被コーティング物18に対向し、移動しながら微粒化噴霧を行う事により被コーティング物18上に前駆分極膜を形成する。その後、電界を形成し、前駆分極膜をさらに分極させて被コーティング物18上に圧電・焦電性膜を形成する。
(もっと読む)
静電塗装方法
【課題】塗布パターンを所望の形状に設定して塗装効率を向上できる静電塗装方法を提供すること。
【解決手段】回転霧化式塗装装置1を用いて、被塗装物Wを静電塗装する静電塗装方法であって、前記回転霧化式塗装装置1の回転霧化頭22の先端縁から帯電した塗料を霧化して噴出するとともに、当該回転霧化頭22の回転軸Xを中心とする円周方向に区分けされた第1区域410と第2区域420とで塗料の噴出角度を規制する規制力が異なるシェーピングエアを、前記回転霧化頭22の先端縁近傍に向けて噴出することで、非対称な形状の塗布パターンPAを形成し、被塗装物Wの端部を塗装する際には、前記塗布パターンPAのうちパターン幅の狭い領域が被塗装物Wの外側に向くようにして塗装することを特徴とする静電塗装方法である。
(もっと読む)
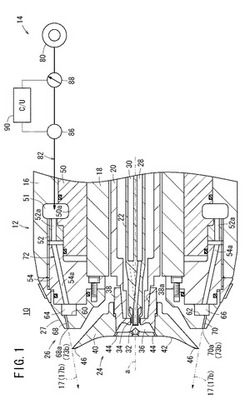
塗装方法及び塗装装置
【課題】塗装装置の姿勢を変えても、塗装装置の内部へ溶剤が侵入する心配のない塗装技術を提供することを課題とする。
【解決手段】 図(a)に示すように、塗料吐出口56から吐出される塗料の速度Vpが、溶剤吐出口55から吐出される溶剤の速度Vcより大きくなるように制御する。溶剤の速度Vcが小さいと、重力作用で飛翔軌跡が下へ曲がる。一方、塗料は溶剤に比較して密度が大きく、且つ速度Vpが大きい。
【効果】図(b)に示すように、強固な塗料の筒59ができあがる。溶剤60はこの塗料の筒69で囲われる。そのため、溶剤60が下方へ落下することが防止される。
(もっと読む)
アトマイザーの回転速度および高電圧の動的適応を伴うコーティング方法およびコーティング装置
本発明は、コーティングシステムにおけるアトマイザー(4)によって構成部品の部品表面をコーティング剤でコーティングする、具体的には車両部品を塗料で塗装するコーティング方法およびコーティングシステムに関連し、以下のステップを含む。コーティングされる構成部品の部品表面上でアトマイザー(4)を動かすステップ、または、噴霧ジェット内の構成部品を動かすステップ、それによってアトマイザー(4)によって部品表面にコーティング剤を塗布するステップ。アトマイザー(4)は少なくとも1つの電気的および/または力学的操作変数(U、Q+、Q−)によって操作され、コーティング剤の静電チャージ用の一定の高電圧(U)および/またはアトマイザー(4)の回転する噴霧要素の一定の回転速度を含む。本発明によれば、アトマイザー(4)の電気的および/または力学的操作変数(U、Q+、Q−)はアトマイザー(4)の動作中に動的に変化する。 (もっと読む)
塗料供給方法
【課題】静電塗装機に着脱可能に着装される塗料カートリッジにおいて、該塗料カートリッジへの塗料の供給時に発生する塗料ロスを、他に機械的な遮断機構などを設けることもなく、安価かつ確実に低減することができる技術の提供を課題とする。
【解決手段】塗料カートリッジ10内に塗料を供給するための供給部11に連通可能な塗料供給経路3と、前記供給部11と前記塗料供給経路3との連通箇所近傍にて前記塗料供給経路3より分岐する分岐経路6と、前記塗料供給経路3における前記連通箇所の上流部に配設される、前記塗料供給経路3の開閉弁としてのトリガーバルブ9と、を有する充填弁1によって、塗料カートリッジ10内に塗料を供給する塗料供給方法であって、前記分岐経路6の内部に充填液52を充填した後に前記トリガーバルブ(開閉弁)9を開き、前記塗料供給経路3を介して前記塗料カートリッジ10内に塗料を供給する。
(もっと読む)
塗膜形成方法
【課題】チッピングプライマー塗膜の形成が不要であり、優れた耐チッピング性と良好な外観を有する塗膜が得られる塗膜形成方法を提供すること。
【解決手段】被塗物上に塗膜を形成する塗膜形成方法であって、扁平顔料を含有する第1の塗料、及び当該第1の塗料に比して高濃度の扁平顔料を含有する第2の塗料を、切り替えて塗膜を形成するか、又は、両者の混合比率を制御して塗膜を形成する塗膜形成工程を含み、前記塗膜形成工程では、前記被塗物の表面上の中で、チッピングが生じ易いチッピング部位を塗装する際には、他の部位の表面に形成される塗膜中の扁平顔料の含有率に比して高い扁平顔料の含有率を有する塗膜を形成する。
(もっと読む)
塗装膜厚予測方法、その装置及びプログラム
【課題】塗装対象面の三次元形状に起因する塗装膜の膜厚の変動を考慮した膜厚の予測を簡易に実現する。
【解決手段】
本発明は、搬送流体を使用して塗料粒子として塗料を噴霧する塗装装置を用いて塗装される塗装対象面における塗装の膜厚を予測する膜厚予測装置200を提供する。この膜厚予測装置200は、搬送流体を模擬する搬送流体モデルと、塗料粒子を模擬する塗料粒子モデルとを有し、搬送流体モデルと塗料粒子モデルと空間メッシュとを用いて塗装対象面における膜厚を予測する予測計算部230を備える。予測計算部230が、空間メッシュの入力領域における塗料粒子の状態量の実測値である粒子状態実測値と、入力領域における搬送流体の状態量の実測値である流体状態実測値とを入力領域のメッシュに入力して、空間メッシュの出力領域のメッシュに予測された膜厚を出力する。
(もっと読む)
静電噴霧器用電極集合体
本発明は、静電噴霧器用の、特に、回転式噴霧器用の、電極集合体であって、対称軸(105)を中心に静電場を作るための少なくとも1つの電極(108)を保持するための電極保持配置体(101)を有し、対称軸の方向に延びる放電電流成分に影響するために誘電材料が設けられている電極集合体に関する。 (もっと読む)
静電塗装装置および静電塗装方法
【課題】塗装面の外観について高い平滑性を得ることができる静電塗装装置を提供すること。
【解決手段】クリア塗装設備は、塗料を供給する塗料供給管41およびギアポンプ43と、溶剤を供給する溶剤供給管42および溶剤押出装置44と、塗料供給管41およびギアポンプ43から供給された塗料と、溶剤供給管42および溶剤押出装置44から供給された溶剤とを混合するスタティックミキサ45と、スタティックミキサ45で混合された塗料および溶剤を噴霧する塗装ガン30と、これらを制御する制御装置50と、を備える。制御装置50は、溶剤押出装置44を駆動して、被塗装面に形成された塗膜のNV値が所定範囲内に収まるように、溶剤の供給量を調整する。
(もっと読む)
回転霧化頭、回転霧化塗装装置及び回転霧化塗装方法
【課題】塗装OFF時の塗料の切れを改善することで塗装効率を向上させ、作業時間を短縮するとともに、非常停止時に塗装装置が止まっても、塗料の垂れ等、仕上がり不具合の発生を防止できる回転霧化頭及び回転霧化塗装装置を提供する。
【解決手段】内周面2における底部21と先端部との途中部には、前記内周面2の円周方向に沿って円環状に形成されるとともに、前記内周面2との境界部に複数の塗料供給孔4aが円周方向に形成された、塗料及び洗浄液を堰き止めるダム部4が配設され、前記内周面2の前記ダム部4部分と、前記ダム部4における底部側の面との、回転軸方向距離が均一になるように形成される。
(もっと読む)
硬化性配合物を噴霧する加圧旋回式霧化ノズルおよびそれに付随する方法並びにその使用
硬化性配合物を噴霧する加圧旋回式霧化ノズルは、漏斗状のキャビティと出口開口(17)を定める開口部材片(16)と、漏斗状のキャビティを閉鎖する注入部材片(18)とを備えており、漏斗状のキャビティが注入部材片(18)の前面側と出口開口(17)との間に旋回式小室(19)を形成している。注入部材片(18)には少なくとも2本の旋回式ポート(20)が設けられており、斯かるポートは旋回式小室(19)で終端してその中に硬化性配合物を注入することにより、硬化性配合物を旋回させる。複数の旋回式ポート(20)のそれぞれの最小断面積の和と較べて、旋回式小室(19)の側壁(24)は表面積が比較的小さいが、斯かる表面積は硬化性配合物を分散させて均一な噴霧型を達成するのには依然として十分な大きさである。旋回式小室(19)の寸法を低減することで、硬化性配合物はより効率よく霧化することができる。このようにして、ノズルを通る比較的少ない流量の硬化性配合物ならば変化させても、液滴寸法および噴霧型の安定性に及ぼされる影響は小さくなる。 (もっと読む)
塗装ロボットの教示方法
【課題】塗装品質に維持しつつ特異点を回避することが可能な塗装ロボットの教示方法を提供する。
【解決手段】塗装ロボットの教示方法は、教示点の間を補間する際に、直線補間した塗装ロボットの姿勢を予め算出し(ステップS30)、その姿勢が特異点をとる場合(ステップS40にてYES)に、塗装ガンの中心軸を中心として塗装ガンを回転させて(ステップS50)、特異点を回避する姿勢に塗装ロボットの姿勢を変更する。
(もっと読む)
噴霧器用の操業方法および対応する塗装器具
本発明は、部材塗装用噴霧器のための操業方法、具体的には、車体部品の部材塗装用の噴霧器(1)のための操業方法であり、以下の工程を含むものに関する。噴霧器(1)を介した塗装剤噴霧流の塗布工程、噴霧流形成のための第1導風空気流(11)を放出する工程、塗布される塗装剤の特性値(η、γ、T、BC/CC)もしくは噴霧器(1)の操作変数(QLACK、n、U)を表す少なくとも1つの塗布パラメーター(η、γ、T、CC/BC、QLACK、n、U)の決定工程と塗布パラメーター(η、γ、T、BC/CC、QLACK、n、U)を関数とした第1導風空気流(11)の作用の決定工程。代替的に、本発明の範囲において、塗布パラメーターの変動と噴霧流幅の付随する変動とが、隣接する塗装剤塗布経路間の塗布経路間隔(d)の調節によって塗布経路重複を一定に保つために、考慮に入れられる。さらに、本発明は対応する塗装器具を含む。 (もっと読む)
多層コーティングの製造方法
1)ベースコート層を、EDCプライマーを備えた基材に10〜35μmの範囲の全体プロセス膜厚で塗布する工程と、2)クリアコート層をベースコート層上へ塗布する工程と、3)ベースコート層およびクリアコート層を一緒に硬化させる工程との連続工程を含む、A’色合いの多層コーティングの製造方法であって、ベースコート層が、未修正水性ベースコートAを、未修正水性ベースコートBとおよび顔料を含まない混合剤成分と混合することによって製造された修正水性ベースコート修正ABの第1層に、ならびに未修正水性ベースコートAの第2層に塗布される方法。 (もっと読む)
多層コーティングの製造方法
1)ベースコート層を、EDCプライマーを備えた基材に10〜35μmの範囲の全体プロセス膜厚で塗布する工程と、2)クリアコート層をベースコート層上へ塗布する工程と、3)ベースコート層およびクリアコート層を一緒に硬化させる工程との連続工程を含む、A’色合いの多層コーティングの製造方法であって、ベースコート層が、25μmより大きい黒/白不透明度を有する未修正水性ベースコートAを、未修正水性ベースコートBとおよび顔料を含まない混合剤成分と混合することによって製造された修正水性ベースコート修正ABの第1層に、ならびに未修正水性ベースコートAの第2層に塗布される方法。 (もっと読む)
ソルダーレジスト膜の形成方法及び静電塗装装置
【課題】コンベアで搬送されるプリント配線板に回転霧化ヘッドで霧化したレジスト液を塗装してソルダーレジスト膜を形成する方法及び装置に関し、より厚い膜厚さのレジスト膜を形成可能にする。
【解決手段】所定の配線パターンを形成したプリント配線板18の面を垂直にして当該面と対向して昇降する回転霧化ヘッド14で霧化したレジスト液を当該プリント配線板の面に静電塗装するプリント配線板のレジスト液の塗装において、前記方法によりプリント配線板18の表面にレジスト液を塗装したあと、その塗装面を風乾し、風乾した塗装面の上に更に前記方法によりレジスト液を重ね塗装する。好ましくは、鉛直軸回りに回転する複数の霧化ヘッドをプリント配線板の搬送路と平行な方向に所定間隔で配置する。
(もっと読む)
塗装方法
【課題】塗装工程内で塗着ノンブラ値を迅速に検出することができ、優れた塗装外観を得ることができる塗装方法を提供する。
【解決手段】ベルカップの回転により霧化された塗料をシェーピングエアで包囲して被塗装面に案内する塗装手段1により回転霧化塗装を行う塗装工程内で、未乾燥の塗膜の赤外線吸光度を測定し、該赤外線吸光度から第1の塗着ノンブラ値を算出する。算出された第1の塗着ノンブラ値を、塗装外観の仕上がりに対応する最適な値として予め設定された第2の塗着ノンブラ値と比較する。前記比較結果に基づいて、前記塗料が前記シェーピングエアにより案内される空間における温度または湿度を制御する。前記塗料が溶剤系塗料であるときに、前記比較結果に基づいて、前記シェーピングエアの温度を制御する。前記塗料が水系塗料であるときに、前記比較結果に基づいて、前記シェーピングエアの湿度を制御する。
(もっと読む)
1 - 20 / 31
[ Back to top ]