
Fターム[4D075DA20]の内容
流動性材料の適用方法、塗布方法 (146,046) | 被塗体の形状、構造、表面 (9,578) | 中空体(開口部があるもの) (772) | 外面 (285)
Fターム[4D075DA20]に分類される特許
1 - 20 / 285
コーティング装置、コーティング方法及びその方法により製造されたスリーブ体
【課題】スリーブの外周面に、高い平滑性を有する均一な厚さのコーティング層を、芯金を用いることなく効率よく形成する。
【解決手段】スリーブを回転させる回転駆動手段と、回転するスリーブの外周面に塗布された一次コーティング層の表面側を掻き取る掻取りブレードとを具える。回転駆動手段は、第1、第2の保持ローラ間上でスリーブを跨らせて回転可能に保持する保持具と、第1の保持ローラとの間でスリーブを挟み込む駆動ローラを有する駆動具とを具える。掻取りブレードの先端は、駆動ローラの中心と第1の保持ローラの中心とを通る第1の基準線上に配される。
(もっと読む)
非付着性表面を有する包装材料およびその製造方法

【課題】主として液体を含む食品、化粧料等の包装用の成形容器や袋等の包装材料において、内容物が容器内面に付着残存するのを防止しうる優れた非付着性表面を有し、しかもその性能の安定維持をはかり得る包装材料を提供する。
【解決手段】包装材料基材1の表面に熱接着剤層5を介して付着防止用の粒子被覆層6を形成する。かつ該粒子被覆層6は、疎水性湿式シリカ粒子Aと疎水性または親水性乾式シリカ粒子Bとの所定の配合比率による混合組成物で構成すると共に、加熱処理により上記粒子被覆層6の一部に熱封緘層成分が入り込んだ含浸密着強化層6aを形成する。
(もっと読む)
足場用塗装鋼管およびその製造方法
【課題】耐滑り性、塗膜密着性および塗膜強度に優れる塗装鋼管を提供すること。
【解決手段】基材鋼管の表面に、数平均分子量が2万〜4万の範囲内で、かつ重量平均分子量が10万以上のポリエステルと、ポリエステル100質量部に対して20〜60質量部のポリイソシアネート化合物と、ポリエステルおよびポリイソシアネートの合計100質量部に対して5〜40質量部の体質顔料とを含む樹脂組成物の硬化物からなる、膜厚3〜30μmの熱硬化性樹脂塗膜を形成する。この熱硬化性樹脂塗膜は、20℃の環境において、直径1mmの円柱形状の圧子で49mNの荷重を加えられたときの押し込み深さが2μm以上である。また、熱硬化性樹脂塗膜は、沸騰水に1時間浸漬され、次いで大気中で24時間静置された後、JIS K 5600−5−6に準拠して行った付着性試験の試験結果の分類が0である。
(もっと読む)
帯電ローラのための表面コーティング
【課題】耐用年数を延ばすために、所望の表面、電気的および/または機械的特性を有する帯電部材のための材料および方法を提供する。
【解決手段】伝導性コア121および伝導性コア121にわたって配設された外側ベース層123であって、この外側ベース層123が、約0.1μm〜約4μmの範囲の表面ラフネスRzを有する層であり、この外側ベース層123に配設される外表面コーティング129であって、この外表面コーティング129が、1つ以上のポリマーと組み合わせた複数の伝導性充填剤を含み、約2μm未満の表面ラフネスRzを有する外表面コーティング129からなる層を有する。ここで外表面コーティング129は、所望の表面、電気的および/または機械的特性を提供する。
(もっと読む)
ポリイミド組成物および複写機部材
【課題】優れた耐摩耗性を発現しうるポリイミド膜を低温で形成することができるポリイミド組成物を提供する。
【解決手段】本発明のポリイミド組成物は、複写機部材のコーティングに用いるポリイミド組成物であって、ポリアミド酸と、脱水環化試薬と、溶媒とを混合して得られるポリイミド溶液を含むことを特徴とする。前記ポリアミド酸は、下記式(I)で表される構造を有することが好ましい。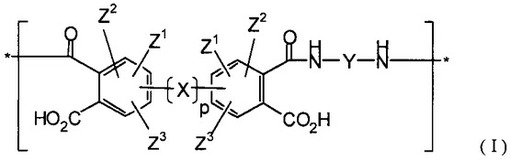
[上記式(I)中、XおよびYは互いに独立して2価の有機基を示し;Z1、Z2およびZ3は互いに独立して水素原子、フッ素原子、塩素原子、臭素原子またはヨウ素原子のいずれかを示し、pは0または1である。]
(もっと読む)
インクジェット印刷装置及びこれを用いたシームレス缶の印刷方法
【課題】微細な印刷画像においても印刷再現性に優れていると共に、印刷速度が向上され、生産効率に優れたインクジェット印刷装置及びこの装置を用いた印刷方法を提供することである。
【解決手段】マンドレルホイール、マンドレルホイールに備えられた複数個の自転可能なマンドレル、及び該マンドレルに装着されたシームレス缶外面の少なくとも胴部にインクジェット印刷により印刷画像を形成するインクジェット印刷ステーションを有する印刷装置において、前記インクジェット印刷が少なくとも一つのインクジェット印刷ステーションで行われ、該インクジェット印刷ステーションには複数個のインクジェットヘッドが配置されていることを特徴とする。
(もっと読む)
鋳鉄管の塗装方法
【課題】内面塗装済みの鋳鉄管を、管内面の美観を損ねることなく、適正温度で外面塗装できるようにすることである。
【解決手段】内面塗装を施された鋳鉄管1を温水で予熱したあとに、内面をローラブラシ13で掃除してから、外面塗装を少なくとも1回施すことにより、予熱時に温水から管内面に付着、残留する異物をブラシ掃除によって除去するようにし、内面塗装済みの鋳鉄管を、管内面の美観を損ねることなく、適正温度で外面塗装できるようにした。
(もっと読む)
管体製造方法及び管体製造装置、塗布装置並びにローラ製造装置
【課題】軸線方向の厚さが均一な弾性薄層を備えた管体製造方法及び管体製造装置、重力方向に向かって徐々に薄くなるように管状基体に層形成材料を塗布できる塗布装置、並びに前記管体が配置されたローラを製造するローラ製造装置を提供すること。
【解決手段】管状基体104の外周面上に弾性薄層を備えて成る管体製造方法であって、管状基体104を囲繞する同心環状の間隙の間隙量が重力方向に向かって徐々に小さくなるように調整しつつこの間隙から層形成材料を供給する管体製造方法、管状基体104を起立状態に固定する固定部材4及び5と貫通孔22を有する底部21及び底部21から形成された環状空間24を有する環状塗布部材6と貫通孔22内に配置される可撓性環状部材50と可撓性管状部材50の内径を拡縮させる拡縮部材60とを備えた塗布装置1、並びに、この塗布装置を備えた管体製造装置及びローラ製造装置。
(もっと読む)
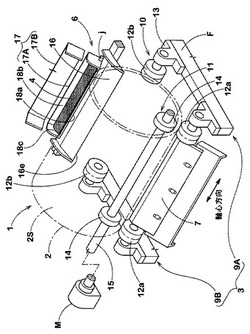
塗布装置及び塗布方法、管体製造装置及び管体製造方法、並びに、ローラ製造装置及びローラ
【課題】管状基体の外周面に層形成材料を均一に塗布できる塗布装置及び塗布方法、均一な層厚の弾性薄層を備えた管体の管体製造装置及び管体製造方法、並びに、この管体を備えたローラ及びこのローラのローラ製造装置を提供すること。
【解決手段】管状基体104を固定する固定部材4、5と、管状基体104との間に同心環状の間隙を形成する貫通孔22が穿孔された底部21及び底部21から軸線Cに沿って形成され管状基体104の周面を囲繞する環状開放空間24を有する環状塗布部材6とを備えて成る塗布装置1、並びに、管状基体104を周方向に囲繞する同心環状の間隙から層形成材料を周辺環境の圧力下で洩出させつつ一定速度で管状基体104の外周に層形成材料を塗布する塗布方法及び管体製造方法。また、塗布装置1を備えた管体製造装置及びローラ製造装置、並びに、このローラ製造装置で製造されたローラ。
(もっと読む)
管体製造方法及びローラ製造方法
【課題】軸線方向の厚さが均一な弾性薄層を備えて成る管体を製造できる管体製造方法、及び、この管体を備えて成るローラを製造できるローラ製造方法を提供すること。
【解決手段】管状基体の外周面に形成された弾性薄層を備えて成る管体を製造する方法であって、起立状態に配置された管状基体の外周に層形成材料をその塗布厚さが重力方向に向かって徐々に薄くなるように塗布する工程を有する管体製造方法、並びに、前記管体を備えて成るローラ製造方法であって、前記管体製造方法によって製造された管体に軸体の外周面に形成された弾性層を備えたローラ原体を挿入する工程を有するローラ製造方法。
(もっと読む)
加飾印刷方法
【課題】インクジェット印刷機の機構を複雑にしたり、複雑な制御を行なったりしなくても、被印刷面上においてインクの着弾位置がばらつく範囲を狭くして、加飾用の印刷皮膜を形成する。
【解決手段】加飾印刷方法では、曲面状に湾曲した板状の本体部13を少なくとも備える被印刷物12が印刷対象とされるとともに、本体部13の厚み方向についての一方の面(上面)の少なくとも一部が被印刷面21とされる。そして、インクジェット印刷機のインクジェットヘッド31からインクが被印刷面21に向けて噴射されて、その被印刷面21に加飾用の印刷皮膜が形成される。上記加飾印刷方法の実施に際しては、本体部13に外力が加えられることにより、被印刷面21が平面に近づく側へ本体部13が一時的に弾性変形させられる(図3(B))。この状態で、インクの噴射が行なわれる。
(もっと読む)
給紙ローラーの塗装方法および塗装装置
【課題】水系塗料を用いて給紙ローラーを塗装する塗装方法を提案すること。
【解決手段】給紙ローラーの塗装方法は、水平な姿勢の給紙ローラー本体100をその中心軸線回りに回転させながら、第1ノズル41を用いて略水平方向から水系塗料を吹き付けて、当該給紙ローラー本体100の外周面に下地塗膜層を形成する。次に、水平な姿勢に保持した給紙ローラー本体100Aをその中心軸線回りに回転させながら、その下地塗膜層の表面に第2ノズル42を用いて水平方向から粉体を吹き付けて粉体層を形成する。次に、水平な姿勢に保持した給紙ローラー本体100Bをその中心軸線回りに回転させながら、粉体層の表面に第3ノズル43を用いて略水平方向から水系塗料を吹き付けて、当該粉体層の表面を覆う表面塗膜層を形成する。
(もっと読む)
液体塗布装置及び液体塗布方法
【課題】ノズルの液体分配室に混入したエアーを効率的に除去する。
【解決手段】ノズル3の内部には、液体分配室であるマニホールド3bと、マニホールド3bから吐出口3aに通じる液体流路3cとが形成されている。ノズル3は、互いに対向して配置され、液体流路3c及び吐出口3aを形成する一対の駒部31,32を有している。また、ノズル3は、一対の駒部31,32を互いに接近又は離間させる方向に相対的に移動させ、吐出口3aの開口幅を調整する移動機構を有している。ノズル3には、マニホールド3bに接続され、マニホールド3bに塗布液を供給する液体供給流路3dが形成されている。また、ノズル3には、マニホールド3bに接続され、移動機構により吐出口3aを閉塞させた際に、液体供給流路3dを通じてマニホールド3bに供給された塗布液によりマニホールド3bから余剰分の塗布液と共にエアーを排出する排出流路3eが形成されている。
(もっと読む)
溶射装置および被膜形成方法
【課題】大型化を招くことなく基材を適切に冷却可能な溶射装置を提供する。
【解決手段】
半導体モジュール2の被膜対象形成面2aに溶射によって被膜を形成する際に、保持部材5によって、被膜対象形成面2aを含む半導体モジュール2の一部が冷却水の液面よりも上方に位置付けられるように保持する。これにより、空気等の冷却用気体に対して比熱が大きい冷却水によって半導体モジュール2の冷却でき、空気にて冷却する場合に対して、冷却効率を高めることができるので、保持部材5によって半導体モジュール2を強固に保持固定する必要が生じなくなる。その結果、溶射装置全体としての大型化を招くことなく基材を適切に冷却することができる。
(もっと読む)
製膜方法
【課題】製膜対象物にノズルから噴射されたエアロゾルを吹き付けつつ、その吹き付け位置を連続的に変化させることで、上面と外側面と湾曲面とを連続的に覆う膜を生成する製膜方法であって、簡易な方法で連続的且つ良質な膜の形成を可能とする製膜方法を提供すること。
【解決手段】この製膜方法は、上面W01及び上面W01に繋がる湾曲面W03にエアロゾルを連続的に吹き付け、上面W01を覆う膜と湾曲面W03の少なくとも一部を覆う膜とを連続的に形成する第一製膜工程と、外側面W02を覆う膜と、第一製膜工程において湾曲面W03に形成された膜を更に覆う膜とを連続的に形成する第二製膜工程と、を備える。
(もっと読む)
塗料組成物及び金属缶
【課題】スチール製3ピース缶及びアルミニウム製インパクト缶外面塗装材として、虹色の干渉色を呈する塗膜を形成するための缶用塗料組成物を提供する。
【解決手段】ホログラム表面処理を施した蒸着アルミ顔料(A)、ポリビニルブチラール樹脂(B)又はポリビニルアセトアセタール樹脂(C)、ポリビニルブチラール樹脂(B)又はポリビニルアセトアセタール樹脂(C)を溶解する溶剤(D)を含有する塗料組成物、前記、スチール製3ピース缶及びアルミニウム製インパクト缶外面用塗料組成物を硬化させて得られた中塗り層を有する金属缶。
(もっと読む)
バリアーコーティングを備えるプラスチック容器
【課題】本発明の課題は、基材のガス透過性を減少させ、基材に対する良好な付着を有し、かつ、機械的に柔軟であり、このためコーティングの欠陥を生じることなく基材の引き続く成形プロセスを可能にする、ポリマー基材のためのコーティングを提供することである。
【解決手段】本発明は、a)プラスチック材料の少なくとも一部分を前処理する工程、b)この前処理された表面上にポリビニルアルコールのコーティング層少なくとも1つを設ける工程、及びc)このポリビニルアルコール層上にポリビニルアセタールのトップコーティング層少なくとも1つを設ける工程を含む、プラスチック材料上にバリアーコーティングを設けることによりこのプラスチック材料のガス透過性を減少させる方法に関する。
(もっと読む)
防汚塗料組成物、防汚塗料組成物用共重合体、該組成物を用いて形成される防汚塗膜を表面に有する塗装物
【課題】長期保存安定性に優れた防汚塗料組成物を提供し、かつ、海水中において長期間にわたりクラック等の塗膜異常を起こすことなく、安定した塗膜溶解性および防汚性能を維持できる、環境安全性の高い防汚塗膜を形成するための特定構造を有する共重合体を提供する。
【解決手段】本発明によれば、アクリル酸t−ブチルジフェニルシリル(a)55〜80質量%と、前記単量体a以外のエチレン性不飽和単量体(b)20〜45質量%とを共重合して得られる共重合体Aを含む防汚塗料組成物が提供される。
(もっと読む)
浸漬塗布方法
【課題】複雑な機構・装置を用いることなく、被塗布体の外周面に均一な塗布膜を容易に形成するための浸漬塗布方法を提供する。
【解決手段】円筒状の被塗布体の下端を塗布液に浸漬させた後、該被塗布体が該塗布液の表面張力で塗布液に接触している状態で該被塗布体を該塗布液の液面より上まで引き上げ、該被塗布体を該塗布液に浸漬させ、該被塗布体を該塗布液から引き上げる。
(もっと読む)
防振ゴムの塗装装置及び塗装方法
【課題】簡単な構成で、防振ゴムの塗装時間を短縮して作業効率を向上させる。
【解決手段】各々左右一対の底板部(又は頂板部)と把手部55とを有する上側及び下側マスキング部材15,25からなるマスキング治具5と、マスキング治具5を載置するための架台3と、スプレー塗装機7と、を備えた防振ゴムの塗装装置1である。マスキング治具5には棒状突起部95が設けられ、架台3の一方側の竪壁部13には把手部55が係止する第1切欠部が、他方側の竪壁部23には棒状突起部95が係止する第2切欠部がそれぞれ形成されている。マスキング治具5は、把手部55,55と第1切欠部との係止を解いた状態では、取付金具29を挟んだまま、第2切欠部と係止した棒状突起部95を支点として反転可能に構成されている。
(もっと読む)
1 - 20 / 285
[ Back to top ]