
Fターム[4D075DC16]の内容
流動性材料の適用方法、塗布方法 (146,046) | 被塗体の用途 (13,034) | 機械、装置 (633) | 部品 (441)
Fターム[4D075DC16]に分類される特許
141 - 160 / 441
重層塗布方法及び平版印刷版並びにその製造方法
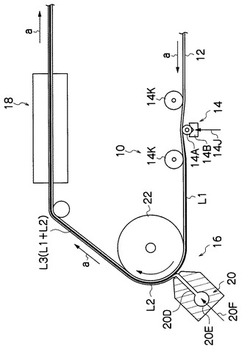
【課題】上層の塗布手段として非接触方式の塗布コータを使用して複層を逐次重層塗布する場合に、塗り付け不良や液はじき、あるいは塗布スジ等の塗布欠陥が発生しないように安定塗布することができる。
【解決手段】続走行するウェブ12上に、ロッド塗布装置14で塗布した感光層保護層(A)L1が未乾燥状態にあるうちにエクストルージョン塗布装置16で感光層保護層(B)L2を重ねて塗布する逐次重層塗布の際に、感光保護層(B)L2の湿潤塗布量をW(cc/m2)、ウェブ12の走行速度をU(m/分)、感光層保護層(B)L2の動的表面張力をγ1(mN/m)、感光層保護層(A)L1の静的表面張力をγ2(mN/m)としたときに、次式W/[U(γ1−γ2)]≧0.018…(A1)を満足する。
(もっと読む)
複層接着組成物
【課題】従来、表面未処理金属板と有機物、特にエラストマー組成物等の有機高分子層とでは接着性に乏しいため、6価クロムで金属表面を下地処理することにより金属板と有機高分子層との接着性を改良した金属と有機高分子層からなる積層板が用いられてきた。近年、6価クロムは人体に有害であることがわかり、6価クロムを使用しない金属表面下地処理が提案されている。しかしながら金属板と有機高分子層との接着性は十分ではなく実用性に劣るのが現状である。
【解決手段】本発明の構成は第1層が6価クロムを使用しないアルミニウムアルコレートまたはそのキレート化合物、およびナノ粒子シリカよりなる熱硬化型金属表面下地処理剤、第2層がノボラック型フェノール樹脂、エポキシ樹脂、および硬化剤からなる熱硬化型プライマーからなることを特徴とし、金属板と有機高分子層との接着性を大幅に改良した複層接着組成物に関するものである。
(もっと読む)
コーティング組成物、コーティング方法及び空気調節機
【課題】長期間にわたって抗菌性及び抗カビ性を維持し得るコーティング膜を、樹脂や金属等の各種材料に対して容易に形成させ得るコーティング組成物を提供する。
【解決手段】撥水性樹脂及び抗菌剤を含むコーティング組成物であって、前記抗菌剤の少なくとも一部が微粒子として分散しており、前記撥水性樹脂100質量部に対する前記抗菌剤の量が5質量部以上60質量部以下であることを特徴とするコーティング組成物とする。前記コーティング組成物は、表面が疎水性であり、且つ平均粒径が5nm以上2μm以下の微粒子をさらに含んでもよい。
(もっと読む)
電気植毛用の繊維
【課題】特に耐磨耗性やブラッシング効果等に優れた電気植毛用の繊維を提供する。
【解決手段】電気植毛用の繊維であって、この繊維が、繰り返し単位の95モル%以上が、下記式(1)で示されるポリケトンで構成される繊維であることを特徴とする電気植毛用の繊維。
【化1】 (もっと読む)
(もっと読む)
塗膜形成装置、その塗膜形成装置により形成された電子写真用定着部材、その電子写真用定着部材を有した画像形成装置

【課題】軸芯方向に沿って径が変化する形状の被塗装部材にも均一な厚みの塗膜を容易に形成できる塗膜形成装置を提供する。
【解決手段】塗膜形成装置1Bは、基体4を保持する保持部18と、気体4の外周面4cに向かって塗料7を吐出する塗布ノズル19と、塗布ノズル19から円錐状に吐出された塗料7に向かってガスを噴射することにより、塗料7の吐出方向を変化させる気体噴射手段と、制御装置と、を有している。この気体噴射手段は、塗布ノズル19の全周に亘って円環状に形成されかつガスが収容される気体収容室44と、気体収容室44に連通しかつ塗布ノズル19の内周面30の全周に亘って開口したガスを噴射する第2のスリット45と、気体収容室44に加圧気体を送り込む気体供給ユニットと、を有している。また、制御装置は、基体4と塗布ノズル19との間隔CGの変化に応じて第2のスリット45から噴射されるガスの流量を制御する。
(もっと読む)
熱交換器用アルミニウムフィン材及びそれを用いた熱交換器
【課題】光を当てることにより優れた防汚染性を長期間維持することができると共に、プレス加工等の成形時に金型に悪影響を与えることのない熱交換器用アルミニウムフィン材及び熱交換器を提供すること。
【解決手段】アルミニウムよりなる基板2と、基板2の表面に、親水性塗膜3を形成してなる熱交換器用のアルミニウムフィン材1である。親水性塗膜3は、基材樹脂32中に、酸化チタンよりなる光触媒粒子が複数凝集してなると共に、その外径が円相当径においてφ2μm以上であり、且つ、上記親水性塗膜の膜厚以上である光触媒粒子集合体31を含有してなる。親水性塗膜3表面に占める光触媒粒子集合体31の面積率が3〜20%である。
(もっと読む)
機能性コーティング用組成物
【課題】本発明の目的は機能剤の表面物性を十分に反映でき、かつ機能剤の担持性が大で、高温での耐久性に優れたコーティング用組成物を提供することにある。
【解決手段】コーティング用組成物の機能性フィラーの結着剤として耐熱性樹脂から作成される特定水分率の水膨潤フィブリル化繊維を使用することにより達成する。
(もっと読む)
プレコート鋼板およびその製造方法
【課題】塗膜の密着性を低下することなしに、クロムフリー化を実現したプレコート鋼板を提供する。
【解決手段】ステンレス鋼板または亜鉛系めっき鋼板の表面上に、クロムとシランカップリング剤を含まず、シリカを含む化成処理層を有し、該化成処理層上に、ポリエーテルサルフォン樹脂および4フッ化エチレン樹脂を主成分とし、シリカを含有する下塗り層と、ポリエーテルサルフォン樹脂、4フッ化エチレン樹脂および、テトラフルオロエチレンとヘキサフルオロプロピレンとの共重合樹脂を含有する上塗り層と、を順に積層配置する。
(もっと読む)
平版印刷版原版、その塗布方法、及び印刷方法
【課題】ピックアップロール塗布装置を用いて長尺帯状支持体に、塗布欠陥もなく、表面形状も均一な安定且つ塗布性の良好な塗布面が得られ、性能も良好な平版印刷版原版の塗布・製造方法、及び平版印刷版原版を用いた印刷方法を提供する。
【解決手段】ピックアップロールにより塗布液をピックアップし、支持体に転写し塗布する平版印刷版原版の塗布方法において、該塗布液が磁性を有する金属粒子を含有し、該ピックアップロールの表面材質が非磁性材質であることを特徴とする平版印刷版原版の塗布方法。
(もっと読む)
ピストンリング側面の塗装装置及び塗装法
【課題】優れた生産性で自動操作によりピストンリングの側面に塗装を行う。
【解決手段】回転可能にターンテーブル7の各支持部7aに装着されかつピストンリング1を支持する取付台3と、ピストンリング1の側面1a、1bを加熱する加熱装置11と、加熱されかつ回転するピストンリング1の側面1a、1bに塗料5を塗布する塗装装置12と、取付台3を反転することによりピストンリング1の側面1a、1bの上下を逆にした後、ピストンリング1と共に取付台3をターンテーブル7の支持部7aに再度装着する反転装置13とをピストンリング側面塗装装置に設けて、反転装置13によりピストンリング1を反転させながら、側面1a、1bへの加熱と塗料塗布とを連続的かつ自動的に行う。
(もっと読む)
塗布針
【課題】インクが乾燥固着することを防ぎ、インクを塗布する際のインクの流動性と転写性とを高めた、塗布針を提供する。
【解決手段】この塗布針1は、先端を基板上の微細領域に接触させて、液状材料を基板に塗布する塗布針1であって、表面の少なくとも一部に、撥水性を有する樹脂素材を含む撥水加工層5が形成されている。撥水加工層5が形成された部分においては、強撥水性が得られるため、インクの乾燥固着を防ぐことが可能となる。また、塗布針1表面におけるインクの流動性が高くなり、基板などの塗布対象物へのインク転写の際、一定量のインクの流し込みという機能が高められる。
(もっと読む)
ピストンリング側面の塗装装置及び塗装法
【課題】優れた生産性で自動操作によりピストンリングの側面に塗装を行う。
【解決手段】水平な公転軸(7c)により鉛直面内で回転可能であり、その面上で外周部(7b)に回転可能な複数の保持部(7a)を有するターンテーブル(7)と、水平な自転軸(3a)により単独で回転可能に保持部(7a)に装着されかつピストンリング(1)を支持する取付台(3)と、取付台(3)に支持されかつ回転するピストンリング(1)の両側面(1a, 1b)を加熱する加熱装置(12)と、ピストンリング(1)の両側面(1a, 1b)に塗料(5)を塗布する塗装装置(13)とをピストンリング側面塗装装置に設ける。水平な自転軸(3a)を回転させピストンリング(1)を自転して、ピストンリング(1)の側面(1a, 1b)を加熱すると共に、加熱された側面(1a, 1b)にほぼ同時に塗料(5)を塗布するので、側面(1a, 1b)への加熱と塗装とを連続的かつ自動的に行うことができる。
(もっと読む)
コーティング軸受製造方法および製造装置
【課題】塗布ロールを用いて軸受基材に塗膜を塗布してコーティング層を成膜する場合に、コーティング層の厚さを均一化する。
【解決手段】軸受基材1を治具2の凹部4内に嵌め込んで固定し、外周表面に塗液を展開した塗布ロール3を、軸受基材1の内面に接触させ、塗布ロール3を回転させながら治具2により軸受基材1を回転させる。これにより、塗布ロール3が軸受基材1の内面と接触した状態で、回転(自転)しながら軸受基材1の内面に沿って相対的に公転するので、塗液が軸受基材1の内面に塗布され、コーティング層が成膜される。
(もっと読む)
電子写真用ローラーの製造方法
【課題】 リング塗工によるローラー基体成形機の狭いワーク搬送エリアでも、振れ精度に問題なくワークを把持搬送する方法を考案する。
【解決手段】 本発明の部品把持機構は、6軸ロボットの6軸フランジに装着される、電磁石を用いた上把持冶具と、2対のエアシリンダーを用いた下把持冶具により構成することで、全自動で更にロボットアームが高速移動・搬送してもローラーの外形振れを極小にできる。
(もっと読む)
コーティング溶液、該溶液を用いた無機−有機ハイブリッド皮膜の形成方法、およびこの形成方法により得られる皮膜
【課題】常温で結晶化し、あらゆる物質上に、耐火性、耐蝕性、絶縁性などのセラミックス特性を有するセラミックス皮膜を形成でき、さらに高分子材料と結合し、有機化合物を生成し、高分子材料の耐熱性を飛躍的に改善することができるコーティング溶液を得ること。
【解決手段】周期律表4A族の金属アルコキシド、周期律表4B族(炭素を除く)の金属アルコキシド、周期律表3A族の金属アルコキシド、周期律表3B族の金属アルコキシド、およびこれらの部分加水分解物から選ばれた少なくとも1種の金属アルコキシド類と、アルカリ金属のアルカリ化合物および/またはアルカリ土類金属のアルカリ化合物を含むアルコール溶液を主成分とする、常温で結晶化し、セラミックス皮膜を形成する溶液を、2液性樹脂の主剤と硬化剤を個別に混合後、両溶液を混合して得られるコーティング溶液。
(もっと読む)
溶射マスキング部材および溶射マスキング方法
【課題】シリンダブロックのシリンダヘッド取付部と反対側に、補強リブを備えたラダーフレームを取り付けた状態であっても、溶射マスキング部材をラダーフレーム側から容易に挿入できるようにする。
【解決手段】V型エンジンにおけるシリンダブロック1のシリンダヘッド取付部3と反対側にラダーフレーム5を取り付けた状態で、シリンダボア11,13の内面に溶射皮膜を形成する。この際、ラダーフレーム5のシリンダブロック1と反対側の開口から溶射マスキング部材25を装着する。ラダーフレーム5のシリンダブロック1と反対側の端部には内側に向けて突出する補強リブ23を設けてあり、一方溶射マスキング部材25は、補強リブ23側に位置する第1の部位29,31と、第1の部位29,31相互間に挿入する第2の部位との3分割構造とする。
(もっと読む)
電子写真用弾性ローラ及びその製造方法、電子写真プロセスカートリッジ並びに画像形成装置
【課題】高粘度、高チキソトロピー性材料を塗布しても形状精度が良くエアー巻き込みを低減可能な電子写真用弾性ローラとその製造方法、高精細画像形成に好適な電子写真プロセスカートリッジ及び画像形成装置を提供する。
【解決手段】環状スリットを有する塗工ヘッドを用い液状材料をスリットの外方側入り口部から供給し内方側出口部から吐出して円筒体基材に塗工しこれを硬化させる電子写真用弾性ローラの製造方法であって、同材料の降伏応力が20〜600Paでチキソトロピーインデックスが2.0〜6.5で、同入り口部及び同出口部の隙間の間隔を各々T1及びT2(mm)、同入り口部と同出口部との距離L(mm)が0.1≦T1/T2<1.0、10≦L≦100である。この方法で製造された電子写真用弾性ローラ。同ローラを現像ローラとする電子写真プロセスカートリッジ及び画像形成装置。
(もっと読む)
塗布方法
【課題】現像ローラ用の基体である円筒状又は円柱状基体の表面に粗さ粒子を含有する塗布液を相対的に塗布液の液面と円筒状又は円柱状基体とに速度差を付与する塗布方により均一に塗布する塗布方法の提供。
【解決手段】現像ローラ用の基体である円筒状又は円柱状基体の軸方向が垂直となるように保持しながら垂直方向に相対的に塗布液の液面と前記基体とに速度差を付与する塗布方式により、前記円筒状又は円柱状基体の表面に粗さ粒子を含有する塗布液を塗布する塗布方法において、前記円筒状又は円柱状基体を引き上げる速度(Vs)と、前記円筒状又は円柱状基体の近傍の塗布槽A部での前記塗布液の流速(Vi)との関係が0.015≦|(Vi/Vs)−1|<0.35とすることを特徴とする塗布方法。
(もっと読む)
コーティング装置およびコーティング方法
【課題】隣接するエアフォイルに対して視野方向にコーティングを施すのを、各エアフォイルが邪魔する領域にも施すことができるコーティングシステムを提供する。
【解決手段】コーティング用エンドエフェクタ48は、ロボットによって担持することができる。プラズマ溶射ヘッド44は、継手によってエンドエフェクタ48に取り付けられる。複数のアクチュエータ80,82,84は、継手46に関節運動をさせるように、エンドエフェクタ48とプラズマ溶射ヘッド44を連結する。この装置は、ガスタービンエンジンのエアフォイルクラスタをコーティングするために使用することができる。コーティングは、ヘッド44をエアフォイル間に通すステップを含む。
(もっと読む)
浸漬塗布方法
【課題】現像ローラ用の基体である円筒状又は円柱状基体の表面に粗さ粒子を含有する塗布液を浸漬塗布方法で塗布する際、円筒状又は円柱状基体の表面に粗さ粒子を均一に塗布する浸漬塗布方法の提供。
【解決手段】現像ローラ用の基体である円筒状又は円柱状基体を、前記円筒状又は円柱状基体の上に形成された乾燥塗膜の厚さより大きい粗さ粒子を含有する塗布槽の中の塗布液に浸漬することにより、前記円筒状又は円柱状基体の表面に前記塗布液を塗布する浸漬塗布方法において、前記塗布液の前記塗布槽の下部の平均流速(Vi)と、前記粗さ粒子の沈降速度(Vd)との関係が、10Vd<Vi<10000Vdであることを特徴とする浸漬塗布方法。
(もっと読む)
141 - 160 / 441
[ Back to top ]