
Fターム[4E001CC03]の内容
Fターム[4E001CC03]に分類される特許
61 - 80 / 157
固定管の円周溶接方法
【課題】先行トーチの溶接速度を変化させた場合でも、後行トーチによる溶着高さが常に一定になるように制御可能とする。
【解決手段】固定管の突合せ端部に沿って円周方向に配置された走行レール上を移動する台車に搭載された先行トーチ及び後行トーチを備えた溶接ヘッドにより、前記台車を走行レールに沿って円周方向に移動させながら、単位溶接長さ当りの溶着量が一定になるように、所定の溶接速度で前記突合せ端部をアーク溶接する際、外乱位置で前記先行トーチの溶接速度を変化させる場合、前記後行トーチでは単位溶接長さ当りの溶着量が、変更前と同一になるようにワイヤ送給速度を変更し、溶接電流が変更前と同一になるように、トーチ13先端からのワイヤ突出長さLを制御する。
(もっと読む)
管材の溶接方法およびシールドガス充填用発泡剤

【課題】シールドガス保持性能および施工性を向上できる管材の溶接方法およびシールドガス充填用発泡剤を提供すること。
【解決手段】この管材の溶接方法では、管材1の内部に泡沫層Sが形成され、この泡沫層Sにより封止された空間にシールドガスが充填された後に、管材1、1の溶接が行われている。このとき、泡沫層Sの形成にあたり、ケラチンタンパク質を含むシールドガス充填用発泡剤が用いられている。また、スプレー装置2にシールドガス充填用発泡剤が充填され、そのノズル22を介して管材1の内部にシールドガス充填用発泡剤が噴射されている。
(もっと読む)
厚板の鋼板や鋼管の狭開先溶接方法
【課題】開先加工に従来のガス切断やプラズマ切断を使い、機械加工を必要とせず、厚板の鋼板や鋼管においても狭開先溶接施工を可能にする溶接技術を提供すること。
【解決手段】被溶接物である2枚の鋼板又は鋼管の狭開先溶接において、ガス切断又はプラズマ切断で開先加工する工程と、継手部に矩形状インサートをはさみ仮付溶接を行い継手部を構成する工程と、開先内の矩形状インサート開先内表面に深溶け込み活性剤を塗布した工程と、継手部をアーク溶接する工程からなる。
(もっと読む)
円周曲面へのチューブ溶接方法
【課題】チューブの端部の円周表面への隅肉溶接に開先加工角度を必要とせず、裏波1パス溶接を可能とする溶接技術を提供すること。
【解決手段】溶接されるチューブの端部との接合部となる、ドラム等の円周表面部分を水平面状に加工する工程と、端部が直角面加工されたチューブを、ドラム等の水平加工された部分に突合わせ位置決め後、仮付け溶接する工程と、接合部表面に深溶け込み活性剤を塗布する工程と、接合部を自動TIG溶接によりワンパスで裏波溶接を行う工程と、からなる。
(もっと読む)
四角形鋼管の製造設備
【課題】折り曲げが不安定で、直角状折曲げ部が鈍角または鋭角のいずれに折り曲げられているときでも、遊端部分を上下から正確に突き合わせできる四角形鋼管の製造設備を提供する。
【解決手段】四箇所を直角状に折り曲げて、三辺を定寸平板部4とし一辺を一対の半寸平板部5でその遊端部分2を突き合わせることで四角形状鋼管7としたのち、仮付け溶接8を施工し、駆動ローラコンベヤ32により形成した仮付け溶接ライン31上で突き合わせ部を横向きとして、仮付け作業部50に、外面矯正装置51と仮付け溶接機95を設け、外面矯正装置は、左右一対で相対的に接近離間自在な側部押え体55と、昇降自在な上部押え体67からなる。四角形状鋼管内において移動自在で、仮付け作業部の部分に停止自在な内面矯正装置100を設け、内面矯正装置は、本体101の前後方向の複数箇所にそれぞれ左右一対の内加圧体118を相対的に接近離間自在に設けた。
(もっと読む)
固定鋼管の円周溶接方法
【課題】ビード外観が良好で融合不良やスラグ巻き込みなどの溶接欠陥のない健全な溶接部を得ることができる固定鋼管の円周溶接方法を提供する。
【解決手段】1層1パスの準備溶接とこれに続けて1層複数パスの本溶接を行なうものであり、前記本溶接はフラックス入りワイヤを用いて、溶接電流150〜280A、溶接速度15〜25cm/minで上進姿勢多層盛溶接として、開先壁面側のビードの積層は溶接トーチを開先壁面に対向する方向に板厚方向から15〜25°傾斜して前層ビードの止端部をワイヤ狙い位置として溶接し、開先内のビード積層は溶接トーチを板厚方向として前パスのビード止端部をワイヤ狙い位置として溶接し、同一層の最終パスは前パスのビードの止端部と他方のビードの止端部との間をワイヤ狙い位置として溶接する。
(もっと読む)
管外周突部の形成方法及び管外周突部を有する金属管
【課題】少ない作業手順で管の外周突部を形成することができて、また薄肉管に対しても貫通孔を開けることなく安定して製造を行うことのできる、生産性の高い金属管の外周突部の形成方法及び挿入力が低く管接合が容易な管外周突部を有する金属管を提供することを目的とする。
【解決手段】軸方向の一端側に厚肉部11を有し、軸方向の他端側に薄肉部12が形成されたリング10を、金属管の先端から距離を空けた位置の外周に装着し、前記薄肉部12に溶接を行うことにより、前記薄肉部12と前記金属管とが融解した溶接部15を前記厚肉部11上面19から傾斜してかつ金属管の挿口先端から距離を空けた位置の外周表面31aに至る形状に形成する。
(もっと読む)
異材継手構造及びその製造方法
【課題】低合金鋼製配管の外面側におけるボンドマルテンサイトによる表面割れの発生を防止する。
【解決手段】低合金鋼製配管2の先端部に設けられ、ニッケル基合金からなる肉盛溶接部7と、肉盛溶接部7と低合金鋼製配管2の先端部との境界部外面を覆うように設けられ、ニッケル基合金からなる境界溶接部8と、肉盛溶接部7とステンレス鋼製配管3の端部との間に設けられ、ニッケル基合金からなる溶接接合部9とを備え、肉盛溶接部7及び溶接接合部9をなすニッケル基合金は、境界溶接部8をなすニッケル基合金よりも、クロム含有量が高く且つニッケル含有量が低く構成されて応力腐食割れの感受性が低いものであり、境界溶接部8をなすニッケル基合金は、肉盛溶接部7及び溶接接合部9をなすニッケル基合金よりも、ニッケル含有量が高く且つクロム含有量が低く構成されてボンドマルテンサイト状組織の生成の感受性が低いものである
(もっと読む)
溶接鋼管の製造方法
【課題】石油や天然ガスの採掘および輸送に使用される高強度高靱性な溶接鋼管、特にシーム溶接部の余盛高さが低く均一な溶接鋼管の製造方法を提供する。
【解決手段】両幅端に開先加工を行った板厚15mm以上の鋼板を幅方向に筒状に冷間加工し、その突合せ部に仮付け溶接を行った後に、内外面1層ずつの多電極サブマージアーク溶接によってシーム溶接する溶接鋼管の製造方法において、内面側溶接、外面側溶接の少なくとも一方のシーム溶接を行う前に、開先断面積を全長に渡って連続測定して平均値を求め、当該平均値をもとに、または溶接直前において求めたものをもとに、溶接ビードの余盛高さが0.1mm以上3.0mm以下になるように溶接する。
(もっと読む)
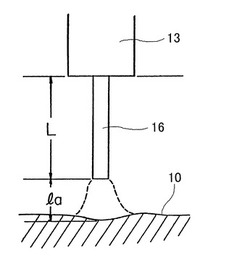
タングステン−不活性ガス溶接法によって2つの金属部分を結合するための方法ならびに該方法を実施するための装置
【課題】全自動的な溶接に基づいて高い経済性が達成されるような、極めて高い品質の、容積の少ないシームを形成するための溶接方法を提供する。
【解決手段】結合させたい両金属部分1,2を、第1のステップでまずセンタリングオフセット7によって、両金属部分の間にナロウギャップ4が形成されかつシームベース範囲に負荷軽減範囲8が生じるように互いに対して位置決めし、第2のステップで目標溶融個所9の形成下に、両金属部分の、ナロウギャップを画定する側縁5,6を、ナロウギャップを満たす溶接ビード10により互いに結合する形式の方法において、ナロウギャップ4が、一貫して一定の幅aを有しており、しかも該幅aを、重なり合って位置する溶接ビード10がそれぞれナロウギャップ4の全幅aにわたって延びるように設定しておき、ナロウギャップ4全体を全自動的に溶接ビード10で満たす。
(もっと読む)
管の機械加工方法
本発明は、コンピュータ制御された管の機械加工、特に、レーザによる管の切断のための方法に関する。上記方法は、以下のステップを備えている。
−或る長さの管を供給するステップと、
−コンピュータ制御された機械加工ステーションに上記供給された管を配置するステップと、
−上記供給された管を機械加工するために、上記機械加工ステーションを制御するためのプログラムを実行するステップと、
−上記コンピュータ制御された機械加工ステーションに上記管を配置する前に、上記供給された長さの管の寸法を計測するステップ。 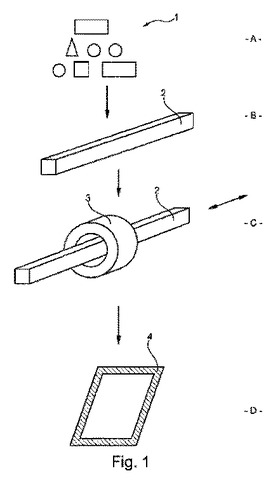 (もっと読む)
(もっと読む)
鋼材の多電極サブマージアーク溶接方法
【課題】UOE鋼管やスパイラル鋼管等大径鋼管の造管溶接に用いて好適な鋼材の多電極サブマージアーク溶接方法を提供する。
【解決手段】3電極以上で両面1層溶接を行う鋼材のサブマージアーク溶接方法において、第1電極の電流密度が(1)式を、最後尾の電極の電流密度が(2)式を満足し、かつ第1電極の電流と最後尾の電極の電流が(3)式を満足する。DL≧220(1)、80≦DT≦120(2)、IT/IL≧0.50(3)ここで、DL:第1電極の電極の電流密度(A/mm2)、DT:最後尾の電極の電流密度(A/mm2)、IL:第1電極の電流(A)、IT:最後尾の電極の電流(A)であり、電流密度は溶接電流を溶接ワイヤの断面積で除した値とする。
(もっと読む)
配管の亀裂箇所の点検修理方法
【課題】 配管の亀裂箇所の点検修理を容易に、かつ確実に行うことができる点検修理方法を提供する。
【解決手段】 配管1の亀裂箇所3の点検修理方法であって、前記配管1の亀裂3aを超音波探傷検査により検出し、該超音波探傷検査により検出した亀裂箇所3の近傍に前記配管1を貫通する点検修理用孔4、5を設け、該点検修理用孔4、5内に撮像手段10及び修理手段12を挿入し、前記撮像手段10により前記亀裂箇所3を目視しながら、前記修理手段12により前記亀裂箇所3の修理を行い、この後に、前記撮像手段10及び前記修理手段12を前記点検修理用孔4、5から抜き出し、前記点検修理用孔4、5を閉塞手段で閉塞する。
(もっと読む)
ジルコニウム(Zr)製ベローズ
【課題】過酷な成形加工に耐えるジルコニウム(Zr)製薄肉パイプを造管し、これまで存在していない、耐食性の優れたジルコニウム製の液圧成形もしくは、ロール成形ベローズを提供する。
【解決手段】ジルコニウム製薄肉ベローズを成形するため、使用されるジルコニウム製薄肉溶接パイプの造管過程において、溶接金属及び熱影響範囲での酸素プラス窒素の含有量の増加を、100ppm以下に抑制することより、ジルコニウム製ベローズの液圧成形もしくはロール成形を可能とした。
(もっと読む)
鋼管矢板の2電極ガスシールドアーク溶接方法
【課題】 鋼管矢板の本管と各種連結継手用鋼の2電極ガスシールドアーク溶接方法において、目標とする溶接金属のビード幅、ビード厚およびすみ肉溶接金属の脚長が得られる健全な溶接部を安易に高能率に溶接することができる鋼管矢板の2電極ガスシールドアーク溶接方法を提供する。
【解決手段】 鋼管矢板の本管とP−P形またはP−T形連結継手用の鋼管とを溶接する2電極ガスシールドアーク溶接方法において、本管と鋼管のフレア継手部に鋼粒または鉄粉をフレア開先幅10〜12mmの高さまで充填し、電極トーチを鋼管方向に先行電極:0〜25°、後行電極:0〜10°傾斜させ、電極間距離を先行電極および後行電極のワイヤ間で15〜40mm、ワイヤ径1.6mmで溶接電流を先行電極:490〜580A、後行電極:460〜560Aとし、ワイヤ狙い位置をフレア開先のほぼ中央にして溶接速度を1m/min以上で溶接することを特徴とする。
(もっと読む)
I型継手の溶接方法及びそのI型溶接継手並びにそれを用いた溶接構造物
【課題】
溶接欠陥のない品質良好な深い溶け込み形状の溶接金属部を備えたI型溶接継手、及びその溶接方法を提供する。
【解決手段】
ステンレス鋼又は低炭素鋼からなり、同じ板厚同士の部材の側面を突合せたI型継手部を、不活性ガスのシールドガスを噴出させるシールドガス供給手段を用いながら、非消耗電極方式の第1のアーク溶接により、フラックス剤が充填されているフラックス入りワイヤをアーク溶接部分に送給し、表裏両側から溶接する溶接方法において、溶接継手部の表側もしくは外側より、板厚Tの裏面まで溶かすことなく、板厚Tの1/2以上4/5以下の深さまで溶融させた溶け込み形状の第1の溶接金属部を形成し、その後にI型継手部の裏側又は内側から板厚Tの1/2以上4/5以下の深さまで溶融させる第2のアーク溶接を遂行し、第1の溶接金属部の先端部と融合し合った溶け込み形状の第2の溶接金属部を形成することを特徴とする。
(もっと読む)
管寄せ管台の溶接構造
【課題】管台と管寄せの間に別部材を介在させず、即ち部品点数を増やすことなく、管台のクリープおよび疲労損傷耐久性を向上させることができる管寄せ管台の溶接構造を提供する。
【解決手段】フェライト鋼からなる管寄せの外周壁に、曲げ加工部を有する複数個の管台を溶接によって接続される管寄せ管台の溶接構造において、前記管台はオーステナイト系ステンレス鋼で形成され、前記管寄せに、前記オーステナイト系ステンレス鋼製の管台が、Ni基合金の溶接材料を用いた溶接によって接続される。また、前記管寄せ外周壁の外表面における管台溶接位置周囲に、環状の溝が刻設され、該溝の内側に管台接合面を形成され、前記管台と前記管台接合面とが略同一径をもって連続的に繋がるように、前記管台と前記管台接合面との先端部を突き合わせて突き合わせ開先が形成され、該突き合わせ開先がNi基合金材料を用いて溶接される。
(もっと読む)
プラズマキーホール溶接のバックシールド方法及びプラズマキーホール溶接装置
【課題】バックシールド治具に不活性ガスを充満させて裏波ビードの酸化を防止し、裏波ビード形状を安定できるプラズマキーホール溶接のバックシールド方法及びプラズマキーホール溶接装置を提供する。
【解決手段】バックシールド治具9とワーク2の間に隙間を設けて、治具9内の余剰な不活性ガスと、トーチ54からのプラズマ流をスムーズに外部に排出することにより、開先部21での上下からのガスの衝突を防止でき、スムーズにプラズマが開先部21を通過できる。これにより良好なプラズマアーク形状を得ることができ、酸化を防止しながら安定した裏波ビードを形成できる。
(もっと読む)
マルテンサイト系ステンレス鋼管円周溶接継手の製造方法
【課題】耐粒界応力腐食割れ性に優れた溶接熱影響部を有する鋼管円周溶接継手の製造方法を提案する。
【解決手段】マルテンサイト系ステンレス鋼管の端部同士を突き合わせ、円周方向に多層の溶接パスからなる溶接を施して円周溶接部を形成するに際し、少なくとも1層の溶接パスによる溶接熱サイクルにより鋼管内表層のピーク温度Tpで950℃以上に加熱されたHAZに、耐粒界応力腐食割れ性を向上させる熱サイクルが付与されるように、その後の溶接パスを調整して溶接する。具体的には、少なくとも1回の溶接パスを、TpがA1点超えでかつ950℃以下の温度となる溶接パスとし、続く溶接パスをTpがA1点以下となる溶接パスとする。また、その後の溶接パスを、TpがA1点以下となる溶接パスとし、かつ該その後の溶接パスの総入熱パラメータPtotalが12500以下又は14500以上となる溶接パスとする。
(もっと読む)
配管接合方法
【課題】配管内において好適に流体が流れるように配管同士を接続することが可能な配管接合方法について提供する。
【解決手段】一方の配管1の端面1aに他方の配管2の端面2aを当接させる配管当接工程と、一対の配管1,2の当接部分の外周に形成された開先5にアーク溶接を行うアーク溶接工程と、を備え、一方の配管1の端面1aの内周側には、配管の軸方向外側に突出した環状の内側環状突出部10が形成され、他方の配管2の端面2aの内周側には、内側環状突出部10の外周側に嵌め合わされると共に軸方向外側に突出した環状の外側環状突出部22が形成されており、配管当接工程において、内側環状突出部10に外側環状突出部22を嵌め合わせたときに、一対の配管1,2は、その内壁面1b,2bが平坦となるように形成されている。
(もっと読む)
61 - 80 / 157
[ Back to top ]