
Fターム[4E001CC03]の内容
Fターム[4E001CC03]に分類される特許
141 - 157 / 157
鋼管周溶接継手向けガスシールドアーク溶接用ソリッドワイヤおよび溶接方法
【課題】 下向から立向を経て上向までの全姿勢で溶接する必要のあるラインパイプに対して、ラインパイプ本体(母材)の引張強度の規格下限値に対し約20%以上の強度を有し、ビッカース硬さが300以下の溶接金属性能を実現することのできるラインパイプのガスシールドアーク溶接用ワイヤを提供する。
【解決手段】 ワイヤ中のC含有量が0.07〜0.12質量%、Si含有量が0.50〜0.80質量%、Mn含有量が1.50〜2.20質量%、P含有量が0.020質量%以下、S含有量が0.020質量%以下、Mo含有量が0.40〜0.70質量%、およびTi含有量が0.01〜0.03質量%であり、残部がFeおよび不可避的不純物からなるラインパイプのガスシールドアーク溶接用ワイヤ。
(もっと読む)
排気マニホールドの接続構造
【課題】
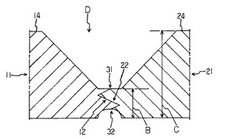
排気マニホールドの被接続端面及び過給機のハウジングの被接続端面をインロー構造とし、かかるインロー構造を介して双方の被接続端面を嵌合することにより形成される開先形状部で双方を溶接した排気マニホールドの接続構造において、双方を嵌合するときにセット不良を起こさず、結果として溶接不良を生じない排気マニホールドの接続構造を提供する。
【解決手段】
排気マニホールドの被接続端面及び過給機のハウジングの被接続端面を傾斜角20〜40度の傾斜面が少なくとも1.5往復するインロー構造とした。
(もっと読む)
消耗電極式ガスシールドアーク溶接方法

【課題】 水平固定管のルートパスの溶接速度を大幅に向上することが可能な消耗電極式ガスシールドアーク溶接方法を提供する。
【解決手段】 固定管1,2の突き合わせ部に開先を形成して固定管1,2の開先突き合わせ部3aの初層溶接を行なう際に、開先突き合わせ部3aの裏面側に裏当金属材4を当接させるとともに、電極ワイヤの送給速度をWFS(m3/分)とし、溶接速度をVs(m/分)としたときに下記(1)式が成立する条件で溶接を行なうことを特徴とする消耗電極式ガスシールドアーク溶接方法を採用する。
WFS=3.2×10−6Vs+b(b=5.6×10−6〜8.6×10−6) (1)
(もっと読む)
多層盛溶接方法及びその多層盛溶接構造物
【課題】
厚板の開先継手に必要な開先底部の初層裏波溶接から開先上面部の最終層溶接まで積層する多層盛溶接を良好に施工すると共に、溶接終了後の裏面側及び表面側の溶接部分に残留する引張応力を圧縮応力に改善する又は大幅低減する。
【解決手段】
管部材又は平板部材を相互に突き合せた開先継手に、材質の異なる2種類のワイヤで積層溶接するステンレス鋼の多層盛溶接方法において、初層溶接又は仮付け溶接後の初層溶接で前記開先底部の裏面側に裏ビードを形成させる初層裏波溶接工程(初層裏ビード形成工程)と、開先裏面からの累計積層ビード高さが第1の特定範囲に到達するまで、開先継手の材質と同質系のオーステナイト系ワイヤで積層溶接する第1の積層溶接工程と、開先内の残りの溶接部分から開先上面部の最終層まで、マルテンサイト系ワイヤで積層溶接する第2の積層溶接工程とを有する。
(もっと読む)
狭開先継手の多層盛溶接方法
【課題】
厚板の開先継手の多層盛溶接の裏面側及び表面側の溶接部分に残留する引張応力を圧縮応力に変化させる又は大幅低減させる。
【解決手段】
厚板のオーステナイト系ステンレス鋼からなる容器や配管などの管部材又は平板部材を相互に突き合せた開先底部から開先上面部まで片面溶接及び溶接裏面部分の残留応力低減が必要な開先継手であり、材質の異なる2種類のワイヤを使い分けて前記開先上面部まで積層溶接するアーク溶接を行う狭開先継手の多層盛溶接方法。
(もっと読む)
仮付け溶接用固定治具
【課題】 2つの鋼管の現場溶接作業を容易なものとすることができる仮付け溶接用固定治具を提供する。
【解決手段】 本仮付け溶接用固定治具1は、鋼管を内接する内径の略半円筒形状に形成され、2つの鋼管の相向い合う端縁を仮付け溶接するための開口部7を有するとともに、内側における開口部7の側方において2つの鋼管の溶接すべき所定のルート間隔を保持する突起9を有する固定部2と、固定部2と略同一の内径の略半円筒形状に形成され、一側において固定部2の一側縁と開閉自在に連結されるとともに、他側において固定部2の他側縁と係着する上方固定部3と、固定部2と略同一の内径の略半円筒形状に形成され、上方固定部3に対して開口部7の高さ寸法と略同間隔をあけて一側において固定部2の一側縁と開閉自在に連結されるとともに、他側において固定部2の他側縁と係着する下方固定部4と、を備えたものである。
(もっと読む)
裏波溶接方法
【課題】
狭い開先底部の裏面側に裏ビード形成が必要な開先継手に対して、非消耗性のタングステン電極によるパルスアーク溶接又は直流アーク溶接の適正施工によって裏面側に凹みのない凸形状でほぼ均一な裏ビード幅を良好に形成し得る。
【解決手段】
パルスアーク溶接のピーク電流,ベース電流,ピーク電圧又は平均アーク電圧又はアーク長,溶接速度又は走行速度のいずれか1つ以上の条件値、あるいは前記条件値の他に、ピーク電流時間中かベース電流時間中のワイヤ送り速度又は両時間中のワイヤ送り速度の値を含むいずれか1つ以上の条件値を調整又は制御し、あるいは前記直流アーク溶接の平均電流,平均アーク電圧又はアーク長,溶接速度又は走行速度,ワイヤ送り速度のいずれか1つ以上の条件値を調整又は制御し、裏面側の溶融プール幅又はこの溶融プール近傍の裏ビード幅が特定値である4〜6mmの範囲に形成する。
(もっと読む)
溶接継手および溶接材料
【課題】溶接金属が耐応力腐食割れ性に優れている溶接継手、およびその作製に使用するのに好適な溶接材料の提供。
【解決手段】溶接金属が、質量%で、C:0.03%以下、Si:1.0%以下、Mn:0.1〜2.0%、Cr:15〜22%、Ni:8〜12%、Mo:0〜3%およびN:0.001〜0.15%を含有し、残部はFeおよび不純物からなり、不純物中のPは0.04%以下、Sは0.03%であり、さらに下記(1)式で表されるFPの値が−3から0までの範囲にあるオーステナイト系溶接金属であることを特徴とする溶接継手。
FP=Ni+30C+20N+0.5Mn−1.1Cr−1.32Mo−1.65Si+9 ・・・(1)
なお、上記(1)式中の元素記号は、各元素の含有量(質量%)を示す。
この溶接継手は、原子力発電設備の高温純水環境で用いるのに好適である。
(もっと読む)
配管の溶接方法及び装置
【課題】 配管の厚さが大きい配管同士の溶接による接続において、配管内面の溶接金属部分に軸方向の圧縮残留応力を与え、耐食性を向上する。
【解決手段】 配管のルートパスだけを溶接した後、配管内面に冷却水を流して内面を冷却しながら、配管外面において、溶接を行うトーチの後方で、溶融金属が凝固した直後の高温の段階で冷却水を吹付けて表面を急冷し、配管の外面側に圧縮応力を発生させることにより、配管の周方向の収縮変形の発生を抑制し、配管内面の軸方向残留応力として圧縮残留応力を発生させる。
(もっと読む)
高いワイヤスピードでのレーザー/MIGハイブリッド溶接方法。
【課題】高いワイヤスピードを使用するレーザー/MIGハイブリッド溶接方法を提供する。
【解決手段】溶接し合わせようとするエッジ間に設けられる開先の少なくとも一部を、少なくとも1つのフィラーワイヤ2の形態で供給される溶融金属をそこに堆積することにより充填し、互いに併用される電気アーク6およびレーザービーム1を用いてフィラーワイヤを溶融するレーザー/MIGハイブリッド溶接方法であって、溶接を少なくとも2m/minの溶接速度で行い;フィラーワイヤ供給速度は少なくとも20m/minであり;かつフィラーワイヤ直径は1.2mm未満である方法。
(もっと読む)
ステンレス鋼配管およびステンレス鋼管の接合方法
【課題】ステンレス鋼配管における接合部の内面にデッドスペースが生じることがなく、しかもヒュームに基づく金属微粒子による汚染が極めて少く、供給するガスが不純物で汚染されることがなく、接合部の耐食性が極めて良好なステンレス鋼配管を得る。
【解決手段】接合すべきステンレス鋼管の端部を突合わせて、管内をバックシールドガス雰囲気下、又は真空環境下として溶接して接合する際、管の壁の外側部分のみを溶融して溶融接合部Wを形成して接合する。バックシールドガス雰囲気下、又は真空環境下での酸化性ガスの含有量が10ppm以下とし、鋼管の端部の表面粗さを30μm以下とすることが好ましい。鋼管の肉厚tが1mmを越える場合、溶融接合部の溶け込み深さtwを、t−0.7≦tw<t(mm)とし、肉厚tが1mm以下の場合、溶融接合部の溶け込み深さtwを、t>tw≧0.3t(mm)とすることが好ましい。
(もっと読む)
切断装置
【課題】 パイプの先端部にガセットプレートへの割り込み溝を容易に形成する。
【解決手段】 第1の駆動機構5によって、トーチ4を、パイプ2の先端形状に沿って第1の方向に移動させ、次いで、第2の駆動機構6によって、トーチ4を、パイプ2の第1の周回り方向に移動し、次いで、第1の駆動機構5によって、トーチ4を、パイプ2の先端形状に沿って第1の方向とは反対の第2の方向に移動し、次いで、第2の駆動機構6によって、トーチ4を、パイプ2の第2の周回り方向に移動し、パイプ2の先端部に割り込み溝2bを形成する。
(もっと読む)
水素用電磁バルブのガイドチューブ及びその製造方法
【課題】フェライト系ステンレス鋼とオーステナイト系ステンレス鋼との異材溶接構造を有する水素用電磁バルブのガイドチューブにおいて、高圧水素ガスとの接触による水素脆性亀裂の発生を防止する。
【解決手段】フェライト系ステンレス鋼とオーステナイト系ステンレス鋼との溶接金属の組織をオーステナイト量が50%以上(100%でも可)であって、残部がフェライト及び/又はマルテンサイト組織とすると共に、溶接金属の硬さが150〜320HVとなるようにする。
(もっと読む)
溶加材の製造方法
【課題】 母管の内面又は外面に難加工材料からなる表面層が形成された二重管の溶接に適した溶加材を安価に製造するための方法を提供すること。
【解決手段】 本発明に係る溶加材の製造方法の1番目は、筒状基材10の外面に、プラズマ粉末溶接法を用いて溶着層12を形成する溶接工程と、基材10を除去し、筒状の溶着層12を分離する分離工程と、溶着層12からリング状の溶加材14を切り出す加工工程とを備えている。また、本発明に係る溶加材の製造方法の2番目は、基材30の表面に凹溝30aを形成し、凹溝30aにプラズマ粉末溶接法を用いて溶着層32を形成する溶接工程と、基材30から棒状の溶着層32を分離する分離工程とを備えている。
(もっと読む)
分散強化合金の接合方法
本発明は、少なくとも1個が分散強化合金から成る2個以上の部材および/または構造部品を接合する方法に関し、該合金の組成(wt%)は、C:0.08以下、Si:0.7以下、Cr:10〜25、Al:1〜10、Mo:1.5〜5、Mn:0.4以下、残部:Feおよび通常存在する不純物であり、該接合前に鍛造により接合部の断面が拡大されており、この方法によって製造された製品は900℃より高温の高温用途に用いることができる。 (もっと読む)
パイプなどの金属板部材を特に排気システム用のハウジングポートなどの金属鋳物部材に接合する方法
金属板部材(3)を金属鋳物部材(5)に接合するための方法が開示されている。本発明の方法によれば、金属板部材(3)と他の部材(5)はパルス溶接プロセスで互いに溶接される。前記方法は特に金属板のパイプ(3)が金属鋳物ハウジング(13)のポート(12)に溶接されることを可能にする。前記利点は排気マニホールド(3)及び、ターボチャージャ(5)などの排気ユニットを備えた排気システムのために用いることができる。 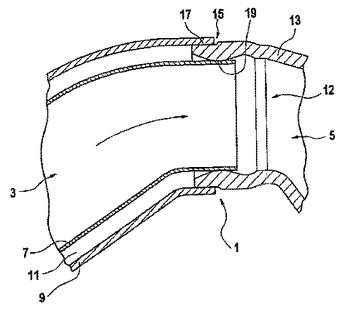 (もっと読む)
(もっと読む)
溶接方法
【課題】 溶接方法を提供する。
【解決手段】 第1ルートパスにGTAW設備(20)および水素含有シールドガスを使用して非ステンレス鋼ワークピース(12)のための溶接方法が、275未満、好ましくは100未満の湿分浸透率を有するエラストマー材料で製造されたホースまたは導管(30)を備えているシールドガス供給装置を使用し、且つ少なくとも、タングステンおよび酸化ランタン、好ましくは、タングステン、酸化ランタン、酸化イットリウムおよび酸化ジルコニウムを備えているタングステン電極(23)組成物を使用することにより改良される。水素含有シールドガスを供給するエラストマーホース(30)を通る湿分浸透を防ぐことにより、ルートパス溶接部上の第2のパス溶加材溶接中の溶融された溶接金属の中とりを無くす。電極の寿命は、タングステン化合物を使用して高められる。 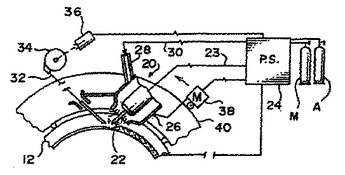 (もっと読む)
(もっと読む)
141 - 157 / 157
[ Back to top ]