
Fターム[4E001DC01]の内容
Fターム[4E001DC01]の下位に属するFターム
ホットワイヤ (29)
Fターム[4E001DC01]に分類される特許
81 - 100 / 123
溶接用ソリッドワイヤ
【課題】極低温鋼母材と同程度の低温靭性を確保することに加えて更に高い耐亀裂発生強度を有するという優れた極低温特性を備えた溶接継手を形成することが可能な共金系溶接ソリッドワイヤおよびその溶接金属を提供すること。
【解決手段】質量%で、炭素:0.10%以下(0%を含まない)、珪素:0.15%以下(0%を含まない)、ニッケル:8.0〜15.0%,マンガン:0.10%〜0.80%、Al:0.1%以下(0%を含まない)を含み、酸素が150ppm以下(0を含む)であり、残部がFe及び不可避的不純物からなる溶接ワイヤにおいて、REMが0.005〜0.040%含有することを特徴とする溶接用ソリッドワイヤ。
(もっと読む)
両側溶接方法及び両側溶接構造物
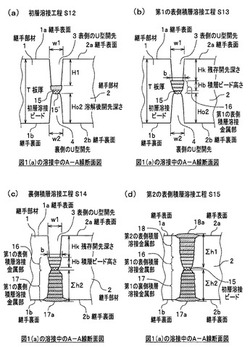
【課題】両側溶接が必要な厚板の管部材や板部材の両面U型開先継手を対象に、低変形で高能率及び高品質な両側積層溶接部を得ると共に、生産性向上及びコスト低減に有効な両側溶接方法及び両側溶接構造物を提供する。
【解決手段】前記両面U型開先継手の板厚Tの中央部又はその近傍に形成されている表側の開先3の底部を初層裏波溶接し、初層溶接部分15を含む開先3の底部から溶接前開先深さHo1又は二等分板厚Tの1/5以上2/5以下の範囲である積層ビード高さHbに到達するか或いは溶接前開先深さHo1の4/5以下3/5以上の範囲である残存開先深さHkに到達するか或いは開先肩幅w1、w2収縮量の所定の上限値が2mmに接近するまで表側積層溶接し、その後に裏側のU型開先継手の開先底部B2から開先上部の最終層まで裏側積層溶接し、その後に表側の残り開先部分から開先上部の最終層まで表側積層溶接する。
(もっと読む)
異材接合体及びその製造方法

【課題】アルミニウム合金材と鋼材とのT形すみ肉接合の異材接合体において、接合強度が高く実用性が優れているめっき鋼板とアルミニウム合金板との異材接合体及びその製造方法を提供する。
【解決手段】アルミニウム合金板1を水平に配置し、めっき層3が施されためっき鋼板2を垂直に配置し、このめっき層3の端面を、アルミニウム合金板1の表面に当接させる。そして、垂直めっき鋼板2と水平アルミニウム合金板1とのT形状の隅部を、アルミニウム又はアルミニウム合金からなる溶加材を使用して、ミグ溶接機により、接合する。これにより、この隅部にアルミニウム又はアルミニウム合金からなる溶着金属4が形成される。
(もっと読む)
レーザとアークの複合溶接装置及び方法
【課題】ポロシティ等の溶接欠陥の発生の無い高品質な溶接部を得ることができると共に、安定した溶接ビードを形成することができるレーザとアークを併用した複合溶接装置及び方法を提供する。
【解決手段】レーザ光の照射によって被溶接材の表面に細く深い溝状のキーホールを形成し、アーク熱源用の電極と被溶接材の間にアークを発生させることによって、被溶接材の表面に溶融池を形成する。キーホールと溶融池は接続される。キーホールは、レーザ用シールドガスによってシールドされ、溶融池は、アーク用シールドガスによってシールドされる。レーザ用シールドガスとアーク用シールドガスは異なるガスである。
(もっと読む)
ガスタービン翼およびその製造方法
【課題】溶接部を含みガスタービン翼において、溶接金属の粒界直線化を抑制して、疲労特性と耐クラック性の優れたガスタービン翼が得られるようにする。
【解決手段】γ’相析出強化型Ni基超合金基材の一部を溶接金属にて構成したガスタービン翼において、溶接金属を4.8〜5.3wt.%のTa,18〜23wt.%のCr,12〜17wt.%のCo,14〜18wt.%のW,0.03〜0.1wt.%のC,1〜2wt.%のMo,1wt.%以下のAlを含み、酸素量が0〜30ppm,Ti量が0〜0.1wt.%,Re量が0〜0.5wt.%であるNi基合金とする。翼基材をストリップ化工程、γ’相を再固溶させる溶体化処理工程、前記溶接金属を得ることができる溶接ワイヤにてTIG法により不活性ガスチャンバ内で溶接する工程、1100〜1150℃のHIP処理工程、835〜855℃の時効処理工程にて製造する。
(もっと読む)
溶接構造物および構造物の溶接方法
【課題】溶接構造物を構成する材料と、溶接金属との線膨張係数の差を利用し、また複数の溶接金属を採用し、溶接部の引張残留応力を低減させ、または圧縮残留応力を導入させて、溶接部およびその近傍の残留応力分布を制御し、応力腐食割れに対して信頼性の高い溶接継手を構成する溶接構造物および構造物の溶接方法を提供する。
【解決手段】溶接構造物1は、一対の母材2a、2bによりT継手が構成され、このT継手が溶接金属3によりすみ肉溶接されている。溶接金属3には、母材2の線膨張係数よりも小さい線膨張係数を有する材料が使用される。
(もっと読む)
タービンエンジン構成部品などのワーク内のクラックを補修する方法
【課題】タービンエンジン構成部品などのワーク内にできる幅が約0.64mm以上のクラックを補修する方法が求められている。
【解決手段】タービンエンジン構成部品などのワーク内のクラックを補修する方法であって、補修すべきクラックを有するワークを準備するステップと、クラックの一部分を充填するのに十分な量のニッケル基合金材料またはコバルト基合金材料をクラックのルート部に施すステップと、ニッケル基合金材料またはコバルト基合金材料を伴うワークを、約1066〜1260℃の温度で、約5.0〜30分間、第1の熱処理にかけるステップと、クラックに溶接材料を施すステップと、溶接材料を伴うワークを第2の熱処理にかけるステップと、を含む方法を提示する。
(もっと読む)
片面アークスポット溶接方法
【課題】TIGであっても複数枚のアルミニウム合金の薄板が重ねられて構成された被溶接物に対し、短時間で深い溶込みを実現し、溶接ビードが凸状である信頼性の高い溶接部を得ることができる片面アークスポット溶接方法を提供する。
【解決手段】トーチノズル1は、非消耗式電極3の周りに第1ガスG1を流して非消耗式電極3を外部の雰囲気から遮蔽する第1ガス経路を有する。ガスノズルカップ5は、トーチノズル1の周りを囲むようにトーチノズル1から間隔を設けて配置されている。このガスノズルカップ5とトーチノズル1との間には、第2ガスG2を流して非消耗式電極3及び第1ガスG1を大気から遮蔽する第2ガス経路6が設けられている。第1ガスG1にHeガス又はHeを25%以上含有するHe及びArの混合ガス、前記第2ガスG2にHe以外の不活性ガスを使用する。
(もっと読む)
ガスシールドアーク溶接用フラックス入りワイヤおよび亜鉛めっき鋼板とステンレス鋼板の溶接方法
【課題】 耐食性が良好で、ブローホールやピットの発生が極めて少なく、溶接作業性が良好なステンレス鋼溶接用フラックス入りワイヤおよび亜鉛めっき鋼板とステンレス鋼の溶接方法を提供する。
【解決手段】 金属外皮内にフラックスを充填してなるガスシールドアーク溶接用フラックス入りワイヤにおいて、金属外皮およびフラックス中にワイヤ全質量に対して質量%で、C:0.01〜0.05%、Si:0.10〜0.45%、Mn:0.2〜1.0%、Cr:13〜20%、Nb:0.5〜1.0%、Cu:0.01〜0.3%、Al:0.2〜0.8%、Ti:0.1〜0.8%を含有し、残部はFeおよび不可避的不純物からなることを特徴とする。また、前記ガスシールドアーク溶接用フラックス入りワイヤを用いて亜鉛めっき鋼板または亜鉛めっき棒鋼とステンレス鋼板の重ね継手、T継手またはフレア継手溶接を行うことも特徴とする。
(もっと読む)
アーク溶接装置
【課題】 ウィービング溶接を精度よく行うことができ、溶接トーチの構造が単純なアーク溶接装置を提供する。
【解決手段】 電極棒19は、トーチ角変位軸線L1に対して傾斜して配置される。トーチ揺動駆動手段24によって、電極棒19の先端部19dは、トーチ角変位軸線まわりに揺動角変位する。電極棒19の先端部19dを揺動させた状態で、ロボット30によって基部21を接合方向Xに移動させることで、ウィービング溶接を行うことができる。電極棒19を揺動させた場合でも、電極棒19とトーチ角変位軸線L1との交点P1は、揺動方向に移動せずに留まる。したがって開先幅が狭くても、溶接トーチ22および電極棒19が被接合物18に接触することを防いでウィービング溶接を精度よく行うことができる。また溶接トーチ22に対して電極棒19を揺動移動させる構成ではないので、構造を簡単化することができる。
(もっと読む)
表面上に溶接継手を作るための自動水中溶接装置及び自動水中溶接方法
本発明は、表面(2)上の溶接継手(3)の製造用の自動水中溶接装置に関し、電極(21)と共に、保護ガスの供給手段に接続される環状チャンネル(24)を形成する保護ケーシング(23)によって取り囲まれる電極(21)を有する溶接トーチ(20)を備える。溶接トーチ(20)は一組(30)の2つの同心ケーシング(31、32)の中心に軸線方向に配置され、2つのケーシングのうち少なくとも1つは面(2)に対して軸線方向に移動可能で且つ調節可能であり、2つのケーシングはこれらの間に、溶接領域を乾燥させるためと溶接領域から水を遠ざけておくための流れの注入用の環状ギャップ(34)を形成する。 (もっと読む)
プラズマミグ溶接方法
【課題】 プラズマミグ溶接においてビード形状を所望形状に自在に調整する。
【解決手段】 本発明は、非消耗のプラズマ電極1bと母材2との間にプラズマアーク3bを発生させると共に、前記プラズマ電極1bを中空形状としその中空内を通って絶縁された消耗電極1aを送給し、前記消耗電極1aと母材2との間にミグアーク3aを発生させて溶接するプラズマミグ溶接方法において、前記プラズマアーク3bに通電するプラズマ電流Iwbを予め定めた周波数でパルス状に変化させ、前記プラズマ電流Iwbの平均値を略一定値に維持したままで、前記周波数を変化させることによってプラズマアーク3bの硬直性を変化させてビード形状を所望形状に調整するプラズマミグ溶接方法である。
(もっと読む)
2溶接ワイヤ送給アーク溶接方法及び多層盛り溶接方法及び狭開先溶接方法
【課題】 溶融金属の粘性が低い鉄鋼材料に対して溶接を行ったときに、ハンピング、アンダーカット及びアンダーフィルが発生しない良好なビード形状を得る。
【解決手段】 本発明は、溶接トーチ先端部のノズル6から互いに絶縁された第1(先行)溶接ワイヤ11及び第2(後行)溶接ワイヤ12を送給し、溶融金属の粘性が低い鉄鋼材料を溶接する2溶接ワイヤ送給アーク溶接方法において、前記先行溶接ワイヤには溶接電流Iwを通電してアーク3を発生させて溶融池21を形成し、前記後行溶接ワイヤは溶接電流を通電しないで、前記アーク3の圧力によって前記溶融池21が掘り下げられた後に盛り上がってくる位置に挿入される、2溶接ワイヤ送給アーク溶接方法である。
(もっと読む)
ギャップ調整機構及びそれを用いたアーク溶接装置
【課題】熟練した技術を必要とせずに、金型に熱的悪影響を一切与えることなく、金型の極微細な傷や極僅かな変形を補修し、補修後の金型に高い耐久性を付与し得る手段を提供すること。
【解決手段】ギャップ調整機構41と、そのギャップ調整機構41によって金属からなる母材32の溶接箇所から一定の距離の場所に配設される1次電極15と、母材32に電気的に接続される2次電極16と、1次電極15と2次電極16との間にパルス状に電流を通電して1次電極15と母材32との間に断続的にアークを発生させる電源装置と、アークの発生による熱で溶融した母材32の中へアークが消える前に金属からなる溶加材25を差し込む溶加材送給手段14と、を具備するアーク溶接装置1の提供による。
(もっと読む)
金属上に機能的に高品位とされたコンポジット表面層を生成するため熱プラズマを使用する方法
高温の化学的に活性な熱プラズマ流を利用して金属及びその窒化物又は炭化物からなるコンポジット構造物に変化せしめられるといった材料物質を処理する方法及びその方法で得られる製品。該複合している熱プラズマは活性なガス状、液状又は固体状の物質を制御可能に添加することを行う。得られた該表面層は基材を機能的に高品位化し、非常に優れたボンド(接着層)となり、それは剥離したり、砕けることに抵抗性を与え、硬さ、磨耗抵抗性や摩滅抵抗性、及び腐食抵抗性を顕著に高いものとし、摩擦係数が低いものとなる。 (もっと読む)
TIG溶接方法及びその装置
【課題】 厚さの異なるアルミ板などのワークをTIG溶接する際に、薄板側の溶湯の先行溶け落ちによるホールなどが生じないTIG溶接装置を提供する。
【解決手段】 TIGトーチ3とワークの間に形成される不活性雰囲気10中に2本のフィラワイヤ4,5を供給しながら厚さの異なるワークを溶接するTIG溶接装置において、2本のフィラワイヤ4,5を支持するガイド部6,7に、これらのフィラワイヤ4,5の供給位置を別個独立に制御するサーボモータ8,9を設け、薄板側のワークの溶解温度が急激に上昇するのを抑える。2本のフィラワイヤ4,5の供給位置は、ロボットによる溶接経路の教示点毎に設定され、これらの教示点に基づいてサーボモータ8,9により2本のフィラワイヤ4,5の供給位置が再生されてTIG溶接がなされる。
(もっと読む)
溶接装置及びそれを用いた三次元溶接装置
【課題】熟練した技術を必要とせずに、金型に熱的悪影響を一切与えることなく、金型の極微細な傷や極僅かな変形を補修し、補修後の金型に高い耐久性を付与し得る手段を提供すること。
【解決手段】金属からなる母材32の溶接箇所の近傍に配設される1次電極15と、母材32に電気的に接続される2次電極16と、1次電極15と2次電極16との間にパルス状に電流を通電して1次電極15と母材32との間に断続的にアークを発生させる電源装置と、アークの発生による熱で溶融した母材32の中へアークが消える前に金属からなる溶加材25を差し込む溶加材送給装置14と、を具備する三次元溶接装置1の提供による。
(もっと読む)
溶接金属の靱性に優れた2電極片面1パス大入熱サブマージアーク溶接方法
【課題】 板厚が40mm以上の厚手高張力鋼板を2電極片面1パス大入熱サブマージアーク溶接するに際して、溶接金属の表面側から裏面側までの全厚み範囲で0℃における2mmVノッチシャルピー吸収エネルギーが70J以上の高い靭性が得られる溶接方法を提供する。
【解決手段】 板厚が40mm以上の鋼板を2電極サブマージアーク溶接で片面1パス溶接する際に、鋼板、フラックス、溶接ワイヤ、各々の化学組成を適正範囲に限定した上で、第2電極の溶接ワイヤの直径が6〜8mmで、かつ、第2電極の溶接ワイヤの断面積に対する第1電極の溶接ワイヤの断面積の比率が35〜75%である条件で溶接することにより、継手の健全性を損なうことなく、溶接金属の表面側と裏面側とのミクロ組織差を許容できる範囲内とする。
(もっと読む)
多層溶接方法および多層溶接装置
【課題】Laのような希土類元素を溶加材に添加して溶接割れを防止するようにした溶接方法において、多層溶接を行う場合下地となる材料と溶加材とが混合して各層毎にLa量が変化して、添加量の適正範囲から外れてしまい、延性低下割れや凝固割れなどの溶接割れを引き起し、これを防ぐことが望まれている。
【解決手段】希土類元素Laを添加した溶加材を用いて多層溶接を行う多層溶接方法において、各層を16、17、18溶接施工する際に、各層毎に希土類元素添加量が異なる溶加材11、12を用いることにより各層16、17、18における溶加材の希土類元素添加量が適正範囲内に保つようにする。
(もっと読む)
溶接トーチ、溶接装置及び溶接方法
【課題】
本発明は、従来の構成が有していた狭隘部或いは2つの部材が鋭角に接する接合部の隅肉溶接が困難であるという問題点を解決することを目的とするものである。
【解決手段】
そのために、本発明は溶接用の電極を支持するヘッド部とヘッド部に接続された接続部材と接続部材に接続されたトーチケーシングとを備えた溶接トーチにおいて、ヘッド部の外形形状を逆台形状にし、接続部材の後方下部及びトーチケーシングの下部に前後方向に設けられた凹みと、凹みに設けられ溶加ワイヤを導入するワイヤ導入管とを備え、トーチケーシングの内部空間をケーシング内シールドガス供給路としたことを特徴とする。
(もっと読む)
81 - 100 / 123
[ Back to top ]