
Fターム[4E002CB07]の内容
Fターム[4E002CB07]に分類される特許
1 - 20 / 38
熱間スラブのサイジング圧延方法
【課題】幅圧下量をより大きくしようとすると圧延パス数が増して能率が下がり、然も先尾端部のフィッシュテールも増大して歩留まりも低下するという課題があり、素材スラブ供給元である連続鋳造工程における工程合理化の一環である鋳込み幅集約化の推進を図る熱間スラブのサイジング圧延技術を提供する。
【解決手段】2つの厚み圧下用水平圧延機1,3と1つの幅圧下用竪型圧延機2とを、第1の水平圧延機1、竪型圧延機2、第2の水平圧延機3の並び順で近接配置したサイジング圧延設備を用い、圧延ロールとスラブとのスリップが発生しない範囲内で圧縮力が作用するように、1つの熱間スラブ4を、隣接する竪型圧延機2と第1或いは第2の水平圧延機1或いは2にて同時に圧延し、或いは隣接する第1の水平圧延機1と竪型圧延機2と第2の水平圧延機3にて同時に圧延する。
(もっと読む)
加熱炉の制御方法及び厚鋼板の製造方法

【課題】表面スケール疵を発生させることなく厚鋼板に適切な機械的特性を与えることが可能な、加熱炉の制御方法及び厚鋼板の製造方法を提供する。
【解決手段】R基の加熱炉が稼働中の連続加熱炉で複数のスラブを加熱し、スラブを圧延して厚鋼板を製造する際に、圧延後に厚鋼板に表面スケール疵が発生しない目標在炉時間を決定し、圧延能率及び目標在炉時間から、スラブに表面スケール疵が発生しない目標炉内スラブ数を計算し、スラブが加熱炉群に装入される際に加熱炉群内に存在するスラブ数を予測し、予測したスラブ数が、目標炉内スラブ数のα×R/(R−1)倍以上であれば少なくとも1基の加熱炉の加熱能力を低減し、それ以外の場合にはR基の加熱炉の加熱能力を維持し、予測したスラブ数が目標炉内スラブ数以下となるようにスラブの間隔を調整する加熱炉の制御方法とし、該制御方法で制御される加熱炉を用いて厚鋼板を製造する厚鋼板の製造方法とする。
(もっと読む)
振り分け装置を備えた棒線用多ストランド圧延設備及びビレットの振り分け方法
【課題】 1ストランド圧延機と多ストランド圧延機の間に小スペースでビレットを振り分けすることができ、生産性を向上できる棒線用多ストランド圧延設備の提供。
【解決手段】 加熱炉から抽出されたビレットを圧延する棒線用多ストランド圧延機を備えた圧延設備であって、前記加熱炉と前記多ストランド圧延機との間に、ビレットを減面するための1ストランド圧延機と、前記多ストランド圧延機の各ストランドへビレットを振り分ける装置とを有する棒線用多ストランド圧延設備において、前記振り分け装置は、前記多ストランド圧延機の孔数以下の複数の搬送トラフを備え、各搬送トラフは、1ストランド圧延機によって圧延されたビレットを搬送するためのライン上へ入側がシフトする機能と、狙いの各ストランド位置へ搬送するため出側が各ストランドへシフトする機能とを有することを特徴とする棒線用多ストランド圧延設備。
(もっと読む)
高温鋳片の保熱装置
【課題】 連続鋳造後の高温鋳片を圧延順待ち等のために、一旦貯蔵保管する仮置き用保熱装置であって、保温性能に優れ、搬入・搬出作業が簡単で、省スペースを実現できる保熱装置を提供する。
【解決手段】 高温鋳片の熱放散を防止しつつ保管する高温鋳片の保熱装置であって、高温鋳片の四側面を囲う側壁;前記側壁で構成される箱体の上面開口部を覆う、空隙率80vol%以上のエアロゲルシートを断熱本体とする可とう性を有する断熱シート;前記側壁のうち、対向する2つの側壁上縁に沿って延設されたガイド;及び前記ガイドに沿って移動可能で、且つ前記断熱シートを吊り下げている複数の支持体を備え、前記複数の支持体の移動によって前記支持体間間隔が変えられることにより、前記断熱シートが前記箱体上面開口部を開閉するものである。
(もっと読む)
太陽電池用インターコネクタ材及びその製造方法、並びに、太陽電池用インターコネクタ
【課題】半田接合時に生じる熱応力を均一に吸収し、セルの反りの発生を防止することが可能な太陽電池用インターコネクタ材及び太陽電池用インターコネクタ材の製造方法、並びに、この太陽電池用インターコネクタ材によって構成された太陽電池用インターコネクタを提供する。
【解決手段】太陽電池モジュール30においてセル31間同士を接続する太陽電池用インターコネクタ32として使用される太陽電池用インターコネクタ材であって、質量百万分率で、Zr及びMgのうち少なくとも1種を3〜20ppm、Oを5ppm以下、を含み、残部がCu及び不可避不純物からなり、平均結晶粒径が300μm以上とされていることを特徴とする。
(もっと読む)
熱間圧延ラインでの通板残材の製品化方法
【課題】熱間圧延ラインにおいて、先行材を仕上げ圧延中にトラブルが発生しても、後行材を通板残材とせずに製品化でき、著しい歩留まり低下やダウンタイムを防止することができる熱間圧延ラインでの通板残材の製品化方法を提供する。
【解決手段】熱間圧延ラインの仕上げ圧延において、先行材を圧延中に一部の仕上げ圧延スタンドでトラブルが発生した場合、そのトラブルが発生した仕上げ圧延スタンドは前記先行材の圧延後に圧下を開放するとともに、通板残材となる後行材をトラブルが発生していない使用可能な仕上げ圧延スタンドで圧延し、冷却パターンも変更して当初の目標板厚とは異なる新たな製品とすることを特徴とする熱間圧延ラインでの通板残材の製品化方法。
(もっと読む)
棒鋼の製造設備
【課題】従来冷間加工前にオフラインで施されていた熱処理を省略することができる棒鋼の製造設備を提供する。
【解決手段】加熱炉及び/又は誘導加熱炉の後段に、粗圧延機、中間圧延機、仕上圧延機及び切断機を有する棒鋼の製造設備であって、前記各種圧延機の入り側または出側もしくは前記粗圧延機または前記中間圧延機内のスタンド間の位置において一ヶ所または二ヶ所以上に誘導加熱装置を有するとともに、前記切断機の出側に切断後の棒鋼を急速冷却する水冷設備を有することを特徴とする棒鋼の製造設備。
(もっと読む)
熱間圧延における仕上圧延機のロールシフト方法および熱延金属帯の製造方法
【課題】熱間圧延ラインにおける仕上圧延機にて金属片(被圧延材)を圧延するに際し、上下ワークロールをクロスさせるような大がかりな機構やアクチュエータを必要とすることなく、簡単に、ロールシフトの動作を速めることのできる、熱間圧延における仕上圧延機のロールシフト方法および熱延金属帯の製造方法を提供する。
【解決手段】前の被圧延材の尾端が抜けてから、次の被圧延材の先端が噛み込むまでの時間の間に、ワークロールまたは中間ロールを胴長方向にシフトさせるに際し、該ワークロールまたは中間ロールの周速を一時的に速める。
(もっと読む)
鋼から形成されたストリップを製造する方法
【課題】連続仕上げ処理が鋳造−圧延の際に確保され得るので、量的に僅かな値のストリップの割合が高い装備自由使用性で出来るだけ僅かなままである方法を提供すること。
【解決手段】この発明は、まず最初に鋳造機(2)にてスラブ(3)が鋳造され、スラブ(3)が鋳造機(2)を鋳造速度(v)で付与スラブ厚さ(H)で去り、スラブ(3)が少なくとも一つの圧延路(4、5)に引き続いて多数の圧延スタンド(6、7)でストリップ(1)に圧延されて、ストリップ(1)が最終圧延スタンド(6、7)の後部で最終厚(dE )を有し、鋼製のストリップ(1)を製造する方法に関する。最適加工条件を正確に得るために或いは期待されていない成果を実現できるために、この発明は方法工程a乃至dを備えていて;
a)作用圧延スタンド(7)の異なった数(n)と異なった端厚のために、鋳造速度(v)或いは鋳造速度とスラブ厚さ(v×H)の積として或いはストリップ速度とストリップ厚さの積としての質量流と、変形処理に参加するストリップ(1)を圧延する最終圧延スタンド(7)の後のストリップ温度(T)との間で機械制御部(8)に機能関係を保管し、
b)鋳造速度(v)或いは質量流(v×H)を検出するか、或いは予め設定して、検出値を機械制御部(8)に供給し、
c)機械制御部(8)における工程aにより記憶された機能経過に基づく圧延路において作動圧延スタンドの最適数とそれによる圧延可能な端厚と厚さ減少を自動的に検出し、付与鋳造速度(v)の際に或いは付与質量流(v×H)の際に最終作用圧延スタンド(7)の後の所望ストリップ温度(T)を達成させ、
d)場合によっては圧延路(5)の圧延スタンド(7)の数を配置させて、工程cにより検出された数の圧延スタンド(7)のみが作動する。 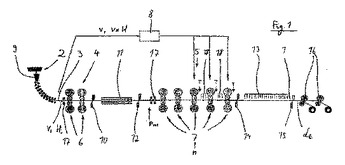 (もっと読む)
(もっと読む)
効率的且省エネルギーな帯鋼連続鋳造及び連続圧延プロセス
本発明は、効率的且つ省エネな帯鋼連続鋳造及び連続圧延プロセスを提供するものであり、鋳造ビレットの連続鋳造、切断、鋳造ビレットのローラコンベアによる加熱炉までの運搬、鋳造ビレットの加熱、ビレットのデスケーリング、粗圧延、クロップエンディング、仕上げ圧延デスケーリング、仕上げ圧延、冷却、巻取りを備え、連続鋳造工程に少なくとも二つのカストストランドが設けられ、鋳造ビレットを加熱するために少なくとも二台の加熱炉が設けられ、圧延ラインを中心線としてずれて配置される。本発明は、圧延ライン設備配置の最適化により、連続鋳造スラブの潜熱を最大限に利用して、ホットチャージング温度が最も高くなり、工程のエネルギー消費が比較的低くなり、生産ラインを柔軟化させ、薄いスラブ連続鋳造及び連続圧延によっては実現できなかった四つのストランドを一つのラインに合流して同じ温度の高温で直接入れて連続圧延することが実現され、連続鋳造機とロール機との生産能力は高く合わされ、圧延機の生産能力が最大限に発揮でき、単位コストが低くなり、生産ラインが短くなり、敷地も少なくなり、投資が低くなり、カタログにある各種鋼と規格の生産に対応でき、薄くて広い高強度の品種のものが安定して生産でき、製品カバー率が大きくなり、製品表面品質が良くなり、付加価値が高くなり、経済利益が高くなる。  (もっと読む)
(もっと読む)
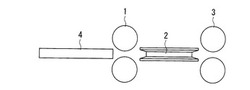
マグネシウム系金属薄板の製造方法及び製造装置
【課題】 圧延時に改めて熱エネルギー生成工程を必要とせず、塑性加工によりマグネシウム系金属薄板を効率的に製造することのできるマグネシウム系金属薄板製造方法及び製造装置を提供すること。
【解決手段】 マグネシウム系金属を溶融した溶湯m0を溶湯槽13に供給し、前記溶湯m0を引き出して少なくとも1対の鋳造上ロール21及び鋳造下ロール22からなる鋳造用双ロールの間隙に供給して圧力を加え、所定の温度に凝固した所定の厚さの板に鋳造する鋳造工程と、前記鋳造された板を少なくとも一対の圧延ロール41、42によって圧力を加え、圧延してマグネシウム系金属薄板を製造する圧延工程とを少なくとも含む。
(もっと読む)
ねじ節異形棒鋼
【課題】 PC鋼棒、鉄筋用棒鋼におけるねじ節棒鋼の節の形状の改良により節部質量を合理的に削減して鋼材の軽量化を図る。
【解決手段】 ねじ節の形状を、1)底幅比(=ねじ底幅/ねじ山幅)の値を従来製品の1.0〜1.3に対して1.4以上3以下とする、2)ねじ山縦断面形状を従来製品の台形状から頂部が丸みを持った3角形状に修正する。節部の質量比率は従来製品の5〜12%からそれぞれ半減となる。2方ロールによる2列ねじ節と同様、3方ロールによる3列、4方ロールによる4列についても同一方法同一効果が期待される。
(もっと読む)
省熱延型アルミニウム合金板およびその製造方法
【課題】熱間圧延を省略して製造しても従来の製品と同等程度以上の各種特性が確保できるアルミニウム合金板の提供を基本的な課題とし、冷間圧延板として使用されるアルミニウム合金板については、その特性のうち、耐軟化性をより向上させること、また、焼鈍板として使用されるアルミニウム合金板については、その特性のうち、成形加工時の塑性異方性をより低減させること、また、これらの省熱延形アルミニウム合金板の効果的な製造方法の提供。
【解決手段】Fe:0.1〜2.5%およびSi:0.01〜0.5%を含有し、残部がAlおよび不可避の不純物であり、かつ固溶Feの量が200ppm以上であって、熱間圧延されないで冷間圧延された省熱延形アルミニウム合金板および均質化熱処理および熱間圧延をおこなうことなく冷間圧延・最終焼鈍する省熱延形アルミニウム合金板の製造方法。
(もっと読む)
連続鋳造設備から取り出されたスラブの温度を保持する搬送装置
本発明は、連続鋳造設備から取り出されたスラブ(3)の温度を保持するとともに、さらなる処理のために、ローラテーブル(1)によって搬送可能に構成された搬送装置を対象としている。連続鋳造設備と熱間圧延機との間の熱バランスを最適化するために、スラブ(3)を受けて、ローラテーブル(1)上に載置可能であり、かつローラテーブル(1)によって搬送可能に構成される支持部(2)と、この支持部(2)上に載置可能に構成され、この支持部(2)を実質的に密閉するように構成された断熱ボックス(4)とを設けることが提案されている。 (もっと読む)
青銅合金と鋼のクラッド材の製造方法
【課題】 生産効率を犠牲にすることなく、高密度化が可能な青銅合金と鋼のクラッド材の製造方法を提供する。
【解決手段】 鋼裏金2上に青銅合金を散布し焼結して得られた多孔質青銅合金層3の空孔率を乾式圧延工程と焼結工程とを施して空孔率3%以下の青銅合金と鋼との複層材を得た後、該複層材に対し圧延ロール表面に圧延油を供給して行う湿式圧延工程を施すことにより、従来の湿式圧延で見られる毛細管現象による焼結層の奥深くの空孔内へ圧延油が浸み込んで、次工程の熱処理(焼結)中に浸み込んだ圧延油が焼結層内で気化して新たな空隙が形成されるという不具合はなく、次工程の熱処理を行うことができる。このため、少ない圧延回数で青銅合金層の高密度化が可能となり、生産効率を高めることができる。
(もっと読む)
加熱炉装入方法
【課題】加熱炉の装入テーブル上に鋳造順に応じて載置されるスラブに対して、圧延側の制約を満足するように適切に加熱炉への装入順を入れ替えることができ、それによって、DHCRや仮置きHCRの実施を一層拡大することができる加熱炉装入方法を提案する。
【解決手段】加熱炉装入テーブル上に鋳造順に応じて載置されるスラブに対して、各圧延材の属圧延後の製品厚に基づいて、前後のスラブ間の製品厚差が可及的に小さくなるように、圧延材の順番の入れ替えを演算し、その演算結果に基づいて、加熱炉装入テーブルにおいて圧延材の順番の入れ替えを行う。
(もっと読む)
クラッド材の製造方法
【課題】生産性に優れ、側材用部材の表面粗度および平坦度の制御が容易であり、密着不良が生じにくいクラッド材の製造方法を提供する。
【解決手段】芯材と、芯材の片面または両面に重ね合わされた1つまたは複数の側材とからなるクラッド材の製造方法において、芯材準備工程S1aで芯材用金属を溶解、鋳造して製造した芯材用鋳塊、および、側材準備工程S1bで前記芯材用金属とは成分組成の異なる側材用金属を溶解、鋳造して製造した側材用鋳塊を準備する準備工程と、芯材用鋳塊の片面または両面に1つまたは複数の側材用鋳塊を側材として所定配置に重ね合わせて重ね合わせ材を製造する重ね合わせ工程S2aと、重ね合わせ材を熱間圧延してクラッド材を製造するクラッド熱延工程S3とを含むことを特徴とする。
(もっと読む)
低炭素鋼連続熱間圧延材の剪断接合方法及び連続熱間圧延設備
【課題】低炭素鋼を連続に熱間圧延するにあたって、熱間圧延材等の接合条件を制御して仕上圧延段階で板破断が発生することなく、通板可能な連続熱間圧延材の剪断接合方法を提供する。
【解決手段】Cを0.30質量(wt)%以下、Mnを1.8質量%以下、Siを0.55質量%以下、Pを0.50質量%以下、Sを0.50質量%以下含み、その他の不可避な不純物と残りのFeからなる低炭素鋼金属バーなどを、熱間圧延設備列の中で後行する金属バーの先端と先行する金属バーの後端を重ねて接合する接合機を利用して剪断接合し、接合された金属バーの接合面が前記金属バーの厚さ方向から傾斜して形成されるように金属バーを互いに接合するようにした。
(もっと読む)
金属材の保持アームおよび金属材の保持装置
【課題】熱間圧延設備等において高温の金属材を持ち上げる際に用い、高温の金属材を載せる保持部が適切な断熱構造を有している保持アームおよびその保持アームを備えた保持装置を提供することを目的とする。
【解決手段】保持部本体39の上面に設けられた断熱構造部40は、保持部本体39の鋼材10と接触する側を覆う第1の断熱材46と、第1の断熱材46を覆うとともに鋼材10に接触する鋼製のカバー45とを備えている。
(もっと読む)
圧延材の水冷制御方法
【課題】棒鋼や線材の熱間圧延過程で材質改善などを目的とした中間水冷を行なう場合に、冷却水の残留や復熱時間が圧延材の表面温度に及ぼす影響を抑制して、仕上げ圧延温度を精度よく制御できる水冷制御方法を提供することである。
【解決手段】棒鋼または線材圧延設備の、中間圧延機列1と仕上げ圧延機列2の間の中間水冷帯3で圧延材11を強制水冷する場合に、水冷後の圧延材の温度として、仕上げ圧延機列2の先頭圧延機2aの出側温度を、または先頭圧延機2aの圧延負荷を水冷制御に用いるようにしたのである。このようにすれば、圧延後の復熱過程での断面内の温度分布が大きい不安定な状態の圧延材温度を用いずに済み、また、中間水冷後の早い段階での測定値を水冷制御に用いるため、目標仕上げ温度に対して、仕上げ圧延機列2の出側温度を、より精度よく制御することが可能となる。
(もっと読む)
1 - 20 / 38
[ Back to top ]