
Fターム[4E067AA26]の内容
Fターム[4E067AA26]に分類される特許
181 - 200 / 223
熱膨張係数の差を利用した基板接合方法及び装置

【課題】接合界面の気泡を殆ど無くした或いは低減した状態で、比較的強固な基板または基板上膜間の接合を可能とする基板接合方法ないし装置を提供する。
【解決手段】基板接合方法において、上下左右の周囲が連続体となっている固定部材10の中に、接合用の基板を収納するためのコンテナー部材20と接合用の基板を押えるための押え部材30との間に挟んだ状態で二つの基板50、51を収める。そして、基板50、51間に作用する固定部材10と他の部材間の熱膨張係数の差に起因する圧縮応力による圧縮荷重を温度上昇に従って増加させて基板50、51の接合を行う。その際、部材間及び部材と基板50、51間の接触を全て面接触になる様に設定する。
(もっと読む)
高電圧パルス接合方法

【課題】 被接合体の材質等に影響されることなく高効率に生産性良く複数の部材を接合することができ、例えばクラッド材の生成に好適な高電圧パルス接合方法を提供する。
【解決手段】 接合対象とする複数の部材(A,B)を互いに突き合わせた状態で、前記両部材間の接合界面(C)を瞬時的にプラズマ化し得る高電圧パルスを上記部材に印加し、部材間の接合界面を瞬時的にプラズマ化することによって前記複数の部材間を接合する。具体的には高電圧パルスを印加することで、その接合界面における微小空間に部分(ボイド)放電を生起し、この部分放電を端緒として上記接合界面だけを瞬間的に一気にプラズマ化し、プラズマ化により電離した荷電粒子を再結合させることでその接合界面の部材を相互に接合する。
(もっと読む)
マグネシウム複合材およびその製造方法
【課題】各種産業分野における機器、装置部材の軽量化・高強度化やその他マグネシウム金属の特長を有する接合力の強いマグネシウム複合材料の提供。
【解決手段】純マグネシウムまたはマグネシウム合金と他の金属とを、火薬、ガス、レーザー又は電気・電磁気を利用することによって高速度で衝突させて、純マグネシウムまたはマグネシウム合金と他の金属とがその界面で金属冶金的に接合したマグネシウム複合材を得る。該他の金属は、純アルミニウム、アルミニウム合金、純チタン、チタン合金、純鉄、炭素鋼、SUS、純Ni、Ni基合金、純銅、銅合金、純Zr、Zr合金、Ta、Mo、Nb、W、銀、金および白金から選ばれる。
(もっと読む)
自動車用ステアリングナックル
本発明は、車体に接続され、かつ車両の車輪(5)に接続できるほぼ回転対称な軸受ジャーナル(3)を備えるステアリングナックル(1)に関する。本発明は、ステアリングナックル(1)の製造方法にも関する。本発明によれば、ステアリングナックルは分割して供され、ステアリングナックル本体(7)と、ステアリングナックル本体(7)の対応するアパーチャ(9)を貫く軸受ジャーナル(3)とを備えて、高い構成部品応力の要件を満たしかつ経済的にステアリングナックル(1)を製造するようにする。軸受ジャーナル(3)は、ジャーナル部品(11)及び対応部品(13)を備え、それらはアパーチャ(9)の内部で圧接法により接続される。 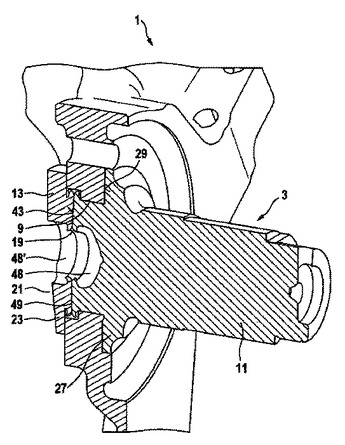 (もっと読む)
(もっと読む)
複合材料及びその製造方法
【課題】 炭素材及び金属材の好ましい特性を発揮することができる複合材料及びその製造方法を提供する。
【解決手段】 丸棒状の金属材1が円板状の中間材2に固相接合されると共に、丸棒状の炭素材3が中間材2に固相接合されている。金属材1は、例えばアルミニウム材又は銅材である。また、中間材2は、例えばニッケル材である。
(もっと読む)
超音波接合方法
【課題】 接合中に被接合物へ亀裂が生じることがなく、また、接合が施された被接合物に引張荷重や振動が加わったとしても亀裂や破断が生じることのない超音波接合方法を提供する。
【解決手段】 電極タブ210Aがアンビル110に接触し、かつ電極タブ210Aよりも硬い材料で形成された電極タブ210Bがホーンチップ150に接触するように、電極タブ210A,210Bをアンビル110とホーンチップ150とで挟み込んだ後、電極タブ210A,210Bをホーンチップ150で加圧および加振して、電極タブ210Aと電極タブ210Bとを接合する。
(もっと読む)
Ti−Al合金と鋼材との接合体および接合方法
【課題】
Ti−Al合金製の部材と鋼製の部材とを接合し、接合部の強度が母材強度を上回る接合体を製造するに当たり、接合時の温度コントロールをシビアにしなくても、高い良品歩留まりをもって、安定に接合体を製造することが可能な接合方法を提供する。
【解決手段】
Ti−Al合金部材(1)と鋼部材(2)との間に、C含有量が0.10%以下であるフェライト系ステンレス鋼で製造した中間材(3)を挟み、Ti−Al合金部材と中間材との間および中間材と鋼部材との間に、Niロウ(4)を介在させて、拡散接合を行なう。拡散接合は、真空中または不活性ガス雰囲気中において、温度がNiロウの融点を超え1150℃以下である温度に加熱して、1.5〜7.0MPaの圧力を加え、その条件に10〜180秒間保つことにより実施する。
(もっと読む)
摩擦溶接方法及びニッケル合金製の中間接合部分を用いた鋼及び金属アルミナイド製の構成要素
本発明は金属アルミナイド又は難溶解性チタン合金製の第一構成要素(1、3)を鋼、金属アルミナイド又は難溶解性チタン合金製の、特に鋼製の軸の第二構成要素(2)に、摩擦溶接により接合する方法に関する。前記方法によれば、ニッケル合金製の中間接合部分(4)が第一構成要素(1、3)と第二構成要素(2)との間に挿入され、そして摩擦溶接が実施される。結合層(4’)が中間接合部分(4)から生成され、両端において第一構成要素(1、3)及び第二構成要素(2)に堅固に接合される。本発明はまた前記方法により生産される、内燃機関用のターボチャージャ・ロータ及びバルブに関する。 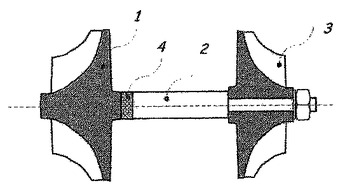 (もっと読む)
(もっと読む)
金属の拡散接合方法
【課題】大きな接合強度が得られる、硬度の異なる金属同士の接合方法を提供すること。
【解決手段】第1の金属で形成された第1の部材110と、第1の金属より硬度の高い第2の金属で形成された第2の部材120との拡散接合方法であって、第1の部材の接合面112と、第2の部材の接合面126とを摺動し、少なくとも一方の接合面に形成されている酸化膜を除去する工程と、第1の部材と第2の部材とを押し付ける力を加えながら、第1の部材と第2の部材との間に通電し、第1の部材と第2の部材とを接合する工程とを備える、金属の拡散接合方法。
(もっと読む)
金属部材を組み立てるための工具及び方法
強磁性の材料で作られた部材(2)と常磁性の材料で作られた部材(3)とを組み立てるための工具(1)が、第1の当接部(5)を設けた第1の工具部分(4)と、そして第1の電磁コイル(6)とを備える。本発明の上記工具はまた、第2の当接部(8)を有する第2の工具部分(7)を備え、この第2の工具部分(7)と上記第1の工具部分(4)とが次のような仕方で、すなわち上記第1の当接部及びこの第2の当接部(5、8)が選択的に、相互に相手に対し近づくことが可能であり又は相互に相手に対して離れることが可能であるような仕方で機械的に組み立てられ、上記第1の電磁コイル(6)は、常磁性の材料で作られた上記部材(3)及び/又は強磁性の材料で作られた上記部材(2)が上記第1の当接部及びこの第2の当接部(5、8)の間に置かれるときに、常磁性の材料で作られた上記部材(3)がこの第2の当接部(8)に向けて押し戻され、そして/又は強磁性の材料で作られた上記部材(2)が上記第1の当接部(5)に向けて引き付けられるような電磁束を生成するのに使用される。 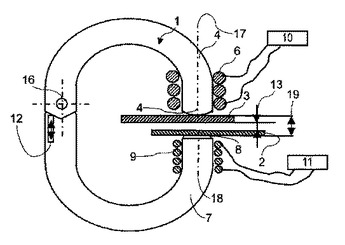 (もっと読む)
(もっと読む)
複合化部材の製造方法
【課題】 母材形状を簡素化でき、作業工程を簡素化でき、溶融かつ凝固後の複合材の金属組織を緻密にでき、その複合材の金属組織に収縮孔や不純物などの欠陥が発生することを低減できる複合化部材の製造方法を提供すること。
【解決手段】 加熱炉内で加熱が持続されると、複合材6が溶融スペース10内で溶融されて、この溶融物が母材1のキャビティ4に充填される。この溶融状態が一定時間保持されると、複合材6の溶融物が母材1の表面から内部へと拡散される。それから、母材1の冷却用凹部5へエアガンノズル12が挿入されて、かかる冷却用凹部5へ冷却ガスが送給されると、母材1が中心部から外周部へ向けて冷却され、溶融スペース10内で複合材6が母材1との境界側から外周部へ向けて冷却されて凝固される。この凝固によって、複合材6は母材1の表面に拡散接合される。
(もっと読む)
摩擦圧接方法
【課題】最適な加工条件を得るための制御の簡素化が図られる摩擦圧接方法を提供する。
【解決手段】固定側である第1のワークと圧入側である第2のワークとの接合面の軟化が進行するにつれて第2のワークの第1のワークに対する送り速度を増大させるようにした。第1のワークの軟化が不十分であるときは第2のワークの第1のワークに対する送り速度を維持するようにした。そして、前記接合面が軟化すると、前述のように第2のワークの送り速度を再び増大させるようにした。両ワークの当接面の軟化状態を考慮することにより、第2のワークが第1のワークに対して過度に押し付けられることがなく好適に圧入される。また、第2のワークの送り速度だけを管理すればよいので、例えば第2のワークの回転速度をも考慮するようにした場合に比べて、加工制御の簡素化が図られる。
(もっと読む)
水中衝撃波による材料接合方法
【課題】水中衝撃波を利用して材料の接合、圧着、被覆、固化、合成を行う方法において、接合力が均一に得られる方法を提供すること。
【解決手段】
底板3の上に試料容器2を配置し、反射板1を試料容器2に対して鋭角の角度(α)を持った形でセットし、底板3と反射板1の開口部近くに爆薬5をもつ台座4を置き、爆薬5に雷管6を配置して、雷管5によって爆薬5を起爆させ、発生した衝撃波を水中衝撃波として直接的に試料容器2および反射板1に作用させると共に反射板1によって反射した反射衝撃波を更に試料容器に作用させて材料の接合、圧着、被覆、固化、合成を行う。
(もっと読む)
部材の接合方法、複合部材の製造方法、接合体および複合部材
【課題】 複合材からなる部材と少なくともアルミニウムを含む部材とを容易に接合させることができる部材の接合方法等を提供する。
【解決手段】 複合材からなる一方の部材11の表面にアルミニウムを溶射して接合層14を形成し、この接合層14に、少なくとも接合面12aがアルミニウムとされた他方の部材12を接合面12aにおいて摩擦接合する。複合材からなる一方の部材11の表面にアルミニウム薄膜を接着して接合層14を形成し、この接合層14に、少なくとも接合面12aがアルミニウムとされた他方の部材12を接合面12aにおいて摩擦接合してもよい。
(もっと読む)
接合方法および接合ツール
【課題】融点が互いに異なる金属部材同士を摩擦攪拌接合するに際し、内部や表面付近に欠陥のない健全な接合部を確実に得られる接合方法およびこれに用いる接合ツールを提供する。
【解決手段】円柱形の本体21を含む第1部分20aと、前記本体21の中心部を同軸心で貫通する回転軸26およびこの回転軸26の先端に位置し且つ本体21の底面21aから突出するプローブ25とを含む第2部分20bと、第1部分20aと第2部分20bとの間に配置した軸受28と、を含む摩擦攪拌接合に用いる接合ツール20′。
(もっと読む)
酸化皮膜形成材料の接合方法及び接合構造
【課題】アルミニウム系やマグネシウム系材料のように、大気雰囲気下で表面に強固な酸化皮膜を形成する酸化皮膜形成材料を少なくとも一方の被接合材として含む継手の接合に際して、接合に要する入熱量を低減することができ、金属間化合物の生成を抑制し、もって接合強度を向上させることが可能な酸化皮膜形成材料の接合方法と、接合強度の向上が可能な酸化皮膜形成材料の接合構造を提供することにある。
【解決手段】例えば、酸化皮膜形成材料であるアルミニウム合金材Aと、鋼材Bとを接合するに際して、少なくともアルミニウム合金材Aの側の接合面に、あらかじめ、例えば亜鉛めっきPを施した上で接合し、アルミニウム合金材Aと鋼材Bの新生面間に反応層Rを形成させる。
(もっと読む)
熱交換器
【課題】アルミニウムアキュムレータの冷媒出口と銅管との接続に、直接共晶接合を使用し、接合部の形状をより品質の向上とコスト低減が実現できる仕様とした冷凍冷蔵空調用熱交換器に関し、低コストで高品質な熱交換器を提供する。
【解決手段】アルミニウムアキュムレータ2と、先細り状テーパ部1aが端部に形成された銅管1と、ポリエチレン熱収縮チューブ3などからなり、銅管1の端部に、アルミニウムアキュムレータ2の端部2aを共晶接合し、ポリエチレン熱収縮チューブ3を共晶接合部で収縮固定させた熱交換器において、アルミニウムアキュムレータ2先端の内面エッジを尖らせたものであり、接合強度が低下することを防止することができる。
(もっと読む)
金属製リング状素材の接合方法
【課題】ローリングミルを利用した転造により大径のリング状素材と小径のリング状素材とを強固に接合し得る方法を提供する。
【解決手段】金属製の大径リング状素材1の内側に金属製の小径リング状素材2を配置すると共に、該小径リング状素材の内側にマンドレル11を貫挿し該大径リング状素材と小径リング状素材とをローリングミル3により加圧挟着し転造することにより、該大径リング状素材と小径リング状素材とを接合する。大径リング状素材と小径リング状素材とは異種金属からなるものとする。また、大径リング状素材の内周面および/または小径リング状素材の外周面に凹凸1a,2aを形成する。
(もっと読む)
超音波接合用装置
【課題】接合する2材料の両方に適度に食い込んで工具と材料のずれを防止することのできる超音波接合用装置を提供する。
【解決手段】硬質材1と接する工具に、材料を挟んで加重を加えたときに、軟質材2側の単純なローレット目形状凸部51を持つ工具が軟質材2に食い込むよりも食い込みやすい八角錐台形状などの形状の凸部71を設けた超音波接合用装置。
(もっと読む)
異種金属材料の接合方法
【課題】摩擦攪拌接合の手法を用いた拡散接合法による異種金属材料の接合において、対向するワーク表面の酸化皮膜の破壊面積を大きくして高い接合強度を得ることが可能な異種金属材料の接合方法を提供する。また、接合部分でのワークの厚さが極力薄くならないようにすることで接合強度の低下を防止することが可能な異種金属材料の接合方法を提供する。
【解決手段】異種金属材料の接合方法において、金属材料よりなり凹部11、12を有する第1部材1に対して、第1部材1とは別の金属材料よりなる第2部材2を第1部材1の凹部11、12の開口部側から重ね合わせ、回転冶具3の回転により第2部材2を攪拌しながら第1部材1の凹部11、12の内面に押圧して、第1部材1と第2部材2とを接合する。
(もっと読む)
181 - 200 / 223
[ Back to top ]