
Fターム[4E068DA15]の内容
Fターム[4E068DA15]に分類される特許
21 - 40 / 143
パレット固定装置及びパレット固定方法
【課題】ワークを載置可能なパレットを加工領域でより安定して固定できるようにする。
【解決手段】パイプ用パレット5を本体フレーム9の加工領域7に、補助フレーム13から移動させて位置決めする際に、X軸方向とY軸方向の2方向の位置決めを行う第1のパレットロックモジュール55と、Z軸方向の位置決めを行う第2のパレットロックモジュール77とを使用する。第1のパレットロックモジュール55は、パイプ用パレット5に設けたパレットロックシリンダ61の駆動により、ポジショニングローラ51を下降させて本体フレーム9側の連結凹部53aに入り込ませる。第2のパレットロックモジュール77は、パイプ用パレット5に設けたロックシリンダ81の駆動により、ロッキングレバー71を介してその先端の係止ローラ73を、本体フレーム9側の係止凹部75aに下方から入り込ませる。
(もっと読む)
棒状ワーク把持装置及び棒状ワーク把持方法

【課題】挟持部材によってパイプ材を挟持固定する状態をより安定化させる。
【解決手段】ベースプレート157に対して内歯車175を回転させることで、内歯車175に噛合するピニオン159,161をベースプレート157に対して回転させる。この回転により、ピニオン159,161に噛合するラック163b2,165b2を有する移動プレート163,165を互いに接近移動させることで、移動プレート163,165に個別に支持させたローラ167,169によりパイプ材を挟持固定する。この状態で、内歯車175の外歯175bに、ベースプレート157外周の円筒部183に沿って移動可能なスライドバー187に設けたロック爪185を係合させることで、内歯車175の回転によるピニオン159,161及びラック163b2,165b2を介しての移動プレート163,165の互いに離反する方向の移動を規制する。
(もっと読む)
レーザ加工機
【課題】板状のワーク及び長尺のパイプ材のレーザ加工を行うことができると共に、レーザ加工時に発生した塵埃が周囲に飛散することを抑制することのできるレーザ加工機を提供する。
【解決手段】レーザ加工ヘッド17がX軸方向及びY軸方向へ移動自在なレーザ加工領域19のX軸方向の適宜一側にレーザ発振器7を備え、前記レーザ加工領域19のX軸方向の一側に備えた平板加工用パレット23又は長尺材加工用パレット27の一方の加工用パレットを備えると共に、当該一方の加工用パレットを前記レーザ加工領域19へ移動位置決め可能に備え、前記レーザ加工領域19のX軸方向の他側に備えた長尺材加工用パレット27又は平板加工用パレット23の他方の加工用パレットを備えると共に、当該他方の加工用パレットを、前記レーザ加工領域19へ移動位置決め可能に備え、前記長尺材加工用パレット27上において長尺材を把持して回転自在なメインチャック33を、集塵装置に接続可能に備えている。
(もっと読む)
レーザ加工機
【課題】パイプ材を把持自在なメインチャックにダクトユニットを接続した構成であっても、前記メインチャックに対して長尺のパイプ材を容易に供給し挿通することのできるレーザ加工機を提供する。
【解決手段】パイプ材を把持して回転割出し自在なメインチャック33を備えると共に、前記パイプ材にレーザ加工を行うレーザ加工ヘッド17を前記パイプ材の長手方向へ移動自在に備えたレーザ加工機であって、前記メインチャック33に接続自在かつ当該メインチャック33から突出したパイプ材の端部側を覆い自在なダクトユニット45を備え、このダクトユニット45における筒状のダクトフレーム51における端部を開閉可能に備えており、前記ダクトユニット45における上面又は側面を、前記端部と同時に開閉可能に設けてある。
(もっと読む)
シールドガス雰囲気の広域展開装置
【課題】レーザ光を照射して溶接するに際し、溶接部位の周囲のシールドガス雰囲気に濃淡のむらを生じさせない。
【解決手段】端板2に設けた複数の孔2a毎に管1を挿通して該管1の一方の端部1aと端板2とをレーザ溶接するレーザ加工機に於けるシールドガス雰囲気の広域展開装置Aであって、端板2に設けた孔2a毎に挿通した管1の他方の端部側にシールドガスの供給部材10を接続し、該供給部材10から前記管1を通してシールドガスを供給することによって、端板2に設けた孔2aと管1の一方の端部1aとの溶接部位3の周囲をシールドガス雰囲気とする。端板2に於ける複数の孔2aと各孔2a毎に挿通され該孔と溶接される管1の端部1aとが露出した溶接面2bを覆うカバー15を設ける。カバー15に於ける溶接部位3の上方にシールドガスを排出するための排出口16を設ける。カバー15に於ける溶接部位3の上方に透明の蓋体17を設ける。
(もっと読む)
円筒缶の製造装置
【課題】被溶接部材の溶接される2つの端縁に生じる前後差を低減することが可能な円筒缶の製造装置を提供する。
【解決手段】円筒缶の製造装置は、搬送装置2によって送られる被溶接部材Wの2つの端縁e1,e2を溶接位置Pへ案内するためのガイド機構4を備え、ガイド機構4は、端縁e1,e2が被溶接部材Wの径方向において互いに離間した状態から溶接位置P側へ向かうにつれて漸次接近するように当該端縁e1,e2を案内する第1ガイド部32と、端縁e1,e2を第1ガイド部32によって接近させられた後の離間距離で互いに平行な状態に保ちながら溶接位置P側へ案内する第2ガイド部34と、被溶接部材Wの径方向において端縁e1,e2を部分的に弾性変形するように互いに寄せ合わせてそれら端縁e1,e2の端面同士が突き合わされるように当該端縁e1,e2を溶接位置Pへ案内する第3ガイド部36とを有する。
(もっと読む)
レーザー光を用いた接合方法
【課題】中間部材を介して管部材同士を接合する場合に、フランジ等を設けることなく、広い接合面積で接合できるようにするとともに、接合までの間に中間部材の位置ずれを抑制できるようにし、高い接合強度を得るとともに、シール性を確保できるようにする。
【解決手段】レーザー光Lを透過する樹脂製の第1管部材10の内側に、樹脂製の第2管部材20を挿入するとともに、第1管部材10の内周面と第2管部材20の外周面との間にレーザー光Lを吸収する樹脂製のレーザー光接合用中間部材30を配置する接合準備工程を行う。接合準備工程の後、第1管部材10の外側からレーザー光Lを照射して中間部材30を加熱することによって第1及び第2管部材10,20を中間部材30を介して接合する接合工程を行う。
(もっと読む)
レーザ溶接方法および装置
【課題】管外に回転機構を配置することなく、管の長さに影響を受けることなくレーザ溶接による二重管の突き合わせ溶接を行えるようにする。
【解決手段】光ファイバー34で導いたレーザ光を反射ミラー33で反射させて溶接対象物の管の内周面に照射する光学系を有するレーザ溶接ヘッド12と、管の管軸に対してレーザ溶接ヘッド12の軸線が偏心した位置にレーザ溶接ヘッド12を支持し、管軸上にある回転軸回りにレーザ溶接ヘッド12を旋回させる回転機構14と、回転機構14と同軸に連結される胴部20に格納される固定用の複数のパッド21を管の内周面に対して押し付け、胴部を20管軸と同軸に固定するとともにレーザ溶接ヘッド12の管軸方向の位置を固定する固定機構16と、からレーザ溶接装置を構成する。
(もっと読む)
レーザ溶接装置
【課題】被溶接材の溶接部にレーザ光を照射し、レーザ光の照射部に溶接ワイヤを供給しながら開先部を積層溶接するレーザ溶接方法において、特に溶接品質が安定し、連続的な積層溶接が可能なレーザ溶接装置を提供する。
【解決手段】レーザ光を集光し被溶接材に照射する加工ヘッド8と、レーザ光の照射部に溶接ワイヤを給送する給送手段16と、レーザ光の照射により形成された溶融プールおよびその近傍を保護するシールドガス供給手段6と、加工ヘッドあるいは被溶接材を移動させる手段と、溶融部から生ずる溶接生成物から加工ヘッドの光学部品を保護する加工ヘッド保護手段と、溶接において生じたヒュームを吸引する吸引手段19と、レーザ光の反射光及び溶接部からの輻射熱から該加工ヘッドを保護する保護手段18と、積層溶接された溶接金属の表面に堆積した溶接生成物を除去するクリーニング手段20とを備える。
(もっと読む)
耐フレッティング疲労部材用チタン溶接管およびその製造方法
【課題】溶接部の成形性を維持しつつ疲労特性を向上することができ、且つ母材表面で生じるフレッティング疲労の発生を抑えることができる耐フレッティング疲労部材用チタン溶接管およびその製造方法を提供する。
【解決手段】溶接部内部の窒素濃度を母材内部に対して0.003〜0.030質量%高く、且つ冷延後に表面層が除去されていない母材部の表面にチタン窒化物を有する耐フレッティング疲労部材用チタン溶接管である。その製造方法は、造管に用いる板または帯状の冷延後に表面層が除去されていないチタンを窒素ガス雰囲気で加熱することによって窒化熱処理して所定の窒化を施した後、その板または帯を管形状に成形し、そのつき合わせ部をアルゴンガスでシールドして溶材を使用せずに溶接するものである。また、さらには上記溶接管を窒素ガス雰囲気または酸化雰囲気で加熱して軽窒化または軽酸化の熱処理を実施するものである。
(もっと読む)
レーザ溶接方法、パイプ接合体、および、それを用いた燃料噴射弁
【課題】金属製薄肉パイプの重ね合わせ溶接において溶け込み深さを安定させ溶接品質を向上するレーザ溶接方法を提供する。
【解決手段】嵌合工程では金属製の燃料通路部材30の外壁と金属製の第1筒部41の内壁とが対面するよう燃料通路部材30と第1筒部41とを嵌合する。予熱工程では燃料通路部材30と第1筒部41との嵌合面80の温度が燃料通路部材30および第1筒部41の融点より低い第1温度に収束するよう加熱する。溶接工程では、第1筒部41にレーザを照射することで嵌合面80の温度が前記融点以上の第2温度に収束するよう加熱し、当該加熱により嵌合面80近傍を溶融させることで燃料通路部材30と第1筒部41とを接合する。溶接工程において、レーザの出力および照射時間は、第2温度が、嵌合面80近傍が溶融することで生じる溶け込み部81の先端が燃料通路部材30の板厚内に位置する程度の温度となるよう設定される。
(もっと読む)
レーザ溶接方法、及びその方法によって接合されるパイプ接合体。
【課題】金属製薄肉パイプの重ね合わせ溶接において溶け込み深さを安定させ溶接品質を向上するレーザ溶接方法を提供する。
【解決手段】金属製の第1パイプ11と、第1パイプ11の径外側に嵌合する第2パイプとを溶接するレーザ溶接方法は、不活性ガス注入工程、溶接工程および冷却工程を含む。不活性ガス注入工程では、ガス注入ノズル21から第1パイプ11の内側に不活性ガスG1を注入するとともに内側の空気G0を外側へ排出することで溶接時の内壁の酸化を防止する。溶接工程では、第1パイプ11および第2パイプ12を中心軸の回りに回転させながらレーザ照射ヘッド51から第2パイプ12の外周にレーザ光Lを照射し、溶け込み部の先端が第1パイプ11の板厚内に位置するように金属を溶け込ませる。冷却工程では、不活性ガス注入工程から継続注入される不活性ガスG1によって、溶接された箇所を冷却する。
(もっと読む)
ワークのガイド機構およびこのガイド機構を備えるレーザ加工装置
【課題】ワークの外径が変わる場合であっても、ワークの加工工程を簡素化しつつワークの加工精度を確保することが可能なワークのガイド機構を提供する。
【解決手段】ワークのガイド機構23は、ガイド部材60と、付勢部材61とを備えている。ガイド部材60には、長尺状に形成されたワーク3の側面の被加工部3a側が当接するガイド面60aが形成されており、ガイド部材60は、ワーク3の長手方向においてワーク3の被加工部3aとずれた位置に配置されている。付勢部材61は、ガイド面60aに向かってワーク3を付勢しており、ワーク3の被加工部3a側がガイド面60aに当接している。
(もっと読む)
レーザ溶接鋼管の製造方法
【課題】アンダーカットやアンダーフィルが発生し易いというレーザ溶接の問題点を克服し、溶接部の品質が良好なレーザ溶接鋼管を歩留り良く安定して製造する方法を提供する。
【解決手段】鋼板を成形ロールで円筒状のオープンパイプに成形し、オープンパイプのエッジ部2をスクイズロールで加圧しながらオープンパイプの外面側からレーザビームを照射してエッジ部をレーザ溶接するレーザ溶接鋼管の製造方法において、それぞれ異なるファイバーを用いて伝送したジャストフォーカスでのスポット径が直径0.3mmを超える2本以上のレーザビーム3−1,3−2,3−3,3−4を先行レーザビームと後行レーザビームとに分類し、先行レーザビームを後行レーザビームよりも溶接線方向に先行させ、かつ先行レーザビームと後行レーザビームの鋼板内における中心線間隔を1mm以上として溶接線方向に配列してレーザ溶接を行なう。
(もっと読む)
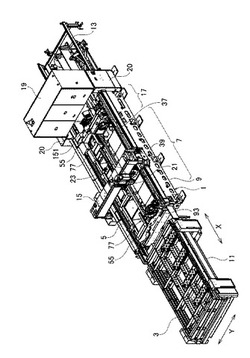
レーザー加工機械及び、該レーザー加工機械の装備替えのための方法
【課題】板状若しくは管状の工作物22の選択的な加工のためのレーザー加工機械1であって、移動装置8を含み、移動装置に、板状の工作物の支持のためのワークテーブル7が、ワークテーブルを加工領域2内へ移動させかつ加工領域内から外側へ移動させるために、連結され、管状の工作物の加工時における管状の工作物22の操作のための操作装置3,4,5,6を含み、操作装置は、管状の工作物の支えのための少なくとも1つの支持装置4,5,6を有している形式のものにおいて、管材加工時のフレキシビリティーを高める。
【解決手段】支持装置5は、管状の工作物の長手方向(X)に加工領域の少なくとも20%に亘って、有利には少なくとも半分に亘って、制御した状態で移動させられるようになっている。
(もっと読む)
ブーツ取付構造
【課題】安定したシール性能を低コストに確保し得るブーツ取付構造を提供する。
【解決手段】樹脂製の等速自在継手用ブーツ1の筒状開口部2(3)が金属製取付部材17(11)の被取付部18(19)に外嵌されて、レーザー光照射によって、被取付部18(19)に筒状開口部2(3)が固着されるブーツ取付構造である。金属製取付部材17(11)の被取付部18(19)の面粗さRaを0.05μm以上6.0μm以下とした。
(もっと読む)
レーザー・アーク複合溶接方法及び該溶接方法による溶接部材の製造方法
【課題】溶接速度を20m/分程度まで向上しつつ、良好なビード形状が得られ、且つブローホールなどの溶接欠陥を抑制できる溶接方法、および該溶接方法を用いた溶接部材を製造する方法を提供する。
【解決手段】ステンレス鋼、チタン、又はチタン合金の平板または管状に成形された帯状板の両端部を突合せ溶接する溶接方法であって、突合せ部の溶接では、レーザー溶接を先行させ、TIGアーク溶接を後行させてレーザー光照射とアーク放電を同一溶接線上に配置させながら溶接することを特徴とするレーザー・アーク複合溶接方法である。
(もっと読む)
灌水用チューブの製造方法および製造装置
【課題】畳まれてテープ状にされたチューブの一方の面から他方の面への貫通を簡便に防止できる灌水用チューブの製造方法を提供する。
【解決手段】本発明の灌水用チューブの製造方法は、畳まれてテープ状にされたチューブを搬送しながら、該チューブの少なくとも片面をチューブ内部が拡がるように吸引し、チューブにレーザ光を所定の間隔で照射して穿孔する。本発明の灌水用チューブの製造装置1は、畳まれてテープ状にされたチューブT2を搬送する搬送手段(巻取りロール80)と、搬送手段により搬送されているチューブT2の少なくとも片面側に配置された吸引機(第1吸引機40、第2吸引機50)と、該吸引機によって内部を拡げたチューブT2にレーザ光を照射するレーザ光発生器60とを具備する。
(もっと読む)
レーザ溶接鋼管の製造方法
【課題】レーザ溶接鋼管を製造するにあたって、オープンパイプのエッジ部を適正な形状にしてレーザビームを照射することによって、アンダーカットやアンダーフィルを防止し、かつ良好な品質のレーザ溶接鋼管を高歩留りで効率良く製造する。
【解決手段】造管成形工程の前あるいは溶接工程の前に、オープンパイプ1の外面側ではエッジ部の端面から円周方向に1mm以上t/3以下かつ外表面から板厚方向に0.5mm以上t/3以下の領域に塑性変形を付与し、オープンパイプの内面側ではエッジ部の端面から円周方向に1mm以上t/3以下かつ内表面から板厚方向に0.5mm以上t/3以下の領域に塑性変形を付与して、エッジ部を増厚する増厚加工工程を有する。
(もっと読む)
溶接方法および超伝導加速器
【課題】ブローホールの発生および材料の酸化を防ぐことができる。
【解決手段】デフォーカスビーム(レーザビーム)11は、照射方向に直交する断面におけるエネルギー密度Eの分布形状が中央部にピーク部11aを有するガウス分布形状であり、ピークエネルギー密度(ピーク部11aのエネルギー密度E)Emaxが5.8×105 W/cm2 より大きいと共に、エネルギー密度の分布形状における全エネルギーのうちピーク部11aを中心に50%のエネルギーが含まれる領域11cの外周部11dのエネルギー密度E50が、ピークエネルギー密度Emaxの75%以下である。
(もっと読む)
21 - 40 / 143
[ Back to top ]