
Fターム[4E096EA16]の内容
Fターム[4E096EA16]の下位に属するFターム
Fターム[4E096EA16]に分類される特許
21 - 40 / 129
パイプの製造方法及びパイプの製造装置
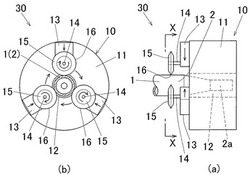
【課題】ロール矯正加工時にバリや切粉の巻き込みによる素管表面の傷つきを防止することができるパイプの製造方法を提供すること。
【解決手段】パイプの製造方法は、引抜き加工により得られた素管1についてその両端部のうち少なくとも一方の端部2を切除する管端切除工程と、管端切除工程を経た素管1についてロール矯正加工を施すロール矯正加工工程とを含む。素管の外径は12〜50mmの範囲に設定されている。素管の肉厚は0.5〜1.5mmの範囲に設定されている。管端切除工程では、素管1の端部2の外側において素管1の軸に垂直な面内に配置された1個又は複数個の回転自在な円板状切断刃15を、素管1の周方向に素管1に対して相対的に移動させながら素管1の内側に送ることにより、素管1の端部2の切除を行う。
(もっと読む)
鋼管引抜装置、及び鋼管引抜方法

【課題】素材鋼管を引き抜くときにプラグに連結された芯吊りボルトに過大な引っ張り応力がかからないようにし、当該芯吊りボルトが切断されないようにする。
【解決手段】鋼管引抜工程において、ワーク43は、フローティングダイス41に当接して外形が制限され、同時にプラグ42のフローティング部42aに当接して肉厚が制限される。このとき、プラグ42のフローティング部42aがワーク43から受ける反力PNは、垂直ベクトル成分反力PSと水平ベクトル成分反力PHとに分解され、水平ベクトル成分反力PHのみがプラグ42の引抜方向に寄与する力の成分となる。ここで、水平ベクトル成分反力PHとプラグ42の右方向先端部の芯吊りボルト(図示せず)が引抜方向に引き込まれる力PZとが釣り合う点でプラグ42は停止する。よって、芯吊りボルトに加わる引っ張り力はPH−PZであってほぼゼロになり、切断されるおそれはない。
(もっと読む)
シリンダ用鋼管の製造方法
【課題】亀裂が発生する事態を可及的に防止すること。
【解決手段】シリンダアクチュエータの外筒を構成し、内部にピストンが摺動可能に嵌合されるシリンダ用鋼管において、素管10に対して外周面の表層全域に研削加工1を実施した後、引き抜き加工2を実施し、さらに応力除去熱処理3を行った後にプレス矯正4を行った。
(もっと読む)
金属管の引抜方法
【課題】ロッドの吐出口から素管の内面に潤滑剤を供給しながら引抜く引抜方法において、中子のような塗布用部材を用いることなく、素管の周方向においても長さ方向においても潤滑剤を過不足なく付着させる。
【解決手段】金属製素管(2)を、外面を成形するダイス(10)と内面を成形するプラグ(11)と間に通して引抜きながら、前記プラグ(11)を支持するロッド(20)の外周面に設けられた吐出口(21)から、素管(2)の上下方向の中心よりも高い上側領域(40)に向かって断続的に吐出させた潤滑剤(L)を、素管(2)内面の最も高い位置(P1)を含む部分に吹き付けて付着させる。
(もっと読む)
引抜ダイス及びその製造方法並びに引抜加工方法
【課題】チタン系焼結体の優れた性能を維持しつつ管体等の引抜対象物に対するすべり性を向上させた引抜ダイスを製造できる製造方法を提供する。
【解決手段】本発明に係る引抜ダイスの製造方法は、炭化チタン、窒化チタンおよび炭窒化チタンのうち、少なくとも1種以上のチタン化合物を硬質相の主成分とする焼結体によって構成されたサーメット基材の表面に、前記サーメット基材表面のチタン化合物と反応して複合酸化物を生成する金属塩を含む処理液を塗布する工程と、前記塗布の後に耐酸化膜を形成する工程とを含むことを特徴とする。
(もっと読む)
管状ワーク用引抜加工装置
【課題】管状ワークの外表面の引抜ダイスとの焼付きを防止することができる管状ワーク用引抜加工装置を提供する。
【解決手段】引抜加工装置10は引抜ダイス20と引抜プラグ30を具備する。引抜ダイス20は、ワーク40が縮径加工されながら離れる第1曲面部1Cと、第1曲面部1Cにおけるワーク離れ位置Kよりも内側且つ下流側に配置されたダイスベアリング部2Bと、ダイスベアリング部2Bの上流端Fに滑らかに連なる第2曲面部2Cを有する案内部2Dと、を備える。第2曲面部2Cの曲率半径R21は、第1曲面部1Cの曲率半径R1よりも大きく設定される。案内部2Dは、第1曲面部1Cから離れたワーク40と再接触して該ワーク40を縮径加工しながらダイスベアリング部2Bへ案内するものである。引抜プラグ30は、ダイスベアリング部2Bの長さL4よりも短いプラグベアリング部3Bを備える。
(もっと読む)
管状ワーク用引抜加工装置
【課題】管状ワークの外表面を確実に高平滑面に加工することができる管状ワーク用引抜加工装置を提供する。
【解決手段】引抜加工装置10は引抜ダイス20と引抜プラグ30とを具備する。引抜ダイス20は、管状ワーク40が縮径加工されながら離れる第1曲面部1Cと、第1曲面部1Cにおけるワーク離れ位置Kよりも内側且つ下流側に配置されたダイスベアリング部2Bと、ダイスベアリング部2Bの上流端Fに滑らかに連なる第2曲面部2Cを有する案内部2Dと、を備える。安価イブ2Dは、第1曲面部1Cから離れたワーク40と再接触して該ワーク40を縮径加工しながらダイスベアリング部2Bへ案内するものである。引抜ダイス20及び引抜プラグ30の少なくとも一方における少なくともワーク40との接触部に、少なくとも一方の基材とは異なる組成の表面処理層50が形成されている。
(もっと読む)
小径薄肉管の製造方法
【課題】熱間製管された素管を引抜加工によって小径薄肉の継目無鋼管を製造する方法であって、内面筋疵を有さない小径薄肉管の製造方法を提供する。
【解決手段】加工用ダイスとしてテーパー状のアプローチ部1aと、引抜き外径を決定するベアリング部1bとを具備するテーパーダイス1と、テーパーダイスによって縮径されながら引抜加工される管3の内面に挿入されるプラグ2とを用いて小径薄肉管を引抜加工する継目無鋼管の製造方法であって、アプローチ部1aの両角αが15〜20°のテーパーダイス1を用いることを特徴とする小径薄肉管の製造方法である。本発明の小径薄肉管の製造方法では、使用するプラグは、管の仕上げ内径を規定する仕上げ部2bとこれに連設されるテーパー部2aとを具備するセミフローティングプラグ2を用いるのが好ましい。
(もっと読む)
異形管の製造方法
【課題】形状精度に優れた高強度の異形管を製造する。
【課題を解決するための手段】金属管1を、加熱手段4に通過させて焼入れが可能な900℃以上の温度域に加熱し、次に金属管1の加熱部5を、ロール6又はダイス9からなる成形手段に通過させて異形管7を成形し、次に異形管7を、冷却手段8に通過させて冷却して焼入れる。
(もっと読む)
鋼管引抜装置、及び引抜鋼管の製造方法
【課題】引抜鋼管の各肉厚部分及び切断位置の寸法精度を向上させると共に、長尺物の引抜鋼管を高精度且つ高速で生産することができる鋼管引抜装置を実現する。
【解決手段】 ダイスとプラグとを鋼管引抜方向に対して正逆方向に相対移動させて段付きの引抜鋼管を製造するとき、第1油圧シリンダで鋼管引抜方向に対応してダイスを相対移動させ、第2油圧シリンダで前記ダイスの移動方向に対して逆方向へプラグを相対移動させる。このとき、位置検出センサが第2油圧シリンダのストローク位置を検出し、コンピュータが位置検出センサの検出した位置情報を受信して第2油圧シリンダの移動速度を制御する。これにより、コンピュータは、d領域の位置検出信号に基づいて、第2油圧シリンダの移動速度v2をb領域の移動速度v1より速くする。従って、引抜鋼管は速い移動速度v2で引き抜かれることでd領域においては肉厚勾配にダレが生じなくなる。
(もっと読む)
金属管の引抜装置および引抜方法
【課題】 プラグを支持する中空のロッドに設けた開口部から潤滑油を吐出させて素管の内面に付着させる金属管の引抜装置において、断続的な潤滑油供給を行う場合の潤滑油吐出の応答性を高める。
【解決手段】金属製素管(2)を、外面を成形するダイス(10)と内面を成形するプラグ(11)と間に通すことで加工する引抜装置(1)において、前記プラグ(11)を支持する中空のロッド(20)の外周面に潤滑油(L)を吐出させる吐出口(21)が開口し、該吐出口(21)はロッド(20)の上下方向における中心よりも上の領域にのみ設けられている。
(もっと読む)
引抜ダイスおよびそれを用いた金属管の製造方法
【課題】メンテナンスの際の交換作業の作業性に優れ、交換作業を短時間で行うことが可能な引抜ダイスおよびそれを用いた金属管の製造方法を提供する。
【解決手段】金属管の引抜加工に用いられる引抜ダイス1であって、アルミニウム合金からなるダイスホルダー2と、ダイスホルダー2の内部に収納され、金属管を挿入して引抜加工する引抜孔3aを有する超硬合金からなるニブ3と、引抜孔3aの管挿入側および管引抜側で、ニブ3と当接する工具鋼からなるニブ押え4と、ニブ押え4をダイスホルダー2に着脱自在に固定する固定手段5とを備えることを特徴とする。
(もっと読む)
平滑管製造方法および平滑管製造装置
【課題】加工度が大きくても断管せず、また肉厚の変更および微調整が容易な金属製の平滑管製造方法を提供する。
【解決手段】金属管10に平滑プラグ23が内挿され、前記金属管を引き抜きつつ、前記平滑プラグが内挿された位置において前記金属管の外方から前記金属管を押圧手段により押圧して金属管の肉厚を減少させる減肉工程と、前記減肉工程で減肉された前記金属管が少なくとも1つの引き抜きダイス42により引き抜かれ、前記金属管の外径が所定の外径寸法に縮径される縮径工程とを有する平滑管製造方法において、前記押圧手段が、前記平滑プラグに対し、前記平滑プラグ23が前記金属管10に挿入される軸線から半径方向に、前記平滑プラグと所要の前記肉厚分の距離をおいて、前記軸線周りに回転可能に設置された転動部材31を有して、前記減肉工程は、前記平滑プラグと前記転動部材とによる転造加工から構成されることを特徴とする。
(もっと読む)
管の冷間引抜加工方法、並びに冷間引抜管および高強度油井管の製造方法
【課題】工具原単位の向上や引抜加工の生産性の改善が図れ、製造コストの大幅な低減を達成することができる管の冷間引抜加工方法を提供する。
【解決手段】Cr:20〜35質量%およびNi:3〜40質量%を含有する高変形抵抗材からなる素管をプラグ2とダイス3を用いて引抜する管の冷間引抜加工方法であって、素管1を本体部の断面減少率G0が5%以上で30%未満となる加工度で引抜加工する際に、引抜加工される素管1の後端側の管端部の肉厚を、本体部の断面減少率G0と、後端側の管端部の断面減少率G1が、下記(3)式の関係を満足する厚さとし、且つ当該素管の後端側の管端部から20mm以上で1500mm以下の長さにおいて、先端側から後端側に向けて漸次減少するように、管内面側の肉厚が減少した断面形状を有する素管を用いて引抜加工することを特徴とする管の冷間引抜加工方法。G1/G0≦0.85・・・(3)
(もっと読む)
管状ワーク用引抜加工装置
【課題】管状ワークの外表面を高平滑面に加工することができる管状ワーク用引抜加工装置を提供する。
【解決手段】引抜加工装置10の引抜ダイス20は、ワーク40が縮径加工されながら離れる第1曲面部1Cと、ダイスベアリング部2Bと、ダイスベアリング部2Bの上流端F1に滑らかに連なる第2曲面部2Cを有する案内部2Dと、を備える。案内部2Dは、第1曲面部1Cから離れたワーク40と再接触して該ワーク40を縮径加工しながらダイスベアリング部2Bへ案内するものである。ワーク引抜方向Nにおいて、引抜プラグ30のプラグベアリング部3Bの中央位置G3は、ダイスベアリング部2Bの上流端F1からダイスベアリング部2Bの長さL4の20%までの上流領域2Baに配置されている。
(もっと読む)
異径鋼管の製造方法
【課題】1パスの芯引き加工時に多段の縮径加工を行わせて、軸方向で径及び板厚が異なる異径鋼管を効率的に製造する。
【解決手段】素管外径よりも内径が小さい孔部を有するダイスと、鋼管内部に挿入して板厚を制御するためのプラグを使用する芯引き加工により1本の鋼管から板厚の厚い大径部と板厚の薄い小径部と前記大径部及び前記小径部を連結するテーパ部を備えた鋼管を製造する際、少なくとも二回以上の多段で加工する場合において、複数段のダイスを加工方向に沿って直列に配置し1パスで成形する。
また複数段全てのダイスを使用して芯引き加工した後、上流側のダイスを順次分割して被加工素管から外して芯引き加工を続行し、最終工程で最終段のダイスのみを使用して芯引き加工してもよい。
(もっと読む)
冷間引抜き用潤滑油ろ過装置およびこれを用いる直接油潤滑抽伸装置
【課題】冷間引抜き用潤滑油中のスケールやスラッジなどの夾雑物を効率よく取り除くことができる冷間引抜き用潤滑油ろ過装置、およびこのろ過装置が組み込まれた直接油潤滑抽伸装置を提供する。
【解決手段】本発明のろ過装置は、冷間引抜き用潤滑油を収容する浴槽1と、浴槽内に設けられたメッシュ板2と、ペーパーフィルター3aおよび当該フィルターをメッシュ板上に供給するフィルター供給手段3と、浴槽内への潤滑油供給手段4と、ろ過後の潤滑油を浴槽内から抜き出す引抜きポンプ5を有し、所定範囲のS含有量および動粘度を有する潤滑油を処理の対象とする。本発明の直接油潤滑抽伸装置はこのろ過装置が組み込まれた抽伸装置である。ペーパーフィルターの粗さ範囲が50〜100μmであり、2段以上のフィルター部を有するろ過装置が組み込まれていることが望ましい。
(もっと読む)
フローティングプラグを用いた超薄肉継目無金属管の製造方法
【課題】金属管の薄肉側の製造可能範囲を飛躍的に拡大できる冷間抽伸法による超薄肉金属管の製造方法を提案する。
【解決手段】噛込み入口側から仕上出口側に向かってその径が拡大する、一定である、または縮小する入側ソリッドダイスと、少なくとも噛込み入口近傍において径が縮小する出側ソリッドダイスとを同一パスライン上に接続して対向配設し、かつ、噛込み入口側から仕上出口側に向かって径が拡大するテーパ型プラグをパスライン上にフロートさせ、入側ソリッドダイス領域において、ソリッドダイスとプラグとの間で素管の肉厚中心径を拡大させながら肉厚を減じ、出側ソリッドダイス領域で、外径を圧下してテーパ型プラグをフローティングさせる拡径抽伸法である。本方法により、超薄肉継目無金属管の製造および長尺製管が可能となり、歩留り、能率等の面で工程の合理化が実現できるので、経済的メリットは極めて大きい。
(もっと読む)
引抜プラグ及び引抜加工装置
【課題】管状ワークの外表面を高平滑面に加工することができる引抜プラグを提供する。
【解決手段】引抜プラグ30は、管状ワーク40の中空部40c内に配置されるとともにワーク40の内表面40bを加工するプラグ本体32を備える。プラグ本体32の表面におけるワーク内表面40bとの当接部33に、引抜方向Nと平行に延びた溝条部35が設けられている。
(もっと読む)
引抜ダイス
【課題】表面平滑性に優れた引抜加工品を効率良く得ることができる引抜ダイスを提供する。
【解決手段】本発明は、ダイス孔6を有し、長尺なワーク1をダイス孔6に通過させるように引っ張って引抜加工を行うようにした引抜ダイスを対象とする。ダイス孔6の内周面に、溝部および突条部のうち少なくともいずれか一方によって構成される線条部7が、軸心に対し、ねじれた方向に沿って設けられる。
(もっと読む)
21 - 40 / 129
[ Back to top ]