
Fターム[4E096EA16]の内容
Fターム[4E096EA16]の下位に属するFターム
Fターム[4E096EA16]に分類される特許
61 - 80 / 129
金属管の引抜装置および引抜方法
【課題】金属管の引抜において、内面潤滑を改善し、長い素管の引抜や高速引抜における焼付きを防止する。
【解決手段】
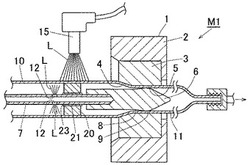
金属製素管(10)を、外面を成形するダイス(1)と内面を成形するプラグ(6)との間に通すことで加工する引抜装置(M1)において、前記素管(10)の内部に潤滑油(L)を供給する潤滑油供給部(12)と、前記プラグ(6)を支持するロッド棒(7)を回転軸として該ロッド棒(7)に回転自在に取付けられて、前記素管(10)の内面に潤滑油を塗り広げる中子(20)とを備えることを特徴とする。
(もっと読む)
冷間引抜加工用プラグ及び金属管の製造方法

【課題】冷間引抜加工後の金属管の外面の引張残留応力を低減できる冷間引抜加工用プラグを提供する。
【解決手段】プラグ1は、第1円柱部20と、テーパ部30と、第2円柱部40とを備える。第1円柱部20は外径D1を有する。第2円柱部40は、外径D1よりも大きい外径D2を有する。テーパ部30は、第1円柱部20と第2円柱部40との間に形成される。テーパ部30は、第1円柱部20から第2円柱部40に向かって徐々に大きくなる外径を有するテーパ表面31と、軸方向長さLとを有する。プラグ1の外径D1及びD2と、軸方向長さLとはさらに、式(1)〜(4)を満たす。
0.25≦ρ≦2.00 (1)
0.06≦L/D2≦0.8 (2)
L/D2≦0.3×ρ+0.575 (3)
L/D2≧0.1×ρ (4)
ここで、ρ=(D2−D1)/D1×100である。
(もっと読む)
アルミニウム管抽伸潤滑油、及びそれを用いたアルミニウム管の抽伸方法
【課題】潤滑性に優れ、低コストで抽伸加工を行うことができるアルミニウム管抽伸潤滑油を提供すること。
【解決手段】鉱物油、未水素添加又は水素添加のポリイソブチレン、イソパラフィンから選ばれる1種以上よりなる基油と、添加剤と、油性剤、潤滑向上剤、芳香族炭化水素、及び極圧剤のうち1種以上とを含有する。添加剤はアミン誘導体、数平均分子量200以上1000未満であると共に水酸基を3〜6個有する多価アルコールのアルキレンオキシド付加物、そのハイドロカルビルエーテル、数平均分子量120以上1000未満のポリアルキレングリコールのハイドロカルビルエーテル、炭素数2〜10の2価アルコール、及びアルキルスルホン酸塩のうち1種以上よりなり、その含有量は0.01〜2質量%。油性剤、潤滑向上剤、芳香族炭化水素、極圧剤の合計含有量は0.1〜50質量%。温度40℃における動粘度は5〜50000mm2/s。
(もっと読む)
高合金管の製造方法
【課題】熱間加工による製管が可能であって、製管後にさらに高強度を得るために冷間加工を行う際に十分な延性を有するとともに耐食性にも優れる高合金の製造方法を提供する。
【解決手段】質量%で、C:0.03%以下、Si:1.0%以下、Mn:0.05〜1.5%、P:0.03%以下、S:0.03%以下、Ni:22%を超えて40%以下、Cr:20〜30%、Mo:0.01%以上4.0%未満、Cu:0〜4.0%、Al:0.001〜0.30%、N:0.05%を超えて0.30%以下、O:0.010%以下を含有し、残部がFeおよび不純物であり、かつ、N含有量とO含有量の積が下記(1)式を満足する化学組成を有する高合金素管を熱間加工により形成した後、冷間加工によって高合金管を製造する方法であって、最終の冷間加工工程を断面減少率での加工度Rdが下記(2)式を満足する条件で冷間加工することを特徴とする高合金管の製造方法。Ca、Mgおよび希土類元素を含有してもよい。
N×O≦0.001 ・・・・・・(1)
15≦Rd(%)≦370×(C+N) ・・・・(2)
但し、式中のN、O及びCはそれぞれの元素の含有量(質量%)を意味し、そして、Rdは断面減少率での加工度(%)を意味する。
(もっと読む)
高合金管の製造方法
【課題】油井管に要求される耐食性だけでなく、目標とする強度をも兼ね備えた高合金管を、過度に合金成分を添加することもなく、冷間加工条件を選択することによって製造する方法を提供する。
【解決手段】質量%で、C:0.03%以下、Si:0.5%以下、Mn:0.3〜1.0%、Ni:25〜40%、Cr:20〜30%、Mo:0〜4%、Cu:0〜3%、N:0.05〜0.30%を含有し、残部がFeおよび不純物からなる化学組成を有する高合金素管を熱間加工によりあるいはさらに固溶化熱処理することにより作製した後、冷間引抜加工によって高合金管を製造する方法。
(もっと読む)
金属管の引抜装置および引抜方法
【課題】金属管の引抜方法において、内面潤滑を改善し、長い素管の引抜や高速引抜における焼付きを防止する。
【解決手段】金属製素管(10)を外面を成形するダイス(1)と内面を成形するプラグ(6)と間に通すことで加工する引抜装置(31)において、前記素管(10)の内面に潤滑油(L)を供給する内面用潤滑油供給部を備えることを特徴とする。前記内面用潤滑油供給部は、例えば前記プラグ(6)を支持するロッド棒(7)の外面に開口して素管(10)の内面に向かって潤滑油(L)を吐出させる吐出口(12)である。
(もっと読む)
アルミニウム管の製造方法
【課題】連続引抜により、高寸法精度と高表面品質を維持しながら効率良くアルミニウム管を製造する。
【解決手段】押出素管(W)に対してNパスの連続引抜加工を行ってアルミニウム管を製造するに際し、(N−1)パス後の引抜管(10)の最高温度部と最低温度部との表面温度差が10℃以下となるように冷却した後に、Nパス目の引抜加工を行う。冷却は、例えば(N−1)パス目の引抜加工装置(31)において、引抜用工具(1)(6)の出側に冷却装置(21)(22)を配置して引抜管(10)冷却媒体を供給することにより行う。
(もっと読む)
雌ねじの形成方法
【課題】筒状部材への雌ねじ形成を簡単に、かつねじ切り負荷を小さくできるようにする。
【解決手段】円形穴12を有する筒状部材1の6角形の外周11を、ダイス2の円弧溝21で押圧して円形に縮径すると、この円形穴が6角形穴12aに塑性変形する。次に6角形穴12aに内接する円の直径とほぼ同じ下径のタップで、雌ねじ13を形成する。雌ねじ13は、6角形穴12aの各辺の中央近辺にのみ形成されるので、ねじ切り負荷を小さくできる。なお6角形穴12aには、塑性変形によって加工硬化が期待される。
(もっと読む)
加工性に優れた鋼管及びその製造方法
【課題】優れた加工性を有すると共に寸法精度の良好な鋼管及びその製造方法を提供する。
【解決手段】特定の成分系の鋼管をAc3変態点温度以上に加熱し室温まで連続冷却した後、円周方向の断面において減面率が5%以上、45%以下となるように冷間で伸管加工を施し、更に、(Ac1変態点温度−100)℃以上、Ac1変態点温度以下の温度範囲で0.005℃/S以上、5℃/s以下の昇温速度で再加熱し、その温度範囲で5分以上、300分以下の間保持した後、室温まで空冷する。これにより、r*値が1.0以上となる鋼管の曲げ加工において、鋼管の曲げ外側の減肉と曲げ内側のしわが抑制され、曲げ加工性が著しく向上する。
(もっと読む)
熱交換器用銅合金管
【課題】りん脱酸銅管における破壊圧力/引張り強さの比(Pfd/σd)を上回る破壊圧力/引張り強さの比を有し、且つ曲げ加工性及び耐熱性が優れた熱交換器用銅合金管を提供する。
【解決手段】Co:0.05乃至0.4質量%、Sn:0.05乃至1.0質量%、Zn:0.005乃至1.0質量%、Ni:0.005乃至0.2質量%、P:0.05乃至0.4質量%、S:0.005質量%以下、O:0.005質量%以下、及びH:0.0002質量%以下を含有し、残部がCu及び不可避的不純物からなる。焼鈍後の引張り強さが260N/mm2以上であり、平均結晶粒径が30μm以下であると共に、前記銅合金管の引張強さをσa1、破壊圧力をPFa1、前記銅合金管と同一外径及び肉厚のりん脱酸銅管の引張強さをσd1、破壊圧力をPFd1としたとき、PFa1/σa1>PFd1/σd1である。
(もっと読む)
銅または銅合金からなる銅管
【課題】ヒートパイプに用いる銅または銅合金からなる銅管において、800℃〜1000℃での加熱による表面の結晶粒の粗大化を抑制し、ヒートパイプ表面の肌荒れや、加工時の割れを防止することができる銅または銅合金からなる銅管を提供する。
【解決手段】ヒートパイプに用いる銅または銅合金からなる銅管であって、管軸方向の引張強さが240〜330N/mm2、0.2%耐力を引張強さで割った値である降伏比が0.30〜0.99、伸びが5〜40%であることを特徴とする。また、この銅または銅合金からなる銅管において、1000℃×60分加熱後の外表面における管軸方向の平均結晶粒径が0.40mm未満であることを特徴とする。さらに、この銅または銅合金からなる銅管の内面に、管軸方向に平行、またはらせん状の溝が形成されていることを特徴とする。
(もっと読む)
管状部材の加工方法及び管状部材加工装置
【課題】従来のダイレス引抜きは、引抜き前の管状部材と引抜き後の管状部材は、断面形状が略同一形状であり、断面形状を変形することはできなかった。本発明は、ダイスを用いずに管状部材の断面形状を変形しつつ該管状部材を細管化する管状部材の加工方法を提供する。
【解決手段】管状部材10を、周方向に局所的に加熱しつつダイスなしで引抜くことにより、管状部材10を、断面形状を変形しつつ細管化する。管状部材10のうち周方向に局所的に加熱されている部分の周囲に位置する雰囲気を冷却するのが好ましい。周方向に互いに離間したn箇所を加熱される場合、引抜き後の管状部材の断面形状は、中空のn角形になる。
(もっと読む)
銅管加工用潤滑油及びそれを用いた銅管の製造方法
【課題】抽伸加工あるいは転造加工で潤滑性に優れ、銅磨耗粉の発生が少なく、潤滑油中で銅磨耗粉の分散性に優れ、プラグへの銅磨耗粉の凝着、銅管表面への銅磨耗粉の付着を防ぎ、酸化安定性に優れており、焼鈍後の残油量が少なく、焼鈍時に焼き付きや外面変色がない銅管加工用潤滑油を提供すること。
【解決手段】銅又は銅合金よりなる銅管を加工するための銅管加工用潤滑油である。油性剤として、飽和脂肪酸より構成される炭素数11〜22の脂肪酸エステルと、多価アルコールと飽和脂肪酸とのエステルのうち1種又は2種以上を0.5〜70%(重量%、以下同じ)含有し、残部に基油として、分子量30000以上のポリイソブチレンと、分子量400以下のポリイソブチレンまたはイソパラフィン、または芳香族成分の含有量が10%以下である1000cSt以下の精製鉱油とを含有する。動粘度が50〜2000cStである。
(もっと読む)
ネック付きエルボ製品およびその製造方法
【課題】ネック部および曲げ部の全長に亘り、楕円および偏肉の発生を抑制し、ネック長さに拘わらず寸法特性に優れるネック付きエルボ製品を提供する。
【解決手段】ガイドチューブに挿入された素管を挿入側から逐次または連続的に押し抜きながら、対称ダイスを用いる縮径加工に引き続き、前記素管を曲げ手段で保持することにより曲げ加工を施して両ネック付きエルボを成形する方法であって、ネック部の縮径加工に際し、前記対称ダイスを用いて前記素管の肉厚を周方向に均等に増肉し、前記曲げ手段で保持することなく所定長さの直管部を押し抜き、引き続き、曲げ部の縮径加工に際し、前記対称ダイスを偏芯ダイスに切り換えて前記素管の曲げ外周側の肉厚を曲げ内周側の肉厚に比べて増肉すると同時に、前記素管を曲げ手段で保持して所定の曲げ角度に至るまで曲げ加工を施すネック付きエルボの製造方法である。
(もっと読む)
引抜加工方法
【課題】簡単な設備で、引抜製品の内径寸法を高精度で管理できる引抜加工方法を提供する。
【解決手段】本発明は、管材Wを、引抜ダイス2および引抜プラグ3間の隙間に通して引き抜くようにした引抜加工方法を対象とする。引抜開始から引抜終了にかけての引抜加工中に、引抜速度を増加させることにより、引抜開始時の初期引抜速度に対し、引抜終了時の終期引抜速度が速くなるように制御する。
(もっと読む)
引抜加工方法
【課題】プラグロッドに振動が発生するのを確実に防止できる引抜加工方法を提供する。
【解決手段】本発明は、管材Wをその内部にプラグロッド3を配置した状態で、引抜ダイス1に通して引き抜くようにした引抜加工方法を対象とする。管材Wの引抜ダイス1への搬送経路に沿って複数配置され、かつ管材Wおよびプラグロッド3を支持可能なローラ部材5を準備する。複数のローラ部材5のうち、引抜ダイス1に最も近い位置に配置されるローラ部材55に対して、管材Wの後端W2がローラ部材55を通過する前に、ローラ部材55を管材Wから離間させる通過前離間動作を行わせる。
(もっと読む)
多流路銅管の製造方法及び該管を製造する装置
坩堝と、該坩堝から溶融銅が供給されて多流路管が形成され、前記多流路管の外形と相似した内面を有する中空部を有するダイセットと、該中空部の入口端から該中空部に挿入され、前記中空部の内面との間に空間が画定されるパンチと、前記坩堝と前記空間との間に配置され、前記溶融銅を坩堝から空間へ供給するように構成された供給流路と、を有し、溶融銅は、前記ダイセット内で前記坩堝から前記空間に対して前記供給通路を経て供給され、前記中空部を通過する際に固化する、複数の平行な流路を備えた多流路管の製造装置が提供される。  (もっと読む)
(もっと読む)
アルミニウム管の製造方法
【課題】生産効率および品質を向上できるアルミニウム管の製造方法を提供する。
【解決手段】本発明は、アルミニウム素管の押出工程と、素管外面を拭き取る拭き取り工程と、拭き取り後の素管を引抜加工する引抜工程と、を含む。拭き取り工程を行うに際し、アルミニウム素管10の外周にその素管に対し軸心が平行に配置され、かつ軸心回りに回転自在な複数の押付ローラ60を周方向に間隔をおいて配置しておく。そしてそしてその複数の押付ローラ60を拭き取り部材70を介してアルミニウム素管外周面に押し付けた状態で、アルミニウム素管10を軸心回りに回転させることにより、素管外周面を拭き取る。
(もっと読む)
銅管加工用潤滑油及びそれを用いた銅管の製造方法
【課題】抽伸加工あるいは転造加工で潤滑性に優れ、銅磨耗粉の発生が少なく、潤滑油中で銅磨耗粉の分散性に優れ、プラグへの銅磨耗粉の凝着、焼鈍時に焼き付きや外面変色がなく、焼鈍後の残油量の少ない銅管加工用潤滑油を提供すること。
【解決手段】銅又は銅合金よりなる銅管を加工するための銅管加工用潤滑油である。油性剤として、脂肪酸エステル、合成エステル、あるいは天然油脂を0.5〜40%(重量%、以下同じ)含有する。残部に基油として、分子量30000以上のポリイソブチレンと、分子量400以下のポリイソブチレンまたはイソパラフィン、または1000cSt以下の精製鉱油とを含有する。動粘度が50〜2000cStである。
(もっと読む)
管の引抜加工用プラグ及びこれを用いた管の製造方法
【課題】摩耗が生じ難く、寿命を長く保つことが可能なプラグを提供する。
【解決手段】本発明に係る引抜加工用プラグ1は、ストレート部11とテーパ部12とが曲面部13を介して連設されている。軸方向断面視において、曲面部13は、曲率中心がストレート部11及びテーパ部12の外方に位置する所定の曲率半径Rを有し、ストレート部11との接続点131近傍の傾きがストレート部11の傾きと略同一とされていると共に、テーパ部12との接続点132近傍の傾きがテーパ部12の傾きと略同一とされていることを特徴とする。
(もっと読む)
61 - 80 / 129
[ Back to top ]