
Fターム[4E096KA09]の内容
Fターム[4E096KA09]の下位に属するFターム
厚み (40)
Fターム[4E096KA09]に分類される特許
41 - 60 / 123
鋼線の製造方法
【課題】伸線時には十分な潤滑性能を発揮し、焼鈍雰囲気の制御が容易で、かつ鋼線コイルの圧着も荷崩れも発生させない鋼線の製造方法の提供
【解決手段】大気中で昇温速度10℃/minで加熱した場合の質量減少率が400℃で75%以上、600℃で97%以下である潤滑剤を使用して伸線して鋼線を得る工程と、この鋼線を巻き取って得た鋼線コイルを縦置きの状態で連続式焼鈍炉に装入し、400〜600℃の温度域での酸化性雰囲気における予備加熱、続いて600〜800℃の温度域での焼鈍を行う。
(もっと読む)
薄くポリマーコーティングされたマルテンサイト系ワイヤ
マルテンサイト、焼戻しマルテンサイト、ベイナイトまたはソルバイト構造を有する細長い鋼製エレメント(12)は、細長い鋼製エレメント(14)のすぐ上に厚さ20μm未満のポリマーコーティング(16)が施されている。摩擦係数および耐蝕性は、両方ともに、より低いコストのポリマーコーティングによって改善されている。 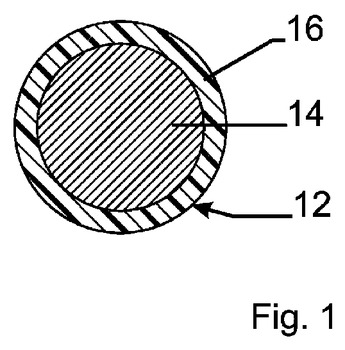 (もっと読む)
(もっと読む)
半軟化温度の低い銅荒引線の製造方法、銅線の製造方法及び銅線
【課題】Sとの親和力が大きな金属を添加する必要がなく、また、原料銅に高価な無酸素銅を使用する必要がなく、銅材料の軟化温度を十分に低下させることができる、工業的に極めて有利な半軟化温度の低い銅荒引線の製造方法、銅線の製造方法及び銅線を提供すること。
【解決手段】原料銅2を溶解して得た銅の溶湯を連続鋳造圧延して銅荒引線15を製造する方法において、溶湯中に含有する酸素及び硫黄について酸素濃度を20ppm以下、硫黄濃度を6ppm以下に夫々調整し、前記により調整された銅の溶湯を1120℃以下の鋳造温度で連続鋳造し、引き続き前記により得られた鋳造バー12を850℃〜550℃の温度範囲(圧延開始温度850℃、圧延終了温度550℃)で熱間圧延する。
(もっと読む)
高強度鋼線用線材、高強度鋼線及びこれらの製造方法

【課題】伸線工程中にパテンティング処理を施さなくとも製造可能な、強度・引張強さ等の機械的特性に優れた鋼線および同鋼線を製造するための線材、およびこれらの製造方法を提供する。
【解決手段】C:0.30〜0.50%、Si:0.1〜0.4%、Mn:0.2〜1.0%、Al:0.01%以下、Ti:0.01%以下、B:4〜30ppm、N:15〜35ppm、O:15〜35ppmを含有する鋼からなる、初析フェライトとベイナイトの面積率FA(%)が、FA≦−35×(%C)+22の範囲にあり、残部の95%以上がパーライトである線径3.6〜7mmの熱間圧延線材を得るとともに、パテンティング処理およびブルーイング処理を施すことなしに真ひずみ4以上の伸線を行い、線径Dが0.2〜0.4mm以下で、TS(MPa)が、3950−D×2600≦TSを満足し、かつ、ねじり試験時のデラミネーションが発生しない鋼線を得る。
(もっと読む)
高強度鋼線用線材、高強度鋼線及びこれらの製造方法
【課題】伸線工程中にパテンティング処理を施さなくとも製造可能な、強度・引張強さ等の機械的特性に優れた鋼線および同鋼線を製造するための線材、およびこれらの製造方法を提供する。
【解決手段】C:0.30〜0.50%、Si:0.1〜0.4%、Mn:0.2〜1.0%、Al:0.01%以下、Ti:0.01%以下、N:15〜35ppm、O:15〜35ppmを含有する鋼からなる、初析フェライトとベイナイトの面積率FA(%)が、FA≦−70×(%C)+41の範囲にあり、残部の95%以上がパーライトである線径3.6〜7mmの熱間圧延線材を得るとともに、パテンティング処理およびブルーイング処理を施すことなしに真ひずみ4以上の伸線を行い、線径Dが0.2〜0.4mmで、TS(MPa)が、3900−D×2600≦TSを満足し、かつ、ねじり試験時のデラミネーションが発生しない鋼線を得る。
(もっと読む)
内面溝付管の製造装置及び製造方法
【課題】引張り荷重の低減と安定を図ることで、長い管でも破断せずに管全長に亘って内面形状が安定した加工を行うことができる内面溝付管の製造装置及び製造方法の提供。
【解決手段】素管11aの引抜き方向Xに沿って、縮径加工部13、中間引抜き部、溝加工部を備え、前記縮径加工部13を、縮径ダイス22と、該縮径ダイス22とともに素管11aを縮径するフローティングプラグ23とで構成し、前記素管11aの外径Do(mm)、前記縮径ダイス22の径D2(mm)により、RD={(Do−D2)/Do}×100(%)であらわされる素管11aの縮径率RD(%)を、前記縮径加工部13においてRD≦30に設定し、前記フローティングプラグ23の外径D1(mm)、前記縮径ダイス22の径D2(mm)を、D1−D2≧0.1となるよう設定した。
(もっと読む)
導電性複合金属材料
【課題】長さ方向に渡って均一で、安定した導電性、機械的強度を備えた導電性複合金属材料を提供する。
【解決手段】本発明の導電性複合金属材料は、銅またはアルミニウムからなるマトリックス1と、前記マトリックス1よりも高強度の金属材で形成され、長さ方向に連続し、マトリックス1と相互に拡散することなく埋入された複数のフィラメント2を備える。そして、線材横断面におけるマトリックス1と全フィラメントの面積割合は1:0.01〜1:0.5とされる。
(もっと読む)
銅線の製造方法
【課題】冷間加工の加工度を増大でき、銅線を高強度化できる銅線の製造方法を提供する。
【解決手段】伸線ダイスを用いて銅線10を縮径する冷間加工工程(F1)を備えた銅線の製造方法において、上記冷間加工工程(F1)で形成された銅線11を複数本束ねて固相接合して銅線11を拡径する接合工程(F2)と、該接合工程(F2)で形成された銅線12を所望径まで伸線する複合線冷間加工工程(F3)とを備えたものである。
(もっと読む)
Cu−Ag合金線の製造方法及びCu−Ag合金線
【課題】極細のCu-Ag合金線を生産性よく製造できるCu-Ag合金線の製造方法及び極細のCu-Ag合金線を提供する。
【解決手段】Agを0.5〜15.0質量%含有する鋳造材を伸線して、最終線径が0.05mm以下の極細線を製造する。鋳造材は、断線に関与し得る0.2μm超の異物が非常に少ないものを用いる。最終線径に至るまでの伸線の途中段階にある線材であって線径φが1.0mm以下の線材の表面層を除去する。この表面層の除去は、表面層の除去前の線材の線径φの1/2をrとするとき、除去する表面層の厚さtがt/r≧0.02を満たすように行う。得られた極細のCu-Ag合金線や、このCu-Ag合金線を撚り合わせた撚り線は、同軸ケーブルの中心導体に好適に利用することができる。
(もっと読む)
マイクロカプセル、湿式伸線加工用潤滑剤および湿式伸線方法
【課題】より安定性の良好なマイクロカプセル、湿式伸線加工用潤滑剤および湿式伸線方法。
【解決手段】外殻および芯材を有するマイクロカプセルにおいて、外殻が非水溶性でかつ緻密であり、芯材として潤滑成分を封入したマイクロカプセルである。該マイクロカプセルを添加してなる湿式伸線加工用潤滑剤である。該湿式伸線加工用潤滑剤中で、伸線する湿式伸線方法である。マイクロカプセルは、粒径が10μm以下であることが好ましく、マイクロカプセル全体としての比重が0.9〜1.2であることが好ましい。また、外殻の厚さが粒径対比1〜20%であることが好ましい。
(もっと読む)
異径鋼管の製造方法
【課題】1パスの芯引き加工時に多段の縮径加工を行わせて、軸方向で径及び板厚が異なる異径鋼管を効率的に製造する。
【解決手段】素管外径よりも内径が小さい孔部を有するダイスと、鋼管内部に挿入して板厚を制御するためのプラグを使用する芯引き加工により1本の鋼管から板厚の厚い大径部と板厚の薄い小径部と前記大径部及び前記小径部を連結するテーパ部を備えた鋼管を製造する際、少なくとも二回以上の多段で加工する場合において、複数段のダイスを加工方向に沿って直列に配置し1パスで成形する。
また複数段全てのダイスを使用して芯引き加工した後、上流側のダイスを順次分割して被加工素管から外して芯引き加工を続行し、最終工程で最終段のダイスのみを使用して芯引き加工してもよい。
(もっと読む)
合金ワイヤの製造方法およびその製品
【課題】純金からなるボンディングワイヤと同一の機能を有する上、コストを大幅に低減できる合金ワイヤを提供する。
【解決手段】主材料である純銀を準備するステップ100と、主材料を真空溶解炉中に入れ、真空溶解炉中に副材料である純パラジウムを純銀と異なる比率で配合した後、混合溶解して銀パラジウム合金溶融金属を製造するステップ102と、銀パラジウム合金溶融金属を連続鋳造し、銀パラジウム合金線材に伸線するステップ104と、銀パラジウム合金線材を所定の直径の銀パラジウム合金ボンディングワイヤに伸線するステップ106と、を含む。
(もっと読む)
ばね用Niめっき鋼線およびその製造方法
【課題】耐熱性を向上させ、かつ、耐食性を付与した鋼線、特にばね用鋼線、およびその製造方法を提供する。
【解決手段】ばね用Niめっき鋼線は、重量%で、C:0.5〜0.8%、Si:1.2〜2.5%、Mn:0.5〜1.5%、Cr:0.05〜1.5%を含み、残部がFeおよび不可避的不純物からなり、表面に、厚さが2μm以上であるNiめっき層が形成されている。ばね用Niめっき鋼線は、さらにVおよびNiの一方もしくは両方を含んでもよく、その場合、これらの含有量はそれぞれ、V:0.05〜0.25%およびNi:0.05〜1.5%である。
(もっと読む)
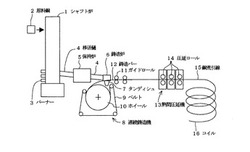
内面溝付管及びその製造方法
【課題】本発明は、熱伝導性能に優れ、小型化、軽量化を図ることができ、省資源化を実現することができる内面溝付管及びこのような内面溝付管を効率よく安定して製造することができる製造方法の提供を目的とする。
【解決手段】設置部50上を引抜方向へ移動可能な可動手段33と、該可動手段33と設置部50の間で加工荷重Pを測定可能で荷重検出手段35と、巻取りドラム36を兼ねた引抜手段16を補助する補助引抜手段17と、補助引抜手段17とともに可動手段33上に設置され、素管11aを加工する縮径手段13、及び、溝加工手段14とを備えた製造装置12を用いて、加工荷重をP(N)、溝加工手段通過後の管の軸方向に対する断面積、破断応力をそれぞれAC1(mm2)、σM(N/mm2)としたとき、Pが(AC1×σM)の0.5倍から0.9倍の間になるよう前記補助引抜手段17を制御することを特徴とする内面溝付き管の製造方法。
(もっと読む)
フローティングプラグを用いた超薄肉継目無金属管の製造方法
【課題】金属管の薄肉側の製造可能範囲を飛躍的に拡大できる冷間抽伸法による超薄肉金属管の製造方法を提案する。
【解決手段】噛込み入口側から仕上出口側に向かってその径が拡大する、一定である、または縮小する入側ソリッドダイスと、少なくとも噛込み入口近傍において径が縮小する出側ソリッドダイスとを同一パスライン上に接続して対向配設し、かつ、噛込み入口側から仕上出口側に向かって径が拡大するテーパ型プラグをパスライン上にフロートさせ、入側ソリッドダイス領域において、ソリッドダイスとプラグとの間で素管の肉厚中心径を拡大させながら肉厚を減じ、出側ソリッドダイス領域で、外径を圧下してテーパ型プラグをフローティングさせる拡径抽伸法である。本方法により、超薄肉継目無金属管の製造および長尺製管が可能となり、歩留り、能率等の面で工程の合理化が実現できるので、経済的メリットは極めて大きい。
(もっと読む)
電線導体の製造方法および電線導体
【課題】細径であっても十分な機械的強度および導電性を有し、かつ整直性にも優れる電線導体を得る。
【解決手段】直径0.01mm以上0.6mm以下の銅合金細線12を複数本、繊維束または紐11の周りに撚り合わせた後、円形圧縮加工を施す。
(もっと読む)
管状ワークの引抜加工方法
【課題】管状ワークの外表面を高平滑面に加工することができる管状ワークの引抜加工方法を提供する。
【解決手段】管状ワーク40の引抜加工方法は、管状ワーク40の外表面40a側を加工する引抜ダイス20と、ワーク40の中空部内に配置されるとともにワーク40の内表面40b側を加工する引抜プラグ30とを用いた方法であり、ワーク40が引抜ダイス20から離れたのち引抜ダイス20に再接触する材料流動を示す。ワーク40が引抜ダイス20から離れるワーク離れ位置Kとワーク40が引抜ダイス20に再接触するワーク再接触位置Mとの間におけるワーク40の最小外径をd1、引抜加工後のワーク40の外径をd3とするとき、次式(1)を満足するようにワークを引抜加工する。
0.95<d1/d3<1.1 …(1)
(もっと読む)
スチールワイヤの製造方法
【課題】安定した品質のゴム物品補強用スチールワイヤを得ることができるスチールワイヤの製造方法を提供する。
【解決手段】湿式伸線によるスチールワイヤの製造方法において、伸線前にスチールワイヤ表面に樹脂被膜層を形成する。前記樹脂被膜層の形成に用いる樹脂材料のバルクでの硬度がロックウェル硬度Mスケールで40〜90の範囲であることが好ましく、また、前記樹脂被膜層の厚みが伸線前の元スチールワイヤの線径Dに対して、D/1000以上であることが好ましく、さらに、前記樹脂被膜層は熱可塑性樹脂よりなることが好ましい。
(もっと読む)
管状ワーク用引抜加工装置
【課題】管状ワークの外表面を高平滑面に加工することができる管状ワーク用引抜加工装置を提供する。
【解決手段】引抜加工装置10は引抜ダイス20と引抜プラグ30を具備する。引抜ダイス20は、ワーク40が縮径加工されながら離れる第1曲面部1Cと、第1曲面部1Cにおけるワーク離れ位置Kよりも内側且つ下流側に配置されたダイスベアリング部2Bと、ダイスベアリング部2Bの上流端Fに滑らかに連なる第2曲面部2Cを有する案内部2Dと、を備える。案内部2Dは、第1曲面部1Cから離れたワーク40と再接触して該ワーク40を縮径加工しながらダイスベアリング部2Bへ案内するものである。引抜プラグ30は、ダイスベアリング部2Bの長さL4よりも短いプラグベアリング部3Bを備える。プラグベアリング部3Bは、ダイスベアリング部2Bに対応する位置に配置される。
(もっと読む)
マグネットワイヤ用銅線の製造方法及びマグネットワイヤ用銅線並びにマグネットワイヤ
【課題】皮剥ぎ加工前の伸線加工の加工度を最適化することで、樹脂被覆層の膨れ等の欠陥を低減したマグネットワイヤを提供する。
【解決手段】銅溶湯12を連続的に引き上げて鋳造線材18を形成し、鋳造線材18をダイス21を用いて皮剥ぎ加工してマグネットワイヤ用銅線25を得るマグネットワイヤ用銅線の製造方法であって、鋳造線材18を加工度30〜40%で伸線加工した後に皮剥ぎ加工する。
(もっと読む)
41 - 60 / 123
[ Back to top ]