
Fターム[4F201AB02]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 添加剤、配合剤 (1,838) | 機能を特定したもの (995) | 発泡剤、膨張剤 (84)
Fターム[4F201AB02]に分類される特許
21 - 40 / 84
発泡性芳香族ビニルポリマーの製造プロセスの開始方法
下記(a)〜(f)を有する発泡性芳香族ビニルポリマーペレット製造プロセスの開始法:(a)発泡剤と添加剤(任意成分)を含む溶融した芳香族ビニルポリマーの導入手段と、小さい直径の複数の孔を有するダイプレートとペレットを製造するためのカッター手段とを有する造粒機(S)を用意し、(b)発泡剤と添加剤(任意)を含む溶融した芳香族ビニルポリマーを導入する手段と、大きい直径の複数の孔を有するダイプレートと、ペレットを製造するためのカッター手段とを有する造粒機(L)を用意し、(c)ポリマーの流速が造粒機(S)の運転領域になるまで且つ発泡剤と添加剤(任意)の比率を仕様内にして、発泡剤と添加剤(任意)を含む発泡性芳香族ビニルポリマーペレットをペレタイザ(L)へ送り、(d)発泡剤と添加剤(任意)を含む溶融した芳香族ビニルポリマ流れを造粒機(S)に切り換え、この造粒機(S)を発泡性芳香族ビニルポリマーのペレットを製造するのに有効な条件で運転し、(e)造粒機(S)から発泡性芳香族ビニルポリマのペレットを回収し、(f)段階(c)で製造したペレットを回収し、次の段階(d)へ溶融状態で再循環する(任意)。 (もっと読む)
熱可塑性樹脂粒子の製造装置および製造方法

【課題】カット不良による不良粒子の発生を抑制することができると共に、切断刃とノズルダイ表面との摩擦抵抗を低減してペレタイザーの寿命を延ばすことができる熱可塑性樹脂粒子の製造装置を提供する。
【解決手段】表面にノズル15が形成されたノズルダイ1を有しノズルから溶融した熱可塑性樹脂を押し出す押出機と、ノズルから押し出された樹脂を冷却する冷却水を収容する冷却室部4と、冷却室部4内に設けられてノズルダイの表面に接触しながら回転することによりノズルから押し出されて冷却された樹脂を粒子状に切断する切断刃30と、切断刃を回転させる回転駆動部と、冷却室部内に冷却水を供給しかつ樹脂粒子と共に排出して冷却水のみを冷却室部内に循環させる冷却水循環系とを備え、切断刃は、その刃部の厚みをtとし、ノズル15の直径をdとすると、0<t/d≦17の関係を満たすことを特徴とする熱可塑性樹脂粒子の製造装置。
(もっと読む)
混練装置及びトナー製造方法

【課題】石臼型の連続混練装置で混練対象物を効率よく冷却し、混練対象物に対して十分なせん断力を作用させることが出来る連続混練装置を提供する。
【解決手段】回転円盤部材14及びスクリュ部材15が固定された駆動軸部材125を回転することで、筒状の固定部110の内部空間内の混練対象物を回転軸方向に搬送しながら、固定部110の内壁と回転円盤部材14の表面とが対向する領域でせん断力を付与することよって通過する混練対象物を連続的に混練する連続混練装置で、回転円盤部材14よりも混練対象物の搬送方向上流側に配置されたスクリュ部材15に混練対象物よりも低温の冷媒が通過するスクリュ用冷媒通路15aを設ける。
(もっと読む)
発泡剤混合樹脂粉粒体及び発泡樹脂成形品の製造方法
【課題】発泡倍率が安定しかつ耐熱性及び耐衝撃性が高い発泡樹脂成形品を製造することが可能な発泡剤混合樹脂粒体及び発泡樹脂成形品の製造方法を提供する。
【解決手段】本発明のエンジンカバー10の製造方法では、エンジンカバー10の主成分であるベース樹脂(ポリアミド)を、発泡剤混合樹脂粉粒体にて発泡させてエンジンカバー10を成形する。その発泡剤混合樹脂粉粒体は、発泡剤の粉粒体と樹脂の粉粒体とを結合剤にて結合させた構造になっているので、発泡剤の発泡開始温度より融点が高い高耐熱樹脂(ポリアミド)を発泡剤の粉粒体の結合対象の樹脂として使用することができる。これにより、耐熱性が要求されるエンジンカバー10を製造する場合に、ベース樹脂の融点とそのベース樹脂に発泡剤と共に添加される樹脂の融点との差異が抑えられ、それら樹脂同士の相溶性の低下を防ぎ、耐熱性及び耐衝撃性が高いエンジンカバー10を製造することができる。
(もっと読む)
エクストルーダーおよびそれを用いた生分解性発泡成形物の原料の製造方法
【課題】性状が異なる材料であっても均一に撹拌・混合して押出し成形できるエクストルーダーを提供すること。
【解決手段】エクストルーダーは、温度制御される細長いシリンダーと、シリンダー内で互いに平行に並び同方向に軸回転する一対の細長いスクリューとを備え、各スクリューは、シリンダーに供給された材料をシリンダーの基端側から先端側へ搬送する複数のボールスクリューと搬送されてきた材料を撹拌・混合する複数のニーディングスクリューが交互に組合されてなる。
(もっと読む)
熱成型に使用されるポリオレフィン系樹脂積層発泡シート及びそれを使用した熱成型物品
【課題】剛性や耐衝撃性が向上し、発泡層の表面の触感や外観も改良された、自動車用内外装材に適した発泡シートの提供。
【解決手段】(C)/(A)/(B)/(A)の層構成を有し、各層は以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート(A)無機系充填材を5〜55重量%、ポリオレフィン系熱可塑性樹脂を95〜45重量%含有する、ポリオレフィン系複合樹脂組成物層であり、該組成物のMFRが0.2〜20g/10分である(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍で、連続気泡率が30%以下である(C)10〜500μmの厚みを有す発泡エラストマー層であり、発泡倍率が1.2〜3倍であり、デュロ硬度Aが90以下であり、MFRが30g/10分以下である。
(もっと読む)
混合吐出装置
原料を含む2種以上の液体であって、少なくとも1つが発泡剤をさらに含有する液体を加圧下で混合するミキシングチャンバー(1)と、当該チャンバーに連通し、下流方向へ断面積が減少する内周面を有するテーパード通路(3)と、テーパード通路に挿入され、前記内周面に対応する外周面を有するテーパードピストン(2)と、前記内周面と前記外周面とが当接する位置からテーパードピストンを後退させて、特定の間隙を形成するアクチュエータと、テーパード通路に連通する緩衝通路(5)と、前記混合物を最終的に吐出する吐出口(4)と、を備える混合吐出装置。緩衝通路は、混合物の膨張を穏やかにする構造を有する。アクチュエータは、テーパードピストンの後退量の制御により間隙の幅Dを変化させて、ミキシングチャンバーが維持する圧力と、テーパード通路における混合物の圧力が減ずる程度とを調整する。 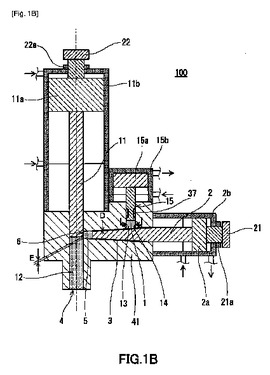 (もっと読む)
(もっと読む)
発泡性熱可塑性樹脂粒子とその製造方法、予備発泡粒子及び発泡成形体
【課題】揮発性有機化合物の残存量を低減でき、揮発性有機化合物の残存による発泡成形体の耐熱性能の悪化をなくして十分な耐熱性を得ることができる発泡性熱可塑性樹脂粒子の提供。
【解決手段】DSC法によって測定されるガラス転移点温度が110℃以上の耐熱性樹脂、又は該耐熱性樹脂とポリスチレン系樹脂との混合樹脂からなる熱可塑性樹脂に揮発性発泡剤を含有させた発泡性熱可塑性樹脂粒子であって、前記熱可塑性樹脂100質量部に対し、融点が65℃以上の高級脂肪酸系滑剤0.01〜1.0質量部を含有させたことを特徴とする発泡性熱可塑性樹脂粒子。
(もっと読む)
発泡性熱可塑性樹脂粒子の製造方法、熱可塑性樹脂発泡粒子の製造方法及び熱可塑性樹脂発泡成形体の製造方法
【課題】水中ホットカット法による発泡性熱可塑性樹脂粒子の製造において、小粒で粒径の揃った発泡性熱可塑性樹脂粒子を連続生産することが可能な技術の提供。
【解決手段】樹脂吐出面を有するダイス本体を少なくとも有する造粒用ダイス1を取り付けた樹脂供給装置2に熱可塑性樹脂を供給して溶融混練させる工程と、熱可塑性樹脂を造粒用ダイスに向けて移動させながら熱可塑性樹脂に発泡剤を注入して発泡剤含有樹脂を形成する工程と、ダイス本体の樹脂吐出面に開孔したノズルから吐出される発泡剤含有樹脂をカッター3により冷却媒体中で切断して発泡性熱可塑性樹脂粒子を得る工程とを有し、ダイス本体の温度が発泡剤含有樹脂の溶融樹脂温度より115℃〜200℃高い範囲となるように温度制御しつつ、発泡性熱可塑性樹脂粒子を得る方法。
(もっと読む)
断熱性シート及び断熱性シートの製造方法
【課題】 平滑性及び印刷性に優れた断熱性シートを提供することを課題とする。また、断熱性シートを平滑性及び印刷性に優れたものとし得る断熱性シートの製造方法を提供することを課題とする。
【解決手段】 ポリスチレン系樹脂成分と不活性ガスとを含むポリスチレン系樹脂組成物が押出発泡を経てなる断熱性シートであって、前記ポリスチレン系樹脂成分が、加熱溶融された後に冷却固化された熱履歴ポリスチレン系樹脂を含有していることを特徴とする断熱性シートを提供する。
(もっと読む)
発泡ポリウレタンの製造方法および断熱箱体
【課題】高品質な発泡ポリウレタンを提供する。
【解決手段】ミキシングヘッド103の上流側で略大気圧で沸点が零度以下の発泡剤106を含有した第3の原料105と第1の原料101を混合するものであり、第1の原料101と第3の原料105は混合されたあと、ミキシングヘッド103にて第2の原料102と混合されて系外に吐出される。つまり、第3の原料105は、第1の原料101と第2の原料102の主たる原料の経路とは別経路で発泡剤106を含有させるので、十分な混合時間を確保でき、均一に混合することができる。このため、発泡ポリウレタン原料中へ適正な量の発泡剤106を含有させることができるので、高品質な発泡ポリウレタンを製造することができる。
(もっと読む)
2液硬化型樹脂供給装置
【課題】各容器内の液量が変化しても、常に一定の比率で2液を供給できるようにしながら、作業現場への装置の運搬性の良い2液硬化型樹脂供給装置を提供する。
【解決手段】2液硬化型樹脂の互いに異なる2種類の原料液を夫々各別に気密状態で収容自在な耐圧性の第1、第2容器1,2を設け、未硬化の2液硬化型樹脂を吐出自在なノズル装置3を設け、第1容器1の収容液排出部とノズル装置3とを接続する第1ホース4と、第2容器2の収容液排出部とノズル装置3とを接続する第2ホース5とを設け、第1容器1内の第1原料液と第2容器2内の第2原料液とを混合する混合部6を、ノズル装置3に設けて、第1容器1と第2容器2とに加圧ガスを供給自在なコンプレッサー7を設け、第1ホース4と第2ホース5とに夫々流量調整弁8を設けてある。
(もっと読む)
ウレタンフォームの加熱方法および加熱炉
【課題】より効率的に加熱でき、揮発性有機化合物質を容易に取り除くことができるウレタンフォームの加熱方法および加熱炉を提供する。
【解決手段】揮発性有機化合物質を含む軟質ポリウレタン発泡原料を発泡させ、シート状に加工したウレタンフォーム3を形成した後、ウレタンフォーム3を、加熱炉10中を通過して加熱するウレタンフォーム3の加熱方法であって、加熱炉10内においてウレタンフォーム3の進行方向を複数回変更させ、ウレタンフォーム3に熱風をあてるウレタンフォームの加熱方法である。加熱炉10内においてウレタンフォーム3の進行方向を変更させる機構4と、ウレタンフォーム3に熱風をあてる熱風の供給口6を有する加熱炉10である。
(もっと読む)
ポリウレタンフォーム製造装置
【課題】給送中に二酸化炭素が気化することを防止することができるポリウレタンフォーム製造装置を提供する。
【解決手段】液化二酸化炭素の供給量を制御するために、供給ポンプの駆動時に開閉弁が開放状態になるように、前記供給ポンプに連動して開閉弁26の開閉を切り替える弁制御手段10を備えたポリウレタンフォーム製造装置である。弁制御手段10は、前記供給ポンプ31,41の可動部分及び前記供給ポンプの可動部分に対して固定された状態に設けられた、複数の被検出部材53及び前記被検出部材の駆動を検出してポンプ動作信号を発信する検出部材51と、前記検出部材51より発信されたポンプ動作信号の検出の有無によって開閉弁26の開閉を切り替え制御する動作制御部11と、を備える。
(もっと読む)
発泡材の製造方法及び発泡材
【課題】押出機の内部における原料の分散不良を防ぐことができ、押出機を使用して成形品を長時間連続して作ることができる発泡材及びその製造方法を提供する。
【解決手段】発泡材製造方法は、混合物製造工程と、ペレット成形工程と、発泡材製造工程とからなる。混合物製造工程では、それぞれ粒径を30〜200μmとした親水性高分子とポリオレフィン系熱可塑性合成樹脂と植物繊維と無機化合物との微粉体と水Wとを混練機に投入して混練して混合物を得、これを造粒機で水分量が5〜30重量%の範囲のペレット1Aを製造し、これを押出機15に投入して150〜190℃で加熱混練し、水分を気化させ、ダイから押し出して気泡を膨張させて20〜80倍に膨張させ、冷却固化して発泡材7。
(もっと読む)
繊維状フィラー含有樹脂複合材料の製造方法
【課題】既存の二軸スクリュ押出機を用い、熱可塑性樹脂中に分散させる繊維状フィラーの短繊維化を抑制する。
【解決手段】二軸スクリュ押出機の投入口2より熱可塑性樹脂を供給し、可塑化部Aで完全に溶融させて樹脂発泡体形成部Bに移送する。樹脂発泡体形成部Bにおいて、ガス供給装置5で加圧した不活性気体(もしくは超臨界流体)を注入し、溶融樹脂中に分散または溶解させる。そののち溶融樹脂は、樹脂発泡体形成部下流側端のシール機構14を通過して脱気口にて急激に降圧されることで、部分的に不活性気体を含んだ樹脂発泡体が形成される。この樹脂発泡体にサイドフィーダー9により繊維状フィラーを添加して解繊および混練を行い、真空脱気口10から真空ポンプ11を用いて溶融樹脂中に残存した不活性気体および水分を強制的に除去し、ダイ12より繊維状フィラー含有樹脂複合材料を押し出す。
(もっと読む)
容器成形用ポリ乳酸系樹脂発泡粒子及びその製造方法、並びに、容器成形用ポリ乳酸系樹脂発泡粒子を用いたポリ乳酸系樹脂発泡容器の製造方法
【課題】型内発泡成形によって耐熱性、耐油性及び機械的強度に優れたポリ乳酸系樹脂発泡容器を得ることができる容器成形用ポリ乳酸系樹脂発泡粒子を提供する。
【解決手段】容器成形用ポリ乳酸系樹脂発泡粒子の製造方法は、回転刃5をノズル金型1の前端面に常時、接触させながら所定回転数で回転させ、ノズル金型から押出発泡されたポリ乳酸系樹脂押出物を上記回転刃によって切断しているので、ポリ乳酸系樹脂押出物を確実に切断して、略球状のポリ乳酸系樹脂発泡粒子を得ることができる。従って、ポリ乳酸系樹脂発泡粒子を型内発泡成形に用いた場合には、ポリ乳酸系樹脂発泡粒子は全方向に略均一に発泡して、発泡粒子同士が互いに全方向において強固に熱融着一体化する。
(もっと読む)
発泡性熱可塑性樹脂粒子の製造方法、熱可塑性樹脂発泡粒子の製造方法及び熱可塑性樹脂発泡成形体の製造方法
【課題】水中ホットカット法による発泡性熱可塑性樹脂粒子の製造において、造粒用ダイスの先端部の温度を制御することで、効率よくノズルの目詰まりを防ぐことができ、均一な粒径の粒子を長期間に渡って生産することが可能な技術の提供。
【解決手段】造粒用ダイスの樹脂吐出面に開孔したノズルから吐出される発泡剤含有樹脂をカッターにより冷却媒体中で切断して発泡性熱可塑性樹脂粒子を得る水中ホットカット法による発泡性熱可塑性樹脂粒子の製造において、冷却媒体と接するダイスの樹脂吐出面から、発泡剤含有樹脂の吐出方向と逆向きの方向に2〜3mmの位置でのダイス温度が、熱可塑性樹脂のビカット軟化点温度のマイナス30℃〜プラス20℃の範囲となり、且つ冷却媒体の温度が10〜60℃の範囲となるように温度制御しつつ、発泡性熱可塑性樹脂粒子を得ることを特徴とする発泡性熱可塑性樹脂粒子の製造方法。
(もっと読む)
2液硬化型樹脂発泡体の成形方法及び成形装置
【課題】 発泡剤としての炭化水素類のODP、GWPにおける優れた性能、低熱伝導率である点、二酸化炭素のみを用いた場合と比較して樹脂発泡体の寸法安定性をより長期間維持することができる点に着目し、発泡剤として炭化水素類に代表される可燃性ガス又は液体を混合して用いることにより、混合ガスが空気中に飛散したときの引火・爆発を防止できる、即ち、発泡成形時、及び、成形前の樹脂原料輸送中などにおける漏洩時に引火,爆発のおそれがなく安全性が高い新たな2液硬化型樹脂発泡体の成形方法及び成形装置を提供すること。
【解決手段】 樹脂原料に発泡剤を混合し発泡・硬化させる2液硬化型樹脂発泡体の成形方法において、発泡剤として、不活性ガス又は不活性液化ガスと可燃性ガス又は可燃性液体を混合して得られる混合ガス又は混合液化ガスを用いること。
(もっと読む)
反応液分割分液コートハンガー形ダイ並びに、該ダイを使用した紐状樹脂成形体の製造方法並びに製造装置
【課題】複数の紐状樹脂成形体を連続して製造するために使用する従来の反応液分液コートハンガー形ダイは各部位の流量調整が自由にコントロールできないために長時間安定して一定寸法精度の紐状樹脂成形体が製造できなかった。
【解決手段】液仕切具はダイリップに位置させ、その川上に分割流量調整板を位置させ、各分割流量調整板それぞれに調整ボルトを設けることによって自由に各部位の流量を調整可能とした。このことによって反応性樹脂を用いて長時間運転する場合に、ゲル化によって起こる流量の低下した部位の流量を隣接の状態に係わらず分割流量調節板にて流量調整し、長時間運転を可能とした。
(もっと読む)
21 - 40 / 84
[ Back to top ]