
Fターム[4F201BQ37]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 貯蔵、供給、搬送 (2,630) | 構成部品、付属装置、補助装置 (1,474) | 材料の保持、固定手段 (118)
Fターム[4F201BQ37]の下位に属するFターム
Fターム[4F201BQ37]に分類される特許
1 - 20 / 63
ストランド送出し装置およびペレット製造機

【課題】ストランドを高速に切断する際にも暴れ防止部材とストランド搬送面との間にストランドが挟まらず、ストランドの搬送に障害が発生することを防止できるストランド送出し装置を提供する。
【解決手段】ストランドを上部送出しローラ21と下部送出しローラ22とで送出し、上部送出しローラ21を下部送出しローラ22との間隔が変更できるようにローラ支持部30が支持し、ストランドの上下動を抑止する暴れ防止部材40は、ローラ支持部30に上下の変位可能に取り付けた隙間調節部材50において、ローラ支持部30よりも下方となる下部に回動可能に枢支し、暴れ防止部材40が上部送出しローラ21に当たらないように暴れ防止部材40の上動を制限する上動制限部と、下動を制限する下動制限部とを設けた。
(もっと読む)
複合材料の製造装置および製造方法

【課題】プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる装置および方法の提供。
【解決手段】型Mの一端から他端へ移動しながらプリプレグ11を型Mに供給する供給機構20と、供給機構20に連動して型Mの一端から他端へ移動しながらプリプレグ11層間のエアを抜出すエア抜き機構30を具備し、供給機構20はプリプレグ11と離型紙12の積層物10を巻き出すプリプレグ巻き出し手段21、離型紙12を巻き取る離型紙巻き取り手段22、プリプレグ11を位置補正する位置補正手段23を備え、エア抜き機構30は横並びに隣接して配列した複数の円板からなる、円柱状かつエア抜き機構30の移動方向Fに湾曲した押さえ手段31を備える複合材料の製造装置1。
(もっと読む)
プレス成形機への成形材料供給装置
【課題】成形材料の下型へのセット時に、テーブル端から自重落下する成形材料の端部が反動により捲れ上がって2重に折り重なるのを回避できるプレス成形機への成形材料供給装置の提供を図る。
【解決手段】成形材料Sを下型2の型面2a上に投入した際に、テーブル4の端部上から最終的にずれ落ちる成形材料Sの端部を、一方のシワ取りバー5Rと、投入ガイド部材7と、緩衝用バー6とに順次に連続して受け止めて、これら両バー5R,6間に略平坦状に橋渡し可能となり、端部の自重落下による反動を小さく抑制してその捲れ上がりを回避する。
(もっと読む)
複雑な形状寸法を有する複合積層材を形成及び適用するための方法と装置
【課題】ダブラーのような積層を形成してマルチ輪郭を含む複雑な表面形状を有する複合構造に適用するための方法と装置の提供
【解決手段】複合積層材20がツール26上に形成されて、凹凸を有する部品の上に配置される。ツールは、部品の輪郭とほぼ一致する凹凸を有している。空間内におけるツールに対する部品の位置を表わす一組の位置データ45aが生成される。自動マニピュレータ36は、この位置データを使用して、部品の近くへとツールを動かし、凹凸を有する積層材を部品の上に配置する。
(もっと読む)
半導体製造装置、及び半導体装置の製造方法
【課題】リードフレームからランナー樹脂を分離することを容易にすることができる。
【解決手段】第1押さえ部材100は、ランナー樹脂320が一面側に凸状に湾曲する形状にリードフレーム300を保持している。第2押さえ部材200のうち第1押さえ部材100と対向する面は、凸状に湾曲したリードフレーム300に沿う形状を有している。制御部150は、ランナー樹脂320と重なる位置に設けられた貫通穴120を通して可動な複数のピン140を、両端部から中心部に向けて順次ランナー樹脂320を押し上げる方向に突出させる。
(もっと読む)
プリフォームの製造方法
【課題】比較的大型あるいは肉厚のFRPの成形前駆体としての強化繊維基材のプリフォームを効率よく賦形でき、一連の工程を自動化可能なプリフォームの製造方法の提供。
【解決手段】少なくとも(1)接着材料を表面に付与した、予め所定形状に裁断したシート状強化繊維基材を準備する工程、(2)強化繊維基材を成形型へ搬送する工程、(3)強化繊維基材を成形型の下型上に配置する工程、(4)下型上の強化繊維基材を分割上型でプレスすることにより所定形状に賦形する工程、(5)強化繊維基材の積層体を加熱することにより接着材料を軟化または溶融させて強化繊維基材同士を接着する工程、(6)接着材料を冷却により固化させて強化繊維基材同士を一体化して積層体の賦形形状を目標とする所定形状に固定する工程、(7)賦形された積層体を脱型する工程を有するプリフォームの製造方法。
(もっと読む)
生カバー変形矯正装置
【課題】生カバーを加硫装置にセットする前に、生カバーの変形を矯正してタイヤ品質を確実に向上させることができる生カバー変形矯正装置を提供する。
【解決手段】タイヤ加硫装置に生カバーを供給するバーチカルローダーに設けられる生カバー変形矯正装置であって、前記生カバーの上ビード部を係止して前記生カバーを吊り上げる上係止体を有する装置本体と、前記装置本体の下側に配置され、前記生カバーの下ビード部を係止する下係止体を有する調整体と、前記上下の係止体間の鉛直方向の距離を変更することにより、前記生カバーの変形を矯正する距離変更手段とを備えていることを特徴とする。
(もっと読む)
樹脂成形品
【課題】プリント基板等に取り付けるために1個ずつ取り上げる際に絡み合わないクランプを提供する。
【解決手段】クランプ1は、キャリアフィルム20を不可逆的に変形させなければキャリアフィルム20から分離できない連結構造にてキャリアフィルム20と連結されて出荷されて、使用時にはキャリアフィルム20から分離されるので、例えばプリント基板等に取り付けるにあたってキャリアフィルム20から1個ずつ分離すればよく、その際にクランプ1同士が絡み合ってしまって作業性が低下するおそれはない。キャリアフィルム20に整然と連結されているので員数不足又は員数過剰は生じない。クランプ1を分離した痕跡がキャリアフィルム20に残り白変するので、破断痕を数えることで納品数に不足又は過剰があったか否か(紛失や組み付け忘れはなかったか)を容易に検認できる。
(もっと読む)
モールド用タブレット選別及び供給装置
成型装置でモールド用タブレットを選別してプレサイザに供給するモールド用タブレット選別及び供給装置に関し、タブレットが挿入されて収容される複数の収容溝が円周方向に沿って一定の間隔に形成され、回動手段によって垂直な軸を中心に一定の角度ずつ回転しつつ収容溝内に挿入されたタブレットの位置を一定の角度ずつ可変させる回転ブロックと、前記回転ブロックの収容溝内側にタブレットを供給するタブレット供給ユニットと、前記回転ブロックの収容溝内に収容されているタブレットの不良有無を検査する検査ユニットと、前記回転ブロックの収容溝内に収容されている良品と判定されたタブレットを上側のプレサイザに搬送するタブレット搬送ユニットと、前記回転ブロックの収容溝内に収容されている不良品と判定されたタブレットを収容溝から引き出して除去する不良除去ユニットを含んで構成される。 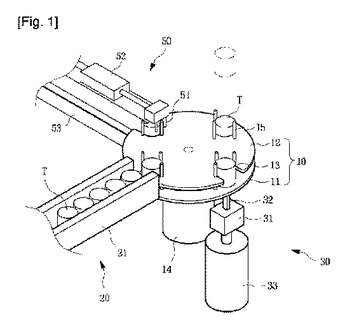 (もっと読む)
(もっと読む)
偏肉樹脂シートの製造方法
【課題】従来よりさらにアニール処理を短くして、生産性を向上させることができる偏肉樹脂シートの製造方法を提供することを目的とする。
【解決手段】溶融した樹脂をダイ12からシート状に押し出す押出工程100と、押し出した溶融樹脂シート14aを型ローラ16とニップローラ18で挟み、型ローラ16の表面の加工形状を転写し、樹脂シート14を成形するシート成形工程114と、樹脂シート14を剥離ローラ20から剥離する剥離工程115と、樹脂シート14を加熱装置22で加熱しながら搬送する搬送工程と、樹脂シートの幅方向における表面の最高温度が(Tg−40)℃以上Tg以下の温度で、樹脂シート14を切断する切断工程124と、樹脂シート14を、(Tg−40)℃以上Tg℃以下の温度で連続的にアニール処理を行うアニール処理工程126と、を有することを特徴とする偏肉樹脂シートの製造方法である。
(もっと読む)
樹脂成形品の端末処理装置及び端末処理方法
【課題】第一延出部と第二延出部の各末端側部位が、十分な意匠性を確保しつつ、有利に切断され得る樹脂成形品の端末処理技術を提供する。
【解決手段】保持手段20の第一及び第二裏当て面36a,36bに樹脂成形品10の第一及び第二延出部14a,14bを接触、保持させた状態下で、第一及び第二切断操作進行手段にて、第一及び第二切断刃22aを該第一及び第二延出部14a,14bに押し付けて、食い込ませることにより、該第一及び第二延出部14a,14bの末端部位の切断操作を進行せしめる一方、切断操作が行われていない該第一及び第二延出部14a,14bのうちの一方に押圧力が加えられたときに、該一方の延出部14a,14bが、撓み変形して、第一及び第二裏当て面36a,36bから離間するのを許容し得るように構成した。
(もっと読む)
樹脂投入装置
【課題】繰り返しの樹脂投入でも樹脂の噛み込み等による動作不良を起こすことがなく、簡易且つ正確に樹脂を投入することが可能な樹脂投入機構を提供する。
【解決手段】皿部102に収容されている樹脂110を下型130へと投入する樹脂投入装置100であって、皿部102を反転させることが可能な容器反転機構104を備え、反転させる際の少なくとも一定の時間、皿部102に収容されている全ての樹脂110に対して皿部102の底面側に向かう押圧力が発生するように反転させる。
(もっと読む)
偏肉樹脂シートの製造方法及び積載方法並びに積載物
【課題】複数の偏肉樹脂シートをまとめてアニール処理することができ、且つ、偏肉樹脂シートの変形を抑制することができる偏肉樹脂シートの製造方法および積載方法を提供する。
【解決手段】偏肉の樹脂シートSは、積載装置34によって厚み方向に重ねて積載された後、アニール処理装置60によってアニール処理される。積載装置34は、樹脂シートSのみを重ねた際に形成される空隙にクッション材41を入れて積載する。
(もっと読む)
プラスチック・コンテナのためのプレフォーム、および、プレフォーム・ホルダ
本発明は、特に加圧された飲料向けの缶の形のプラスチック・コンテナのためのプレフォーム、および、コンテナ製造工程におけるプレフォーム・ホルダに関するものである。プレフォーム(10)は、薄い外側フランジ(4)で終端する首(3)を有する本体(1)から構成される。サポート・フランジ(6)が首(3a)の内側の壁の上に形成される一方で、首(3b)の外側表面は均等である。プレフォーム・ホルダは、ポケット(13)を備えた本体(11)を含む。ポケットは、弾力的な型締リング(15)で本体(11)に固定された移動できるように固定された締金(14)を収容する。締金(14)は、プレフォーム(10)の薄い外側フランジ(4)が載置される座部(17)を通じて達する歯(16)で各々終端する。座部(17)の内側の側壁は、プレフォーム(10)のサポート・フランジ(6)を収容するためにそれに刻まれた溝(19)を有する。 (もっと読む)
バリ除去構造を備えた中空体およびそのバリ除去方法
【課題】バリ切断部位に加わる切断刃の荷重による変形歪みが周辺に波及するのを防止し、開口部の寸法精度を大きく向上させることができるバリ除去構造およびそのバリ取り方法を提供する。
【解決手段】ダクト1は、ブロー成形された樹脂製の中空体の不要部分であるバリ2をブロー成形後に切断するバリ除去構造を備えた中空体である。ダクト1のバリ切断部位4には、それに沿って少なくともバリ2側または製品側(本体部分側)に撓み抑制構造5を備えている。ダクト1のバリ切断部位4に沿ってバリ2側に備える撓み抑制構造5は、補強リブを構成する1つまたは2つ以上の凹部6で構成されている。
(もっと読む)
溶融樹脂供給装置
【課題】溶融樹脂を保持する保持ユニットに付着物が付着することを防止し、保持ユニットの清掃サイクルを短縮することができる溶融樹脂供給装置を提供する。
【解決手段】押出機から排出されてカッターによって切断された溶融樹脂を保持する開閉自在のホルダー22,23及び基部21を有する保持ユニット17を備えている。保持ユニット17は、ホルダー22,23を開放させて溶融樹脂を圧縮成形機の雌型に投下するようにした。基部21の内周面に上下方向に延びる複数の縦溝18を形成するようにした。
(もっと読む)
樹脂ベルトの製造方法および製造装置
【課題】工程増を伴うことなく、経時変化によるセット跡の発生を防止することが可能なコスト性に優れた樹脂ベルトの製造方法および製造装置を提供する。
【解決手段】押出機から、環状ダイス11を介して押出した熱可塑性樹脂を含む組成物を、冷却固化させてチューブ状に成形する樹脂ベルトの製造方法である。環状ダイス11から押出されたチューブ状の組成物1を、第1マンドレル12の外周に担持させて冷却し、次いで、第1マンドレル12の直径以下の直径を有する第2マンドレル13に担持させた状態で、熱可塑性樹脂のガラス転移温度以上融点以下の所定温度にて熱処理した後、連続的に引き取る。
(もっと読む)
樹脂供給装置
【課題】カッターマークの両端部に形成される角形状の痕跡をプリフォームの成形時に消滅若しくはプリフォーム胴部の側壁まで及ばせなくさせることができる樹脂供給装置を提供すること。
【解決手段】圧縮成形機に溶融樹脂を供給する樹脂供給装置には、軌道上を回転可能に移動する保持ユニット17を備え、保持ユニット17には溶融樹脂の保持及び解放が可能な一対のホルダー22,23を備えている。カッターによる溶融樹脂の切断時に溶融樹脂の切断方向に対して直角方向へ向けて樹脂の切断面に直線状のカッターマーク29が形成される。一対のホルダー22,23による溶融樹脂の保持時に、カッターマーク29の端部をカッターマークの内側へ変形させる突部32,33をホルダー22,23の内周面に形成した。
(もっと読む)
原料投入方法
【課題】生産に関する管理を容易にするとともにコンパウンドの品質も安定させることが可能な、原料投入方法を提供する。
【解決手段】本発明の原料投入方法は、先ずはじめに各原料1、11、21を個別に計量する。次に、所定量毎に袋5、15、25に袋詰めして定量原料6、16、26を得る。ここまでは予め別工程で行う。続いて、各原料の必要量に応じて定量原料6、16、26を準備し、この準備した定量原料6、16、26を混練機31に投入する。複数種の原料が定量的に混練機31に投入され、混練及び造粒がなされると、品質の安定したコンパウンドを使用することができるようになる。
(もっと読む)
オーブン、及び高分子フィルムの製造方法
【課題】内槽内の被加熱物の熱履歴を均一にできるオーブンを提供する。
【解決手段】オーブン1は、第1側壁4aに熱風導入口13が形成され、第2側壁に排気口16が形成された内槽4と、内槽を囲む外槽6と、内槽と外槽の間隙にある加熱手段8と、熱風12を熱風導入口から内槽内を通過させ、排気口から内槽と外槽の間隙へ還流させる送風手段9と、熱風導入口の周りにあり、熱風導入口を挟んで熱風の上流側と反対側で熱風に対向する第1集風板18と、熱風導入口の風上側にあり、熱風の循環方向に沿って配置され互いに対向する第2集風板26とを備え、熱風導入口の開口面積が内槽4内の被加熱物100を第1側壁に投影した面積よりも大きく、熱風導入口は、第1側壁に垂直な方向から見て被加熱物全体が熱風導入口の内側に収まるように位置する。
(もっと読む)
1 - 20 / 63
[ Back to top ]