
Fターム[4F201BQ41]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 貯蔵、供給、搬送 (2,630) | 構成部品、付属装置、補助装置 (1,474) | 位置決め手段 (47)
Fターム[4F201BQ41]に分類される特許
1 - 20 / 47
シート原料の切幅表示装置
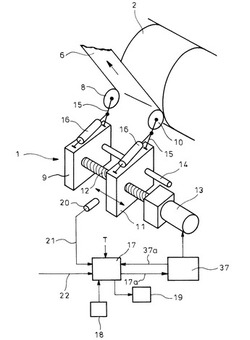
【課題】簡単な装置でしかも故障の問題を生じることがなくシート原料の切幅を適正な精度で表示する。
【解決手段】可動側カッタブレード10の移動方向と移動速度の信号37aが入力される演算装置17と、演算装置17に接続されてクロックパルスを発生するクロックパルス発生部18と、演算装置17に接続された表示器19とを有し、演算装置17は、クロックパルスのカウント毎に可動側カッタブレード10の移動方向と移動速度に応じて規定値に基づいた切幅認識値の直前値を加減することで求めた新たな切幅認識値を表示器19に表示するようにした。
(もっと読む)
複合材料の製造装置および製造方法

【課題】プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる装置および方法の提供。
【解決手段】型Mの一端から他端へ移動しながらプリプレグ11を型Mに供給する供給機構20と、供給機構20に連動して型Mの一端から他端へ移動しながらプリプレグ11層間のエアを抜出すエア抜き機構30を具備し、供給機構20はプリプレグ11と離型紙12の積層物10を巻き出すプリプレグ巻き出し手段21、離型紙12を巻き取る離型紙巻き取り手段22、プリプレグ11を位置補正する位置補正手段23を備え、エア抜き機構30は幅方向におけるプリプレグ11の中央部を両端部よりも先に型Mに押し付けるように配置された円柱状の押さえ手段31,31を2つ以上備える複合材料の製造装置1。
(もっと読む)
樹脂シートの熱処理装置
【課題】樹脂シートの熱処理による寸法変化の評価を行う樹脂シートの製造装置を提供する。
【解決手段】ロール状の樹脂シートを引き出し、熱処理後、再びロール状に巻き取る熱処理装置であって、熱処理後の樹脂シート10から帯状の検査シートを連続的に分離する切断分離部51と、切断分離後の検査シートに所定長さの表示機能を有するマークを付与するマーキング部52と、マーク付与後の検査シートを加熱する検査用加熱部53と、加熱後の検査シートを冷却する検査用冷却部54と、冷却後の検査シートのマークを検出するマーク検出部55と、マーク検出結果と前記所定長さとの関係から検査シートの収縮率を求める演算部58と、検査用冷却部から巻取用のロールまで検査シートを案内する検査シート巻取案内部56と、検査シートの収縮率に基づいて、熱処理部の熱処理条件を制御する制御部59と、を備えたことを特徴とする樹脂シートの熱処理装置である。
(もっと読む)
複合材料の製造装置および製造方法
【課題】プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる装置および方法の提供。
【解決手段】型Mの一端から他端へ移動しながらプリプレグ11を型Mに供給する供給機構20と、供給機構20に連動して型Mの一端から他端へ移動しながらプリプレグ11層間のエアを抜出すエア抜き機構30を具備し、供給機構20はプリプレグ11と離型紙12の積層物10を巻き出すプリプレグ巻き出し手段21、離型紙12を巻き取る離型紙巻き取り手段22、プリプレグ11を位置補正する位置補正手段23を備え、エア抜き機構30は横並びに隣接して配列した複数の円板からなる、円柱状かつエア抜き機構30の移動方向Fに湾曲した押さえ手段31を備える複合材料の製造装置1。
(もっと読む)
多層溶融合成樹脂供給装置
【課題】装置の機械的強度を過剰に低減せしめる等の別個の問題を生成せしめることなく、外側溶融合成樹脂に包み込まれる内側溶融合成樹脂が存在すべきでない部位においても糸状に存在する糸引き現象を可及的に回避乃至抑制することができる多層合成樹脂供給装置を提供する。
【解決手段】主排出路(18)の上流端に連通する副排出路(22)を円筒形状の大径上流部(24)と小径下流部(26)を含む形態にすると共に、遮断部材(58)を副排出路の大径上流部に対応する円柱形状の大径上流部(62)と副排出路の小径下流部に対応する小径下流部(60)とを含む形態にする。
(もっと読む)
帯状部材の貼付け装置および貼付け方法
【課題】未加硫帯状部材の貼付け精度を十分高く維持しつつ、未加硫帯状部材をより高速で成型ドラムに貼着させることができる帯状部材の貼付け装置を提供する。
【解決手段】定寸切断されて搬送面上に位置決め配置された未加硫帯状部材Wを搬送するコンベアベルト2と、コンベアベルト2それ自体をストロークさせるコンベアベルトシフト手段7,8と、回動駆動されて、コンベアベルト2上の未加硫帯状部材Wを周面上に直接的もしくは間接的に貼着される成型ドラム1とを具えてなり、前記コンベアベルト2を、成型ドラム1の下方に配設してなる。
(もっと読む)
防着液が塗布されたゴムシート部材の汚れ防止システム
【課題】防着液の乾燥装置の床面に散在する防着液の固化物等が付着して汚れた部分を、労力をかけずにより確実に検知して除去できるようにした防着液が塗布されたゴムシート部材の汚れ防止システムを提供する。
【解決手段】防着液Lが塗布されたゴムシート部材Rが、複数のラックバー2に蛇行した状態で保持されて乾燥装置1を通過する際に、床面1aを引きずって防着液の固化物LSが付着した部分には、床面1a近傍に設定されたマーキング手段4の塗布ローラ5bによりゴムシート部材Rとは異なる色の着色剤が塗布され、着色剤が塗布された部分を検知したカラーセンサ7の検知信号が制御装置8に入力されて、検知信号に基づいて切断装置10が作動して着色剤が塗布された部分が乾燥装置1を通過した後に切断され、この切断された部分が除去装置11により所定の場所に除去される。
(もっと読む)
箔バリ除去装置
【課題】文字等の箔を転写した場合に成形品の側面に生じる箔バリを除去する際に、市販の粘着テープが使用可能で、かつ粘着テープの使用量を大幅に削減することが可能な箔バリ除去装置を提供する。
【解決手段】側面に箔バリが生じた成形品がセットされる治具10が設けられた回転テーブル2、前記成形品を前記治具にセットし、箔バリ除去後の成形品を前記治具10から除去する移動手段3、前記成形品の側面の箔バリを付着させる粘着テープ20を、前記治具10にセットされた成形品の箔バリの前に送り出すテープ供給手段4、およびパッドをスライドさせて前記粘着テープ20を前記成形品に押し付けて箔バリを粘着テープに付着させるスライド機構6を備えた箔バリ除去装置であって、前記成形品は線状の箔バリが水平に位置するように前記治具10にセットされ、前記粘着テープ20が送り出される方向は、水平に位置する箔バリに対して傾斜している。
(もっと読む)
プリフォームの製造方法
【課題】比較的大型あるいは肉厚のFRPの成形前駆体としての強化繊維基材のプリフォームを効率よく賦形でき、一連の工程を自動化可能なプリフォームの製造方法の提供。
【解決手段】少なくとも(1)接着材料を表面に付与した、予め所定形状に裁断したシート状強化繊維基材を準備する工程、(2)強化繊維基材を成形型へ搬送する工程、(3)強化繊維基材を成形型の下型上に配置する工程、(4)下型上の強化繊維基材を分割上型でプレスすることにより所定形状に賦形する工程、(5)強化繊維基材の積層体を加熱することにより接着材料を軟化または溶融させて強化繊維基材同士を接着する工程、(6)接着材料を冷却により固化させて強化繊維基材同士を一体化して積層体の賦形形状を目標とする所定形状に固定する工程、(7)賦形された積層体を脱型する工程を有するプリフォームの製造方法。
(もっと読む)
生カバー変形矯正装置
【課題】生カバーを加硫装置にセットする前に、生カバーの変形を矯正してタイヤ品質を確実に向上させることができる生カバー変形矯正装置を提供する。
【解決手段】タイヤ加硫装置に生カバーを供給するバーチカルローダーに設けられる生カバー変形矯正装置であって、前記生カバーの上ビード部を係止して前記生カバーを吊り上げる上係止体を有する装置本体と、前記装置本体の下側に配置され、前記生カバーの下ビード部を係止する下係止体を有する調整体と、前記上下の係止体間の鉛直方向の距離を変更することにより、前記生カバーの変形を矯正する距離変更手段とを備えていることを特徴とする。
(もっと読む)
成形方法および成形装置
【課題】得られる成形品の性質を安定化することができる成形方法、および、その成形方法に用いる成形装置を提供すること。
【解決手段】
第1スクリュー6が内装され、材料投入口7が形成されたバレル5と、材料投入口7に接続され、バレル5に材料を投入する材料投入部3とを備える成形装置1を用いて、少なくとも材料投入口7まで常に満杯になるように、バレル5に材料を投入した状態で成形する。
(もっと読む)
濾過装置及びこれを用いた樹脂組成物の製造方法
【課題】フィルタを通過したゲル状物質の再凝集を十分に抑制でき、優れた外観の成形体を製造するのに有用な濾過装置を提供する。
【解決手段】濾過装置1Aは、金属焼結フィルタが巻かれた円筒体20を収容するとともに、溶融体の供給路10a及び排出路10bを有するハウジング10と、円筒体20をハウジング10内に装着するためのシャフト30と、ハウジング10内においてシャフト30をその長手方向に延びる軸周りに回転又は揺動させるシャフト駆動機構40とを備える。
(もっと読む)
成形装置および搬送装置
【課題】多様な形状の成形素材の正確な位置決めおよび搬送時間の短縮を実現する。
【解決手段】光学素子材料20を吸着保持する吸着パッド13と、光学素子材料20を把持して位置決めするチャック3を共通の吸着筒1に共通に固定し、吸着筒上下シリンダ12および吸着筒上下スライドステージ6によって同時に昇降させ、吸着パッド13は吸着パッド上下機構13aによって独立に吸着高さ位置を制御可能にし、光学素子位置決め台8に載置された光学素子材料20の外周部を一対のチャック3の間に把持して位置決めした後、吸着パッド13のみを降下させて光学素子材料20の上面を吸着保持させ、吸着パッド13およびチャック3によって位置決めされて保持された状態の光学素子材料20を、脱落させることなく、高速かつ正確に成形下型11に載置する。
(もっと読む)
無線制御による成形品の形成方法
本発明は、無線制御によって成形プラスチック製品を形成する方法及び成形システム(1)に関する。成形システムは、1以上の自己推進キャリッジ(15)のキャリッジコントローラ(45)との無線通信に従事するように構成される主コントローラ(12)を有する。各キャリッジ(15)は、キャリッジの位置を特定するキャリッジ位置表示器(62)を有しており、キャリッジの位置は、キャリッジコントローラ(45)にほぼ連続的に送信され、その後、キャリッジコントローラから主コントローラ(12)にほぼ連続的に無線で通信される。主コントローラ(12)は、各キャリッジコントローラ(45)に位置指令(例えばポリマー導入ステーション位置指令)を無線で通信し、各キャリッジコントローラ(45)は、対応して、少なくとも1つのキャリッジを位置決めするために、各キャリッジのそれぞれの推進システム(30)に作動位置命令を提供する。主コントローラはまた、成形システムの状態に応じて、特に、成形システム内の様々なキャリッジの位置に応じて、成形システムの他の第2のコントローラに指令を提供する。例えば、キャリッジ(15)がポリマー導入ステーション(18)に位置決めされると、主コントローラ(12)はポリマー導入コントローラ(68)に1以上のポリマー導入指令を通信し、その後、ポリマー導入コントローラ(68)は、例えば押出成形機などのポリマー導入装置(71)に作動ポリマー導入命令を提供し、その結果、型(24)の内側型面(27)に接触するようにポリマー合成物を導入し、及び従って、成形品を形成する。 (もっと読む)
樹脂成形品の端末処理装置及び端末処理方法
【課題】第一延出部と第二延出部の各末端側部位が、十分な意匠性を確保しつつ、有利に切断され得る樹脂成形品の端末処理技術を提供する。
【解決手段】保持手段20の第一及び第二裏当て面36a,36bに樹脂成形品10の第一及び第二延出部14a,14bを接触、保持させた状態下で、第一及び第二切断操作進行手段にて、第一及び第二切断刃22aを該第一及び第二延出部14a,14bに押し付けて、食い込ませることにより、該第一及び第二延出部14a,14bの末端部位の切断操作を進行せしめる一方、切断操作が行われていない該第一及び第二延出部14a,14bのうちの一方に押圧力が加えられたときに、該一方の延出部14a,14bが、撓み変形して、第一及び第二裏当て面36a,36bから離間するのを許容し得るように構成した。
(もっと読む)
樹脂成形品の仕上げ加工方法、及び、樹脂成形品の仕上げ加工装置
【課題】樹脂成形品の取出しから仕上げ加工までを自動化することにより、仕上げ加工における位置決め工程を削減し、コストを低減させ、省スペースによる加工を可能とする、樹脂成形品の仕上げ加工方法、及び、樹脂成形品の仕上げ加工装置を提案する。
【解決手段】取出しロボット11と、搬送装置13と、の間に、仕上げ加工ユニット12が配設され、該仕上げ加工ユニット12は、前記取出しロボット11から樹脂成形品Wが位置決め状態で移載され、該樹脂成形品Wを前記搬送装置13へと移載する、位置決め装置21a付きの汎用受具ロボット21と、前記樹脂成形品Wが、前記取出しロボット11、又は、前記汎用受具ロボット21、のいずれかに支持されている時間内に、前記樹脂成形品Wのゲートカット処理を行う、ゲートカットロボット31と、で構成される、樹脂成形品の仕上げ加工装置1。
(もっと読む)
樹脂投入装置
【課題】繰り返しの樹脂投入でも樹脂の噛み込み等による動作不良を起こすことがなく、簡易且つ正確に樹脂を投入することが可能な樹脂投入機構を提供する。
【解決手段】皿部102に収容されている樹脂110を下型130へと投入する樹脂投入装置100であって、皿部102を反転させることが可能な容器反転機構104を備え、反転させる際の少なくとも一定の時間、皿部102に収容されている全ての樹脂110に対して皿部102の底面側に向かう押圧力が発生するように反転させる。
(もっと読む)
溶融樹脂供給方法、溶融樹脂供給装置、溶融樹脂圧縮成形方法、溶融樹脂圧縮成形装置、及び合成樹脂製容器の製造方法
【課題】押出機から押し出される溶融樹脂を切断して圧縮成形型に供給し、圧縮成形によって所定形状の合成樹脂成形品を製造するにあたり、より高荷重の負荷が必要とされる合成樹脂成形品の製造にも好適に利用することができ、また、圧縮成形型に十分な精度をもって溶融樹脂を供給することができるのはもとより、圧縮成形型に供給された後においても、供給された溶融樹脂の位置精度が損なわれないようにする。
【解決手段】押出機20の押出口22を中心に配置された各搬送手段30が、押出機20の押出口22から押し出された溶融樹脂を、所定の長さごとに交互に切断しつつ、切断された溶融樹脂Dを、それぞれに設定された供給位置まで搬送し、それぞれと対になって設置された複数の圧縮成形型40のそれぞれに順次供給して圧縮成形する。
(もっと読む)
粉粒体供給装置及び方法
【課題】収納袋、特に熱硬化性樹脂が収納された小型軽量の収納袋に収納された粉粒体の供給を、粉粒体の飛散を防止して作業性良く簡便に行う。
【解決手段】収納袋110に収納された粉粒体を、供給口140から下方に向けて供給可能な粉粒体供給装置100であって、前記粉粒体を収納した状態で開封した前記収納袋110を自身の中央に配置可能な略環状の第1部材120と、前記供給口140を備えると共に、該第1部材120の内周から折り返された前記収納袋110の縁110Aの略全周を、該第1部材120の反対側から挟持可能な第2部材150と、該第1部材120と第2部材150とを、挟持した収納袋110ごと係止する係止機構130と、を備え、前記第2部材150が、係止された前記第1部材120及び収納袋110と共に上下反転されることにより、前記供給口140を該第2部材150の最下位置に位置決め可能とされている。
(もっと読む)
ストランド成形方法及び成形装置
【課題】装置構成の簡素化を図ったとしてもペレットの品質を十分に確保することが可能なストランド成形方法及び成形装置を提供する。
【解決手段】常温の窒素ガスを加熱装置にて高温状態にするとともに、風量調節装置を通過させると、風量と温度とが調節された高温の窒素ガスになる。そして、これを一対のガス噴霧器5に送った後に、ダイス1の各穴3に向けて噴霧する。この方法でダイス1の各穴3の周辺を高温の窒素ガスで充満させ、メヤニ23の酸化による変色を防止しつつ各穴3からストランド2を押し出し成形する。穴3の周辺に高温の窒素ガスが充満していることから、メヤニ23は酸化することなく、また、メヤニ23は固化することもない。
(もっと読む)
1 - 20 / 47
[ Back to top ]