
Fターム[4F201BS08]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | バリ取 (173) | 搬送、位置決め (41)
Fターム[4F201BS08]の下位に属するFターム
バリの分別、回収、取出 (12)
Fターム[4F201BS08]に分類される特許
1 - 20 / 29
バリ除去方法およびレーザ加工方法
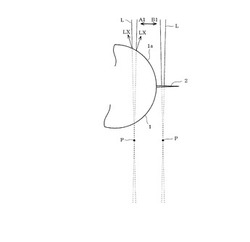
【課題】被加工物にレーザビームによるダメージを与えることなく精度良くバリを除去するバリ除去方法を提供する。
【解決手段】レーザ照射装置のレーザ照射範囲にバリ2および表面部1aが含まれるように被加工物1を載置するとともに、レーザ照射装置から照射するレーザビームLの焦点位置Pをバリ2よりも遠い位置に設定し、バリ2および表面部1aに対してレーザ照射装置からレーザビームLを照射する。レーザビームLを確実にバリ2に照射して当該バリ2を精度良く除去することができ、また、表面部1aではレーザビームLが乱反射しレーザビームLの強度が適度に弱められるので、被加工物1にレーザビームLによるダメージが与えられない。
(もっと読む)
成形装置

【課題】基材の外周不要部分を人手によらないで取り除くことが可能な成形装置を提供する。
【解決手段】基材をプレス成形可能な一対の成形型7と、基材の側部にアンダーカット部を成形可能なスライド型とを型閉じすることによって形成される成形空間から外部にはみ出た外周不要部分72を切断することで成形品が成形される成形装置であって、下部不要部分72cを切断する下部切断刃9と、側部不要部分を切断するスライド型側切断刃と、下部不要部分72cを下方へ取り除く取り除き装置40とを備え、取り除き装置40は、下部不要部分72cを保持可能な保持刃36と、保持された下部不要部分72cに対して、保持刃36と同じ側から当接すると共に、その当接面34sが下方側に傾斜して設けられた傾斜当接部34と、傾斜当接部34が下部不要部分72cと当接した状態で、下部不要部分72cの保持を解除する解除機構と、を有する。
(もっと読む)
ワーク取り出し仕上げ装置
【課題】成形機から取り出した樹脂製のワークを加工する一連の作業を容易、かつ正確に連続的に短時間で行えるワーク取り出し仕上げ装置を提供する。
【解決手段】成形機41から取り出される樹脂製のワークを加工するワーク取り出し仕上げ装置において、前記ワークを前記金型2,3から直接又は間接で取り出すワーク取り出しロボット100と、前記ワークを加工する加工ロボット200とを備え、前記加工ロボット200のアーム先端にはフローティング機構を介して前記ワークの熱収縮に対応すべく倣いが可能な加工具が取り付けられ、前記ワーク取り出しロボット100で取り出したワークを当該ワーク取り出しロボット100で位置決めして保持した状態で、前記加工ロボット200のアーム先端200Aに設けた前記倣いが可能な加工具により前記ワークを保持したまま加工可能とした。
(もっと読む)
薄板樹脂成形品のバリ処理方法
【課題】薄板樹脂成形品の周縁部に発生するバリを、バリ片を生じさせることなく容易に処理する方法を提供する。
【解決手段】薄板樹脂成型品12bが光吸収する波長のレーザビーム30sを用いて、バリが存在する薄板樹脂成形品12bの端面に前記レーザービーム30sを入射し、前記端面に一様に照射できるように前記レーザービーム30sを走査し、前記レーザービーム30sの光吸収により、前記薄板樹脂成形品12bの端面に存在するバリを溶融収縮させてその端面に固着させることによりバリを処理する。
(もっと読む)
ガスケット成形品の製造方法
【課題】ガスケット本体のみならず表面処理層についても異物付着や汚染、傷付きなどを有効に抑制するガスケット成形品を製造する方法を提供する。
【解決手段】基板11の一面11aに表面処理層12を設けるとともに他面11bにゴム状弾性体よりなるガスケット本体13を一体成形してなるガスケット成形品を製造する方法であって、表面処理層を設けた基板11に対しガスケット本体13を一体成形する第1工程と、成形品を置き台上に仮置きする第2工程と、成形品を打ち抜き加工して製品部からバリ部を切除する第3工程とを順次実施する。このとき成形品を置き台上に仮置きする際に、第1工程時に、成形品におけるバリ部に相当する位置にゴム状弾性体よりなる突起状の脚部17を一体成形し、第2工程時に、脚部をもって成形品を置き台に接触させ、第3工程時に、脚部をバリ部の一部として切除する。
(もっと読む)
樹脂成形品バリ取り装置
【課題】装置自体を小型化し、樹脂成形品の外形縁に沿って互いに密接した状態で配置して樹脂成形品のバリ取り作業を高い精度で効率的に行い、製品の仕上げを良好に行うバリ取り装置を提供する。
【解決手段】樹脂成形品13の内面形状に一致し、樹脂成形品13が載置される突所を有した成形品支持部材11と、成形品支持部材に載置された樹脂成形品13の外形縁に沿って相互が密接するように多数配置されたバリ取り部材21とを備える。各バリ取り部材21は、互いの軸線が平行し、回り止め状態で摺動するように支持された複数本のピストンロッド23bを有したシリンダ部材23と、上記ピストンロッド23bの軸端部に固定され、複数個の放熱部を有した放熱部材25と、該放熱部材25に設けられる加熱部材27と、該加熱部材27に設けられ、相対する樹脂成形品の外形縁に一致する突状からなる加熱刃29からなる。
(もっと読む)
樹脂フィルムのバリ取り方法及び積層体の切断方法
【課題】樹脂フィルムに切り込みを入れた際に生じるバリを除去する方法を提供する。
【解決手段】カッター2を樹脂フィルム4に圧接させ、カッター2を樹脂フィルム4に対して相対的に移動させることによって、樹脂フィルム4に切り込み6を入れた後、切り込み6を入れた部分を押圧部材で押圧して、切り込み6によって生じたバリ41を押し潰す。ここでバリ41を取り除いた後の樹脂フィルム4aの表面の平面度をより高くする観点からは、押圧部材をローラ部材とし、押圧部材の中心軸を切り込み方向に対して略垂直として、切り込み6の部分を転動させるのが好ましい。ローラ部材の直径としては1〜10mmの範囲が好ましい。
(もっと読む)
箔バリ除去装置
【課題】文字等の箔を転写した場合に成形品の側面に生じる箔バリを除去する際に、市販の粘着テープが使用可能で、かつ粘着テープの使用量を大幅に削減することが可能な箔バリ除去装置を提供する。
【解決手段】側面に箔バリが生じた成形品がセットされる治具10が設けられた回転テーブル2、前記成形品を前記治具にセットし、箔バリ除去後の成形品を前記治具10から除去する移動手段3、前記成形品の側面の箔バリを付着させる粘着テープ20を、前記治具10にセットされた成形品の箔バリの前に送り出すテープ供給手段4、およびパッドをスライドさせて前記粘着テープ20を前記成形品に押し付けて箔バリを粘着テープに付着させるスライド機構6を備えた箔バリ除去装置であって、前記成形品は線状の箔バリが水平に位置するように前記治具10にセットされ、前記粘着テープ20が送り出される方向は、水平に位置する箔バリに対して傾斜している。
(もっと読む)
トリミング装置、トリミング方法、及び加飾部品の製造方法
【課題】余剰領域の切除に掛かる時間を短縮することができるとともに、余剰領域の切除を容易に行うことができるトリミング装置を提供すること。
【解決手段】トリミング装置20は、支持手段21、光学制御式レーザー照射装置22a〜22c及び移動制御手段40を備える。支持手段21は、ワーク2における被加飾領域4とは異なる領域を支持する。光学制御式レーザー照射装置22a〜22cは、被加飾領域4の外形線に沿ってレーザーL1〜L3を照射することにより、余剰領域11a,11bを切除する。移動制御手段40は、レーザーL1〜L3の照射距離を一定範囲に保持するために、光学制御式レーザー照射装置22a〜22cをワーク2に対して接近または離間させる制御を行うとともに、支持手段21に支持されたワーク2の位置を変位させる制御を行う。
(もっと読む)
バリ処理方法
【課題】 合成樹脂部材同士を溶着又は接着によって接合するに当たって、確実に適切なバリ処理を行なうことができるバリ処理方法を提供する。
【解決手段】 第1の合成樹脂部材1は、合成樹脂部材1,2同士が接合される本接合面13と、本接合面13に沿って設けられ第1の合成樹脂部材1の表面Fから突出した第1の削代部11とを備えている。前記本接合面13と第1の削代部11の一側面14とで第1の合成樹脂部材1の接合面12が構成されている。また、第2の合成樹脂部材2は、上記第1の合成樹脂部材1と同様の構成を備えている。このような第1の合成樹脂部材1と第2の合成樹脂部材2とが溶着又は接着された際に発生するバリBを、第1の削代部11及び第2の削代部21と共に除去するようにした。
(もっと読む)
樹脂製品製造システム及び製造方法
【課題】射出成形等において、バリの無い完成品を簡単に製造できる樹脂製品製造システム、製造方法、樹脂成形装置、及び金型を提供する。
【解決手段】樹脂成形機101で中間製品を成形し、該中間製品のバリをバリ除去装置で除去して完成品を製造する樹脂製品製造システムにおいて、前記樹脂成形機101が、合わせ面153Aにオーバーフロー樹脂130Aを収容する収容部153Bを有した金型155を備え、該金型155により前記オーバーフロー樹脂130Aを一体化した中間製品を成形すると共に、前記バリ除去装置が、前記中間製品と一体化した該オーバーフロー樹脂130Aを前記バリと共に切除して完成品を製造する。
(もっと読む)
樹脂成形体ゲート残り処理方法
【課題】ガラスフィラーを含む樹脂を用いて射出成形された成形済み品のゲート残りに含まれるガラスフィラーをガラス屑として飛散させることのない樹脂成形体ゲート残り処理方法を提供すること。
【解決手段】ガラスフィラーを含む樹脂で形成された樹脂成形体101のゲート残り103を半球状の凹部4を有するツール7で加熱押圧して熔融させることで、ゲート残り103周辺の熔融樹脂がゲート残り103に覆い被さるように表皮6aとして固化し、熔着ゲート6からガラスフィラーが表面に露出しないようにする。
(もっと読む)
プラスチック成形品の仕上げ装置
【課題】成形品のパーティングライン等に生じるバリを自動的に除去し、除去後の切削屑が生じないプラスチック成形品の仕上げ装置を提供する。
【解決手段】成形品を保持する治具と、上記成形品に生じたバリに押し付ける加熱具とを備え、上記加熱具は、上記成形品に生じたバリと接触する面に設けられた合成ゴムと、上記合成ゴムを所定の温度に加熱するヒーターから構成され、上記合成ゴムを上記ヒーターにて所定の温度に加熱した後、上記成形品に生じたバリに上記合成ゴムを押し付け、上記バリを溶かして、上記バリが溶けたものを上記成形品の表面に溶着させて平坦にする。
(もっと読む)
中空成形装置
【課題】従来の上ばり回収は、打込工程での成形装置自体において、回収上ばりをエア送りするためのハウジングおよびダクトの設置のための所定の占有空間を必要とし、成形装置自体の小型化を阻害するという課題があった。
【解決手段】一対の胴部把持体27,28および一対の口部把持体29,30を備えた製品ホルダ20を型締装置5の駆動とは独立して開閉駆動するよう設け、その上方に上ばりB1を当接・落下させるストッパ体50,51を設け、ストッパ体と製品ホルダとの間に割受け体対40a,40bと41a,41bを備えこれらの開閉によってストッパ体50,51から落下した上ばりB1を受ける上ばり受け部40、41を設けた構成とした。これによって、型締・打込工程にて狭い作業域を持つ中空成形装置でも適用でき、かつ簡素な構成の上ばり回収の機構によって確実に上ばりを回収することができる。
(もっと読む)
箔バリ除去装置
【課題】転写後の成形品に生じた箔バリを簡単に除去する箔バリ除去装置を提供する。
【解決手段】成形品の側面に生じた箔バリを付着させるための粘着テープを送り出すテープ供給装置と、成形品を保持する治具と、上記治具をその中心が楕円を描くように移動させる治具駆動部とを備え、上記治具の中心が楕円を描くように移動させて上記成形品の側面を上記粘着テープに押し付けることによって、上記箔バリを上記粘着テープに付着させて除去する。
(もっと読む)
箔バリ除去装置
【課題】転写後の成形品に生じた箔バリを簡単に除去する箔バリ除去装置を提供する。
【解決手段】成形品の箔バリを付着させるための粘着テープを送り出すテープ供給装置と、成形品をセットし固定する保持台と、上記粘着テープを上記成形品に上から押しつけるゴムパッドと、上記ゴムパッドを第1の回転軸で回転可能に保持するアームと、上記アームを第2の回転軸で回転可能に保持する上部ステージと、上部ステージを上下動させるためのシリンダーとを備え、上記第2の回転軸が上記第1の回転軸に対して所定の傾斜角度を有するように配置し、上記シリンダーで上記上部ステージを下方に移動させ、モーターで上記第2の回転軸を回転させることによって、上記粘着テープを上記成形品の頂部の周囲に、上記ゴムパッドが押しつけながら回転し、上記箔バリを上記粘着テープに付着させて除去する。
(もっと読む)
樹脂成形品の端末処理装置及び端末処理方法
【課題】第一延出部と第二延出部の各末端側部位が、十分な意匠性を確保しつつ、有利に切断され得る樹脂成形品の端末処理技術を提供する。
【解決手段】保持手段20の第一及び第二裏当て面36a,36bに樹脂成形品10の第一及び第二延出部14a,14bを接触、保持させた状態下で、第一及び第二切断操作進行手段にて、第一及び第二切断刃22aを該第一及び第二延出部14a,14bに押し付けて、食い込ませることにより、該第一及び第二延出部14a,14bの末端部位の切断操作を進行せしめる一方、切断操作が行われていない該第一及び第二延出部14a,14bのうちの一方に押圧力が加えられたときに、該一方の延出部14a,14bが、撓み変形して、第一及び第二裏当て面36a,36bから離間するのを許容し得るように構成した。
(もっと読む)
ゴミ袋製造管理装置並びにゴミ袋製造管理システム
【課題】 ゴミ袋を不正に製造していないことの確認、製造ロス分の確認ができ、製造の公明性を証明できるようにしたゴミ袋製造管理システムの提供。
【解決手段】 ゴミ袋製造ラインLの印字装置4aによりゴミ袋1枚毎に製造シリアル番号Aを付し、成形部2、シール部4、巻取部5、計量部6に配設させたカメラKにより製造状態及び撮影日時を映像として記録させて録画装置7によって録画させ、計量部にロール状ゴミ袋の1本毎の重量及びその計量日時を表示する第1計量機6aと、ケース毎の重量及びその計量日時を表示する第2計量機6bと、製造ロス分の重量及びその計量日時を表示するロス計量機6cを設け、各計量機で計量した重量データ及び計量日時を製造履歴記録装置8の計量記録部8aに記録させ、主原料2aや副原料2bや着色剤2c等の原料資材に関する重量及び種類を原料データ記録部8bに記録させる。
(もっと読む)
加硫タイヤのバリ除去方法
【課題】モールドに高い精度を要求されず、タイヤの溝内に形成されるバリも除去することができる加硫タイヤのバリ除去方法を供する。
【解決手段】加硫タイヤTに突出形成されたバリbの根元近傍に向け側方から流体を噴射して流体圧によりバリbを破断して除去する加硫タイヤのバリ除去方法。
(もっと読む)
溶着バリの成形処理方法
【課題】成形時間が短く、設備コストも安価な溶着バリの成形処理方法を提供する。
【解決手段】合成樹脂成形の複数部品1,2を溶着した後に、成形品3の溶着バリ3aを成形処理するための溶着バリの成形処理方法であって、複数部品1,2を溶着した直後の溶着バリ3aが流動性を有する状態で、押圧治具11により、溶着バリ3aを溶着界面部分に押し付けて、成形品3の外面に略フラットに押し潰すようにする。複数部品1,2を溶着した直後の溶着バリ3aが流動性を有する状態を利用して、溶着バリ3aを押し潰すことができる。
(もっと読む)
1 - 20 / 29
[ Back to top ]