
Fターム[4F202AA31]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリウレタン (122)
Fターム[4F202AA31]に分類される特許
21 - 40 / 122
紐状反応性樹脂発泡成形体の製造方法
【課題】本発明は一枚のシート状基材を繰り出してシート状基材の進行方向に放射状成形ガイドと押圧冶具を用いて複数列の溝成形体を製造すると共に該溝内に反応性樹脂気泡化原料を充填、反応、硬化させて同時に複数本の紐状樹脂成形体を製造するに当たり、シート状基材の幅中心部の製品から端部の製品まで良好な製品を製造すること、並びにより多列数の製品を同時に製造すること並びに他の部材との一体品を製造することを目的とする。
【解決手段】連続して繰り出す一枚のシート状基材を放射状成形ガイド並びに押圧冶具を用いて溝成形体を製造した後、複数列の進行方向に広幅で、幅方向の中心線がシート状基材の進行方向に平行な略台形状のせり上げ平行ガイドレールに沿わせた後、反応性樹脂気泡化原料を放射状成形ガイド以降からシート状基材からなる溝の上部が閉ざされる前までで吐出充填させて、溝成形体の上部を閉じ反応硬化することを特徴とする。
(もっと読む)
樹脂発泡体とプレート部材との一体成型品の製造方法および、その一体成型品

【課題】成形金型10の下型11内にプレート部材20を配置するに際して、プレート部材20を、下型11に対して十分確実に位置決めして、発泡樹脂原料の発泡成形工程での、プレート部材20の位置のずれを防止することにより、成形金型10を複雑に加工することなく、プレート部材20の所期したとおりの位置に、樹脂発泡体30を適正に一体化させることができる、樹脂発泡体とプレート部材との一体成型品40の製造方法および、その一体成型品40を提供する。
【解決手段】プレート部材20に、プレート部材本体部21の端部から、相互に対向して立上がる少なくとも一対の側壁22を設け、前記プレート部材20を、成形金型10の下型11内に嵌め込んで、プレート部材20の一対の対向側壁22を、下型11の対向側面11aのそれぞれに、直接的ないしは間接的に摩擦係合させて下型11に位置決めし、該プレート部材20上に発泡樹脂原料を注入し、その後、上型12と下型11とを型締めして、キャビティ13内で発泡樹脂原料を発泡させる。
(もっと読む)
排気孔付き型および成形品を生成する方法
【課題】排気孔付き型および成形品を生成する方法を提供することである。
【解決手段】この型(200)は、型キャビティを規定するように解除可能に係合可能なふた(205)とボウル(210)とを備え、このふたは、(i)ガスが型キャビティから逃げるための通路を有する排気孔(220)と、(ii)これら排気孔に接続されている複数の溝と、を備えている。型キャビティ表面における複数の溝/スロットの使用は、効果的に、成形される組成物からガスを引き抜くサイフォンとしての機能を果たす。複数の溝/スロットは、1つ以上の排気孔に接続され、それにより、この場合、型キャビティから型の外側にガスが逃げることを可能にする。
(もっと読む)
板状成形体の製造方法
【課題】製造時間の短縮及び製造コストの低減、製造環境の向上が可能であり、さらには軽量化を実現することもできる板状成形体の製造方法の提供を目的とする。
【解決手段】不織布からなる基材10にイソシアネートエマルジョンを含浸させ、イソシアネートエマルジョン含浸後の基材10を金型31の型面間で挟むと共に、型面間の基材10に過熱水蒸気45を吹き付け、過熱水蒸気による加熱で基材10内のイソシアネートを硬化させることによって基材10を金型31の型面形状に賦形し、板状成形体を製造する。製造した板状成形体は、自動車の成形天井や、ドアトリム等の内装部材として好適なものである。
(もっと読む)
タイヤ製造方法及びタイヤ製造用金型
【課題】熱可塑性樹脂を含んで構成されたタイヤ骨格部材にトレッドゴムを接着する際の、タイヤ骨格部材への熱供給に伴う影響を少なくできるタイヤ製造方法と、このタイヤ製造方法に適用可能なタイヤ製造用金型を得る。
【解決手段】タイヤ骨格部材14に対し、クラウン部26よりも外周側にトレッドゴム16を配置する。外金型部材56及び内金型部材60、62に熱を供給すると、トレッドゴム16がクラウン部26に接着される。内金型部材60、62からの供給熱量は、外金型部材56からの供給熱量よりも少なくされる。
(もっと読む)
発泡成形用金型
【課題】インサート材の位置決めを容易に且つ精度良く行うことが可能であり、且つ発泡成形時に該インサート材の開口に発泡原料が入り込むことが防止される発泡成形用金型を提供する。
【解決手段】成形品40は、本体部41と、該本体部41から突設された取付部42と、該取付部42を貫通した貫通孔43とを有している。成形品40には、取付部42を補強するための取付部補強片44cを有したインサート材44が埋設されている。取付部補強片44cには、貫通孔43に重なる開口45が設けられている。上型23から貫通孔形成用の第1の凸部25が突設され、これと対峙するように下型22から第2の凸部26が突設されている。第2の凸部26は弾性的に退動可能となっている。第2の凸部26の先端面から開口45に挿入可能な突出部27が突設されている。
(もっと読む)
分離先端構成を有するカテーテルを製造する方法
分離先端カテーテルを製造する方法は、以下のステップ:型の空洞の中に第1および第2のコアを位置付けるステップであって、空洞は、実質的に細長い形状を有し、第1の末端部分と、第2の末端部分とを含み、第1および第2のコアは、実質的に互に平行に配向される、ステップと、空洞の第1の末端部分を横切って成形材料よりも高い溶融温度を有する材料のシートを配置するステップと、成形材料を型の空洞の中に注入するステップとを含む。 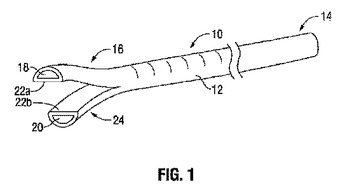 (もっと読む)
(もっと読む)
複合またはハイブリッド構造体の製造方法
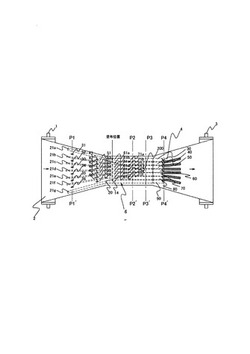
【課題】従来よりも労力・コストを低減可能な、少なくとも1つの熱可塑性プラスチック成分を含有する複合またはハイブリッド構造体を製造する方法を提供すること。
【解決手段】この方法では、少なくとも1つの方向転換板を有する射出成形機(1)を使用する。一実施形態では、2つの方向転換板(6、6’)と、3つの注入ステーションとを有する射出成形機(1)が用いられる。第1および第2注入ステーションを通じて、2つの成形部品(51、52)が射出成形される。これらの成形部品(51、52)は、各方向転換板(6、6’)を回転した後に互いに向き合い、第3注入ステーションを通じて、互いに結合される。その結果、複合またはハイブリッド構造体50が得られる。
(もっと読む)
衝撃吸収装置の製造方法
【課題】骨格フレームと表皮からなるロボットアームの衝撃吸収装置のバリを大幅に低減すると共に、安価に製造できる製造方法を提供する。
【解決手段】マスターモデル3の表面の第1領域3´に柔軟素材の薄膜4を形成したマスターモデル3を注型用型枠5に設置してゴムまたは樹脂を注型、硬化させることにより注型型6を製作する。その注型型6からマスターモデル3を取り外すことにより第1領域3´の薄膜4を注型型6の対向面に転移させる。その後骨格フレーム1を薄膜4に密着するよう注型型6に設置し、表皮2となる素材を注型することにより衝撃吸収装置を製造する。
(もっと読む)
オーナメント付熱可塑性樹脂シートの成形方法及び成形用型
【課題】オーナメントの表面が熱可塑性樹脂シートの表面より凹むように、オーナメントが付着した熱可塑性樹脂シートをシボ付け真空成形等することができるようにすることを目的とする。
【解決手段】高さ調整兼保護材38が表面15側に一時的に付着したオーナメント12を通気性成形型の一部25の型表面に配置させる工程と、通気性成形型の型表面に密着するように熱可塑性シート18をシボ付け真空成形する成形工程と、成形工程後にオーナメント12から高さ調整兼保護材38を取り外す工程とを含み、もって成形後にオーナメント12の表面15が熱可塑性樹脂シートの表面よりも凹んだところに位置するようにすることを特徴とするオーナメント付熱可塑性樹脂シートの成形方法。
(もっと読む)
医療用物品の回転成形
【課題】医療用装置のシェル、または、他の成形物品を成形するためのシステム及び方法の提供。
【解決手段】本システムは、成形型100が内部に取付けられる多軸回転成形機械50を備える。成形型100は、成形されるべき物品の形状のキャビティ60を有している。成形型100は、シールされて真空が保持される。操作において、シリコーンまたは他の成形材料が成形型100に挿入され、成形型100が真空引きされ、成形型100は少なくとも2本の軸A、B回りに回転されて、成形材料が成形型100の内壁を被覆して、シェルまたは医療用物品を形成する、回転成形システム。
(もっと読む)
シートパッドの発泡成形型及びその発泡成形型を用いたシートパッドの製造方法
【課題】シートバックパッドの上部に形成される肉厚部の膨出量を確保しつつも肉厚部にボイドが成形されず、かつ、成形時に発泡成形型の型割り位置に補強材がかみ込むことのないシートパッドの発泡成形型及びその発泡成形型を用いたシートパッドの製造方法を提供する。
【解決手段】パッド本体部111及びパッド本体部111の上端から後方に突出して延在する張り出し部112を成形する下型11、張り出し部112からパッド本体部111の下方向に向かって折曲して延在するとともにパッド本体部111の下方向に移行するに従ってパッド本体部111の後方向に漸次肉厚が増大する肉厚部113cを成形する上型12、フランジ部113及び張り出し部112、パッド本体部111の内側面の全域に亘って張設される補強材115で被覆されるとともに補強材115に接触して肉厚部113cに埋設される発泡樹脂迂回部材116が補強材115を介して当接する中子型13、とを備え、発泡樹脂迂回部材116を保持するセットピン20が上型12に配設される。
(もっと読む)
シートパッド及びその製造方法
【課題】シートバックパッドの上部に形成される肉厚部を有するフランジ部にボイドが成形されず、かつ、成形時に発泡成形型の型割り位置に補強材がかみ込むことのないシートパッドを提供する
【解決手段】パッド本体部11及びパッド本体部11の上端から後方に突出して延在する張り出し部12、張り出し部12からパッド本体部11の下方向に向かって折曲して延在するとともにパッド本体部11の下方向に移行するに従ってパッド本体部11の後方向に漸次肉厚が増大する肉厚部13c及び肉厚部13cから連続するとともに漸次肉厚が減少する段差部13dを介して端縁がパッド本体部11の下方向に凸状に形成された先端部14を有するフランジ部13を備え、先端部14が先端部充填体20で形成され、かつ、先端部充填体20が補強材16の端部を押さえ込むとともに補強材16がシートパッドの内側面に張設される。
(もっと読む)
磁気によって金属インサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および前記インサートを固定するための磁石の使用
本発明は、特に窓(4)の周囲に沿って、縁取りビード(3)を成型する、またはプラスチックで作られた窓を成型するプロセスに関し、縁取りビード(3)またはプラスチック窓を形成するプラスチック材料は、トリムなどの少なくとも1つの強磁性インサート(2)が配置されている型空洞内に導入される。本発明は、2つの位置、すなわち、型空洞の内面を通じてインサート(2)に吸引力を印加する作動位置Aと、インサート(2)に吸引力を印加しない非作動位置Iと、の間を移動することができる少なくとも1つの磁石(40)によって、インサート(2)がプラスチック材料の導入中に型空洞(5)内の所定位置に保持されることを特徴とする。 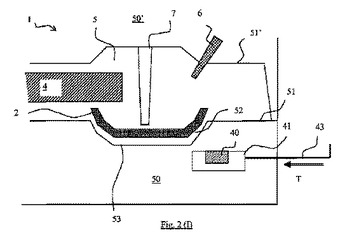 (もっと読む)
(もっと読む)
吸引によってインサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および使用
本発明は、特に窓(4)の周囲上にビーディング(3)を成型するための、またはプラスチック窓を成型するためのプロセスにして、前記ビーディング(3)の、または前記プラスチック窓の構成プラスチックがそれぞれ、トリムなどの少なくとも1つのインサート(2)が事前に配置されている成型空洞(5)内に導入される成型プロセスであって、前記プラスチックが導入されている間、前記成型空洞の内面上に生じる複数の微細穴(10)を通じての吸引によって前記インサート(2)が前記成型空洞(5)内の所定位置に保持されることを特徴とする、成型プロセス、に関する。 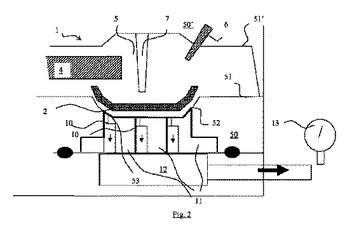 (もっと読む)
(もっと読む)
一体発泡成形用金型
【課題】本発明は、構造が簡単で、しかも、一体発泡成形品の外形寸法を高い精度で管理することができるようにした一体発泡成形用金型を提供する。
【解決手段】一体発泡成形用金型10にあっては、一体発泡成形時の発泡圧によるワディング6aの圧縮見込み厚さWの分だけ、キャビティ12aの壁面15を、ヘッドレスト1の外形予定ラインL1の位置より内側に配置させている。このような金型10を利用すると、構造が簡単で、しかも、ヘッドレスト1の外形寸法を高い精度で管理することができる。また、密度の異なる様々なワディング6a,6bを各部位に利用したヘッドレスト1を容易に成形することができ、このことによって、様々な形状や感触のヘッドレスト1を精度良く且つ容易に製作することができる。
(もっと読む)
発泡樹脂成形用の金型、該金型を用いる発泡樹脂成形体の製造方法、該製造方法で製造された発泡樹脂成形体を含む研磨パッド
【課題】少なくとも2種の樹脂原料液を混合することにより硬化されてなる比較的均質な発泡樹脂成形体を得ることができる成形用金型および発泡樹脂成形体の製造方法及び、その製造方法で製造された研磨パッドを提供する。
【解決手段】発泡樹脂成形用の金型1は未硬化樹脂組成物を硬化してなる発泡樹脂成形体を扁平状とすべく形成された内部空隙8を備え、2以上の樹脂原料を連続的に混合した流体が前記未硬化樹脂組成物となって前記内部空隙8内へ連続的に充填されるように構成されており、該内部空隙8が所定の空隙高さを有する第1状態からそれより高い第2状態へ密閉状態で連続的に拡大するように形成されており、前記内部空隙8の外側には、前記未硬化樹脂組成物の流体を前記内部空隙8内へ導きつつ内部で前記未硬化樹脂組成物の一部を保持できる液だめ部10が備えられている。
(もっと読む)
ポリウレタンスポンジローラの製造方法及びトナー供給ローラ
【課題】ポリウレタンスポンジローラをポリウレタンスポンジ層表面の裂け、割れを発生させることなくパイプ金型から脱型するポリウレタンスポンジローラの製造方法及びトナー供給ローラを提供する。
【解決手段】金型内に予め配置した芯金の周囲に硬化してなるポリウレタンスポンジローラの製造方法において、ポリウレタンの材料を金型内で発泡硬化した後、芯金を把持固定し、金型に対し、芯金の軸に略垂直な力が該軸を中心とする円を略均等に分割した該軸円周の4方向以上の角度方向から加えられ、ポリウレタンスポンジローラの表面を金型の内表面から剥離する工程後、ポリウレタンスポンジローラを脱型する工程を経て製造し、前記金型に対して加えられる力による金型の変位量がポリウレタンスポンジ層の厚みの20%以上70%以下とする。
(もっと読む)
発泡成形型及びそれを用いた異硬度パッドの成形方法
【課題】本発明の目的は、自動車用シートの異硬度パッドにおけるサイドサポート部外側の異硬度部分を成形するために、下型の一部が区画された領域にポリウレタン原料を注入する際、その領域内のみに原料を注入することが可能な発泡成形型を提供することにある。
【解決手段】サイドサポート部の外側の部分を形成するための第2領域12bのキャビティ面の一部に第1切欠き部4を設け、前記キャビティ面の外側に第1切欠き部4に連通した注入用凹部16を設けた。また、第1切欠き部4における底面部17の高さを隔壁部14の高さよりも低くした。一方、上型には、下型2と閉合するパーティング面の一部が突出した第1突出部を形成し、下型2に対して上型を型閉めした際、前記第1突出部により第1切欠き部4が閉合されるようにした。
(もっと読む)
成形型及び発泡成形品
【課題】発泡成形品の製作コストを低減することができ、発泡成形品の表面から突出するフレーム類の一部分に発泡成形時にバリが付くのを防止できる成形型、及び、製作コストを低減することができ、表面から突出するフレーム類の一部分に発泡成形時にバリが付くのを防止できる発泡成形品を提供する。
【解決手段】フレーム類2を内蔵するとともにフレーム類2の一部分3を表面1Kから突出させた発泡成形品1を成形する成形型であって、型内で発泡する発泡材10に押し上げられた空気を溜める空気貯留凹部11を上型7の上側の内面7Nに形成し、型内にフレーム類2を収容し、空気貯留凹部11にフレーム類2の一部分3を収容した状態で発泡材10を発泡させるよう構成してある。
(もっと読む)
21 - 40 / 122
[ Back to top ]