
Fターム[4F202AB11]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 機能を特定したもの (1,400) | 充填剤(増量剤、強化剤) (280)
Fターム[4F202AB11]に分類される特許
221 - 240 / 280
液状低温射出成形方法
本発明の成形方法は、外側を加熱した金型を用いる低温且つ、液相の射出成形プロセスである。この成形プロセスは、比較的低コストの金型を使用することが可能であるので、限られた量の成形品生産には理想的に適している。本発明で使用される成形材料はキャリアおよびバインダの成分と粉末状ポリエチレンの成分との混合物である。キャリアおよびバインダの成分は非常に低い密度のポリエチレン、ワセリン、蝋状の炭化水素、液状炭化水素のオイル、あるいはそれらの混合物である。粉末状ポリエチレンの成分とは、微細に細分化されたポリエチレンで、好適には、少なくとも30以下の低い融解指数を有する超高分子量のものである。キャリアおよびバインダの成分は、典型的には、成形プロセスの射出温度において30,000センチポアーズに達する攪拌状態での粘度を有する、粘稠度のある練り歯磨き状のものでチクソトロピー(揺変性)混合物を生成するのに十分な量が使用される。そのプロセスは、外側が加熱された金型を用いるので、金型中心部を最小限に加熱するよう制御可能であり、それにより、成分中の温度感応要素にダメージを与えることなく金型内において当該成分を組み込むことを可能にする。 (もっと読む)
ゴム製筒体の製造方法
【課題】ゴム製筒体の生産性、外観及び寸法精度を高めることができるゴム製筒体(ゴムホース)の製造方法の提供。
【解決手段】筒状の内型4の外周側に未加硫ゴム筒7を配置する。内型4の外周面を円錐台の側面から構成する。内型4をシャフト6に中心軸方向にスライド自在に外嵌する。筒状の外型5の大径側に内型4の小径側を挿入する。外型5の内周面を円錐台の側面から構成する。内型4を外型5に小径側に向けて押し込む。内型4の大径側端部の中心軸方向の移動を外型5に対して規制する。加硫成形用の熱によって内型4を小径側に熱膨張させる。内型4が外周側の未加硫ゴム筒7を外型5の内周面に押圧する。これによる加圧と加熱により未加硫ゴム筒7をゴムホース1に加硫成形する。
(もっと読む)
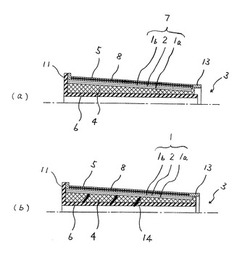
熱伝導性基板の成型方法

【課題】金型が汚れず、しかも生産性の高い熱伝導性基板の成型方法を提供することを目的とするものである。
【解決手段】半硬化あるいは部分硬化の状態で可撓性を有する熱硬化性樹脂組成物1を上型12、中型13及び下型11からなる金型内で加熱・加圧することにより、前記熱硬化性樹脂組成物1を所定の形状に成型する熱伝導性基板の成型方法において、前記金型の上型12及び下型11が熱硬化性樹脂組成物1と接する面にフィルム15、16を設ける。
(もっと読む)
合成樹脂製パレットの製造方法及び合成樹脂製パレットの製造装置
【課題】 内部が中空構造とされた合成樹脂製パレットを、安定かつ確実に製造できる合成樹脂製パレットの製造方法及び製造装置を提供する。
【解決手段】 内部が中空構造とされた合成樹脂製パレットの製造方法であって、合成樹脂製パレットの全体あるいは一部と略同形状のキャビティ11を備えた金型10には、開閉可能なバルブゲート21と、バルブゲート21が開口された部分に設けられた樹脂受け部17のキャビティ間隔tを変更する間隔変更手段34と、ガス注入手段とが備えられており、バルブゲート21を介して樹脂原料を供給した後に、バルブゲート21を閉止して金型10内にガスを注入し、前記ガスが樹脂受け部17に到達する前に、間隔変更手段34によって樹脂受け部17のキャビティ間隔tを小さくするようにしたことを特徴とする。
(もっと読む)
樹脂成形体
【課題】 軽量でありながら高剛性の取付座を備え、しかも取付座に掛かる衝撃荷重を効果的に吸収し得る樹脂成形体を提供する。
【解決手段】 取付座7及び取付座外周近傍部19を除くパネル本体3の表面にスキン層23を形成するとともに、内部に多数の空隙を有する膨張層25を形成する。取付座7及び取付座外周近傍部19に膨張層25を有しないソリッド層27を形成する。取付座外周近傍部19を除くパネル本体3の板厚T1と取付座外周近傍部19のソリッド層27の板厚T2との関係を、T1=(1.7以上3.3以下)×T2に設定する。取付座7の中心Oからパネル本体3側基端の開口部15内周縁までの寸法L1と取付座7の中心Oから取付座外周近傍部19外縁までの寸法L2との関係を、L2=(1.4以上1.7以下)×L1に設定する。
(もっと読む)
外観に優れたハウジング成形品
【課題】及び塗装後の成形品外観に優れ、並びに優れた剛性、衝撃特性、ウエルド強度および成形性を併せ持つハウジング成形品を提供する。
【解決手段】(A)芳香族ポリカーボネート50〜99重量部及び(B)ゴム成分量が5〜90重量%であるゴム強化スチレン系樹脂1〜50重量部の合計100重量部に対し、(C1)平均粒子径0.5〜30μmであるタルクc1重量部及び(C2)数平均繊維径0.1〜10μm、加重平均繊維長5〜80μmであるワラストナイトc2重量部を合計で0.50〜30重量部含み、かつ下記式(I)の数式を満足する樹脂組成物を射出成形してなるハウジング用成形品で、かつその成形品上のゲート接合断面積が0.1〜20mm2であるゲートを1点以上有することを特徴とするハウジング用成形品にかかるものである。
【数1】 (もっと読む)
(もっと読む)
樹脂反射鏡の樹脂基材及びその製造方法
【課題】樹脂製の光学的反射鏡基材に関して、耐熱強度および反射率の向上と熱的安定を図る。
【解決手段】光学的反射面を少なくともその1つの面に有する樹脂製の光学反射鏡基材が、少なくとも一方のキャビティ面を表面粗度:Ra5nmまたはそれ以下とし、かつ、そのキャビティ面とそれに対向するキャビティ面が共に同一材質からなり、射出成形時に共に120〜200℃の範囲内においてほぼ同一温度に保持し、さらに、予めそのキャビティ内にガスまたはエアを導入して内圧を0.6〜1.0MPa以下に保持した金型を用い、この金型キャビティ内に結晶性樹脂を射出充填して結晶化の進んだ成形品を得る。これを基材としてAL等の金属皮膜を被覆すれば熱的に安定な反射鏡が得られる。
(もっと読む)
射出成形方法及び装置
【課題】射出成形加工時に表面を全体的又は選択的に改質された成形品を製造する方法及びを提供する。
【解決手段】熱可塑性樹脂を射出成形することによって成形品を製造する方法であって、金型内に前記熱可塑性樹脂を溶融樹脂として導入する第1の導入工程と、前記第1の導入工程の後又は同時に行われ、前記金型内に溶解物質が溶解した超臨界流体を導入する第2の導入工程と、前記溶融樹脂を固化し、前記溶解物質を前記成形品の表面に配置させる工程とを有することを特徴とする方法を提供する。
(もっと読む)
繊維強化樹脂複合材料成形品の製造方法
【課題】 プリプレグを金型内で圧縮成形した際の脱型が容易であって、外観の良好なFRP成形品を生産性よく製造できる方法を提供する。
【解決手段】 強化繊維に熱硬化性樹脂を含浸したプリプレグを金型内で圧縮成形し、繊維強化樹脂複合材料からなる成形品を製造する方法であって、あらかじめ前記金型の成形面に、合成イソパラフィンを主成分とする溶剤にシリコーン樹脂が溶解した樹脂溶液を塗布し、前記シリコーン樹脂からなる皮膜を形成しておくことを特徴とする成形品の製造方法である。
(もっと読む)
熱可塑性樹脂の射出成形に用いる二酸化炭素注入装置
【技術課題】 キャビティ内に樹脂を充填した後に、二酸化炭素を樹脂のスキン層と金型キャビティの間に注入し転写性を向上させる射出成形方法では、溶融樹脂が金型キャビティ内に充填されると直ぐスキン層が形成され固化状態が進むため、二酸化炭素を瞬時に、そして均一の圧力で注入する必要があるが、従来の二酸化炭素注入装置では、それら両方を満たすものが無かった。
【解決手段】希望する圧力よりも高い圧力の高圧ガス回路6a、及び希望する圧力の定常圧ガス回路13aとの2回路を備え、第1段階として高圧力の二酸化炭素を注入し希望する圧力に到達した瞬時に第2段階として希望する圧力に切り替えることにより、樹脂のスキン層と金型キャビティ11間に二酸化炭素を瞬時に、そして均一の圧力で注入する。この結果、転写性と光沢性に優れた成形品を短い成形サイクルで得ることができる。
(もっと読む)
炭素鋳型作製方法、永久磁石粒子作製方法、ボンド永久磁石用造粒粉作製方法およびボンド永久磁石の製造方法
【課題】従来のミクロンオーダの永久磁石粒子を用いた永久磁石に対して磁気特性を向上させたナノオーダーの永久磁石粒子を得るとともに、これを造粒することで成形が可能な永久磁石の製造方法を提供する。
【解決手段】C−15/シクロヘキサン溶液に水、ヒドラジン、NH3、TEOSを添加して球状シリカを形成し、Ar焼成を行ない、NaOHaqで球状シリカをエッチングし、炭素鋳型を作製する。このようにして作成された炭素鋳型に金属塩水溶液を真空含浸し、Ca(NO3)水溶液を添加し、還元拡散処理を行なって永久磁石粒子を作製する。さらに、この永久磁石粒子で造粒し、樹脂混合し、成形という手順で処理を行い、永久磁石を製造する。
(もっと読む)
射出成形用熱可塑性樹脂組成物、熱可塑性樹脂の射出成形方法、及び射出成形品
【課題】 射出成形により、艶消し性がよく、低光沢性に優れる成形品を、低コストで与える熱可塑性樹脂組成物、熱可塑性樹脂の射出成形方法、及び射出成形品を提供する。
【解決手段】 少なくとも(A)熱可塑性樹脂55〜83重量%、(B)オレフィン系ゴム7〜20重量%、および(C)無機充填剤10〜25重量%を含む射出成形用熱可塑性樹脂組成物であって、該(B)オレフィン系ゴム成分の重量平均分子量(Mw)が1.4×105〜1.9×105であることを特徴とする射出成形用熱可塑性樹脂組成物。
(もっと読む)
優れた光学的特性を有する光を散乱する成形部品の製造方法
本発明は高い光学的特性を有する複雑な光を散乱する成形部品を製造するための射出成形法に関する。ポリメチル(メタ)アクリレートおよび1〜24μmの範囲の粒度およびポリメチル(メタ)アクリレートの質量に対して0.05〜30質量%の範囲の濃度を有する球状プラスチック粒子から形成されるマトリックスを有する成形材料を使用し。球状粒子はポリメチル(メタ)アクリレートマトリックスの屈折率と0.01〜0.2だけ異なる屈折率を有する。 (もっと読む)
高強度高機能樹脂成形品およびその製造方法
【課題】メッシュを埋設した樹脂成形品の強度を増し、しかも軽量化をはかる。
【解決手段】成形品の内面側に位置する片側端面に沿わせてメッシュをインサートして一体に埋設してなる。これにより外面からの衝撃を受けて成形品が局所的かつ瞬間的に内面側に膨出しようとする応力に対して内面側に一体に埋設されたメッシュが放射方向に引っ張り力を発揮して対応し、上記した外面からの衝撃を強力に跳ね返すべく作用する結果、成形品の破損を防止することができ、しかもその分だけ成形品の肉圧を軽減することができ、軽量化をはかることができるばかりでなく、樹脂材使用量の節約が可能となりコストの低減化をもはかることができる。
(もっと読む)
吸音体の製造方法、この製造方法に用いられる金型,この製造方法によって得られる吸音体及び吸音構造体
【課題】 生産性及び品質安定性に優れ、かつ、一定の周波数帯の騒音のみを吸音することのできる吸音体の製造方法の提供を目的とする。
【解決手段】 表裏面に形成されたスキン層と、このスキン層に挟まれ多数の空隙を備えた空隙層とを有し、一方のスキン層を貫通し他方のスキン層まで到達しない深さの孔を形成した吸音体の製造方法であって、固定型11と移動型12とキャビティ13内に出没自在に設けられた少なくとも一つのピン14とを備えた金型を準備し、前記キャビティ13に樹脂材料を充填して前記吸音体を成形する過程で前記ピン14を前記キャビティ13内に突出させ、前記吸音体の成形と同時に前記空隙層に連通する前記孔を形成する工程と、前記ピン14を突出させたときに前記空隙層に加圧流体を注入する工程とを有する方法とした。
(もっと読む)
樹脂成形品及び成形方法、成形装置
【課題】 部品をインサート成形した樹脂成形品において、脱落して動作不良等の原因となるようなバリの発生を抑制する。
【解決手段】 部品2が樹脂中にインサート成形されてなる樹脂成形品1であって、部品2の周囲において、ガイド孔3が形成されるとともに、ガイド孔3に沿って部品の周面に樹脂被膜4が形成されている。樹脂被膜4は、略線状または略点状の肉薄部4aを有し、肉薄部4aと連なって次第に厚さが増加する断面形状部分(断面円弧状部分4b,4c)を有する。あるいは、肉薄部2の基端から先端までの寸法を1mm以下とする。
(もっと読む)
多孔質体成形用金型
【課題】全体を均一に加圧することができて、部位による密度の差が少なく、できあがった成形体も全体に均等な空孔を有し、成形品を水処理器等のフィルタとして用いた場合に流量が変わってしまうといった問題を引き起こすことのない成形体を製造することができる多孔質体成形用金型を提供する。
【解決手段】外型7、上型9および下型10からなる金型であって、原料Gを金型1内で上型9または下型10で上下方向に加圧するとともに加熱し、多孔質体を成形する多孔質体成形用金型1であり、外型7における内面7aには加圧方向に向かって断面積が徐々に拡大するテーパを設けてなることを特徴とする。
(もっと読む)
シームレスベルトの形成方法、シームレスベルトおよび電子写真装置
【課題】 ポリイミドのシームレスベルトの遠心成型法において、乾燥工程とイミド化工程を同じ円筒型で実施することができ、膜厚均一性および機械強度の均一性を有するシームレスベルトの形成を可能にするシームレスベルトの形成方法を提供すること、さらに、得られたシームレスベルトを転写ベルトや定着ベルト、特に、中間転写方式の中間転写ベルトとして用いた電子写真装置を提供すること。
【解決手段】 耐熱性樹脂または耐熱性樹脂前駆体を含有する塗工液を円筒型の内面に塗布し、加熱することにより乾燥および化学反応させてシームレスベルトを形成させる方法であって、前記円筒型の内面に鱗片状シリカを含有する被覆層を設ける。
(もっと読む)
車両用複合シャシ部片を製造する方法およびツール
本発明は、互いに対して調節可能な第1(14)および第2のツール部品(12)を備えるツール(10)内で、自動車両用の複合シャシ部片(16、28)、特にルーフモジュールを製造する方法に関する。外皮(16)が、第1のツール部品内に、外皮の第1のツール部品に面する側の外周領域(22)の少なくとも一部分(24)が、第1のツール部品に設けられた封止部材(18)内にきつく挿入されるように配置され、プラスチック材料(28)が、外皮の第1のツール部品とは反対側に面する側に付着され、このプラスチック材料の成形は、第2のツール部品によって実施され、この複合シャシ部片は、封止部材から開放され、ツールから取り外される。本発明は、さらに、対応するツールにも関する。 (もっと読む)
複合熱可塑性樹脂めっき成形品
【課題】従来にない卓越した外観を有し、めっき膜の密着性及び耐サーマルサイクル性にも優れた複合熱可塑性樹脂めっき成形品を提供する。
【解決手段】熱可塑性樹脂と無機質充填材とが配合された成形材料の射出成形品表面にめっき処理を施してなる複合熱可塑性樹脂めっき成形品。該射出成形品は、金型の表面温度を前記熱可塑性樹脂の熱変形温度以上に加熱した状態で前記成形材料を射出し、射出が完了した後、前記金型表面を冷却して成形品を取り出すヒートサイクル法により得られた成形品である。
(もっと読む)
221 - 240 / 280
[ Back to top ]