
Fターム[4F202AG21]の内容
プラスチック等の成形用の型 (108,678) | 一般形状、構造物品 (7,435) | 部分(細部) (2,010)
Fターム[4F202AG21]の下位に属するFターム
中部・胴部 (55)
端部(上下部・頭底部・前後部) (378)
内側・内面 (84)
外側・外面(←表面) (185)
内部構造 (84)
リブ又は突起を有するもの (978)
分岐を有するもの(←「とって」) (39)
ヒンジ部を有するもの (49)
Fターム[4F202AG21]に分類される特許
101 - 120 / 158
クリップ取付座、内装材およびクリップ取付座の形成方法
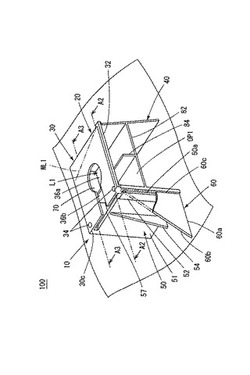
【課題】適度な強度が得られるクリップ取付座の提供を課題とする。
【解決手段】内装材100の基部10を成形する部位から成形型300に樹脂成形材料M1を射出して該基部10と一体的に成形され、車体に固定するためのクリップ200を取り付け可能なクリップ取付座20に、前記基部10との間に前記クリップ200の端部205を挿入可能な空間SP1を形成しながら前記クリップ200を取り付け可能な頭部30と、前記空間を挟んで前記基部10から前記頭部30へ繋がり該頭部30を支持する第一および第二の壁部40,50と、前記基部10から前記第二の壁部50へ繋がり前記第二の壁部50から前記頭部30への樹脂成形材料M1の流れを前記第一の壁部40から前記頭部30への樹脂成形材料M1の流れよりも多くさせる材料導入部60とを設けた。
(もっと読む)
セラミックフェルールブランクの成形装置及び成形方法

ブランク成形のキャビティ(1)に定形ワイヤ(2)が設けられ、キャビティ(1)の下部口の中にノックピン型(4)が設けられ、ノックピン型(4)内に定形ワイヤ(2)を貫通させるための軸穴(5)が貫設され、キャビティ(1)の上方に2つの打抜き半型(6)及び半型圧子(7)が設けられ、半型圧子(7)の側面に定形ワイヤ(2)を収容するための線溝(8)が設けられ、定形ワイヤ(2)の一端がノックピン型(4)の上方に固着され、その他方の端がワイヤークリップユニットに挟持されることができるセラミックフェルールブランクの成形装置及び成形方法である。 (もっと読む)
金型の洗浄方法
【課題】微細な凹凸表面を有する金型に付着した(メタ)アクリル系樹脂を効果的に、金型を傷めることなく除去できる、金型の洗浄方法を提供する。
【解決手段】(メタ)アクリル系樹脂が付着した金型を洗浄する方法であって、該金型に対し、波長が200nm以下の紫外線を照射して、(メタ)アクリル系樹脂を分解、除去することを特徴とする金型の洗浄方法。当該金型は横断面が矩形状の凹部を備え、凹部の幅は150nm以上であり、深さは700nm以下であることが好ましい。また、当該金型は逆円錐状の凹部を備え、凹部の開口部直径は300nm以上であり、深さは450nm以下であることが好ましい。
(もっと読む)
成型品生産方法及び射出成型金型
【課題】 溝等の陥部を周面に有するシャフトが凹部から突出している成型品を生産すること。
【解決手段】 本体52の外形を決めるキャビティ形成面を有する第1キャビティ形成部材5a,5bと、そのキャビティ形成面に離間して配置されて本体52の凹部55の形状を決めるキャビティ形成面を持つ有孔凸部8と、その孔10に交差する向きで連通する穴11とを有し、該孔10の軸方向へ移動する第1スライドコア13と、孔10と連なってシャフト53の外形を決める連通孔14を形成するとともにその表面の一部に凸部16を有するキャビティ形成面を対向させて配置され、穴11に沿って開閉する一対の第2キャビティ形成部材17a,17bとを具備する。第2キャビティ形成部材17a,17bを開動作させて凸部16のアンダーカットが抜けた後に、第1スライドコア13を孔10の軸方向へ移動させる。
(もっと読む)
反応成形品の製造方法
【課題】傾斜した特性の分布をもつ反応成形品を製造する。
【解決手段】複数種の液状原料をキャビティ内で反応させて固化する成形方法において、少なくとも一種の液状原料は磁力又は電力によって誘導可能な機能性流体であり、反応成形時にキャビティ外から磁力又は電力を印加して機能性流体を誘導し、機能性流体によって付与される反応特性を反応成形品内で傾斜分布させる。
(もっと読む)
成形金型装置及び軸状成形品の成形方法
【課題】固定側型板、可動側型板の全体を交換しないで仕様の異なる成形品を成形できるようにする。
【解決手段】半径に対応した第1〜第6の固定側分割入れ子31,32,33,34,35,36を固定側入れ子収納部30に収納し、半径に対応した第1〜第6の可動側分割入れ子44,45,46,47,48,49を可動側入れ子収納部43に収納した後、固定型12と可動型13とを型閉し、この後第1〜第6の固定側分割入れ子31,32,33,34,35,36と第1〜第6の可動側分割入れ子44,45,46,47,48,49に形成された製品キャビティ14に溶融樹脂を注入して成形する。異なる半径に仕様変更して成形するときに、第3の固定側分割入れ子33、第3の可動側分割入れ子46に代えて異なる半径に対応する第7の固定側分割入れ子、第7の可動側分割入子を交換して成形する。
(もっと読む)
アセンブリの製造方法、液状体吐出ヘッドの製造方法、液状体吐出ヘッド、液状体吐出装置
【課題】信頼性に優れたアセンブリを製造するためのアセンブリの製造方法、信頼性に優れた液状体吐出ヘッドとその製造方法、および当該液状体吐出ヘッドを搭載する液状体吐出装置を提供すること。
【解決手段】ケース30における射出成型時の樹脂の流動方法(矢印Aの方向)と液状体導入部材40における射出成型時の樹脂の流動方法(矢印Bの方向)とが一致するように部材間の位置合わせを行った上で、両部材を接合する。位置合わせは、ケース30のガイド部31に形成されたマーク35と液状体導入部材40のフランジ部43に形成されたマーク45とを合わせることにより行う。
(もっと読む)
表皮材の成形方法
【課題】表皮材にしわが生じるのをより抑制できる表皮材の成形方法を提供する。
【解決手段】表皮材1を、凹部5を備えた成形型6に真空吸着して立体形状に成形する表皮材1の成形方法であって、凹部5の底面周縁部に真空吸着される表皮材1の見切り部8のうち、凹部5の内周面13の屈曲部9に沿う見切り部分10を押圧する第1押圧具11を準備するとともに、第1押圧具11の押圧面12の側縁12Eを、凹部5の内周面13の屈曲部9に沿う屈曲形状に形成しておき、表皮材1の真空吸着の際に、押圧面12の側縁12Eを凹部5の内周面13の屈曲部9に沿わせた状態で、押圧面12で見切り部分10を押圧する。
(もっと読む)
成型部品間に機械的インターロック部分を成型するための射出成型法
2ショット又はマルチショット式の射出成型法が提供される。本法によれば、各材料間に材料分離を防止する構造的インターロックが創出され、かくして異種材を単一の射出成型部品に射出成型することが可能である。構造的インターロックは、成型部品における、第1材料で成型した第1部分の境界面に隣り合う少なくとも1つのインターロックキャビティを形成し、第1材料と異なる第2材料を型に射出してインターロックキャビティ内に流入且つ充填させることで創出される。第1材料で形成したインターロックキャビティ内で第2材料が固化することにより、2つの材料間に構造的インターロックが創出される。  (もっと読む)
(もっと読む)
成形型及び成形体の製造方法
【課題】第1及び第2柱状部に対して、柱軸方向に過剰な負荷が与えられることなく、第1及び第2柱状部を脱型可能な成形型を提供する。
【解決手段】成形型Mは、第1及び第2柱状部形成孔51,52が形成された柱状部形成型20と、それに対し第1及び第2柱状部形成孔51,52の開口を覆うように設けられた基部形成型10とを備える。柱状部形成型20は、第1柱状部形成孔51が形成されていると共に、それを縦割りするように分割された一対の型片21a,21bからなる第1柱状部形成セグメント21と、第1柱状部形成セグメント21に対しその分割線の側方に配されるように設けられ、第2柱状部形成孔52が形成されていると共に、それを縦割りし且つ第1柱状部形成セグメント21の分割線に沿うように分割された一対の型片22a,22bからなる第2柱状部形成セグメント22と、それらの間に挟まれるように設けられたスペーサセグメント24とを有する。
(もっと読む)
偏肉樹脂成形品およびその製造方法
【課題】表面に模様のパターンが形成された、外観が良好な偏肉樹脂成形品を低コストで容易に製造する。
【解決手段】可動側金型4を固定側金型3に密着させて両者の間にキャビティ5を構成する。加熱媒体供給源7から弁9を介して流路6に蒸気を流し、キャビティ5の内壁面を成形用樹脂のビカット軟化温度以上に(例えば100℃に)高めたら、射出装置10から、化学発泡剤が混入された溶融状態の樹脂を、ゲート3aを介してキャビティ5内に射出する。射出された樹脂はキャビティ5中で発泡しながら広がり、堰5およびその周囲にも行き渡る。所定量の樹脂の射出が完了したら、弁9が作動して、加熱媒体供給源7から流路6への蒸気の供給を停止し、冷却媒体供給源8から流路6への水の供給を開始する。キャビティ5の内壁面付近を急激に(例えば40℃に)冷却して、樹脂を冷却固化させてから取り出す。
(もっと読む)
樹脂成型体の製造方法
【課題】成形品が損傷を受けずに簡易に取出し得る樹脂の射出成形方法を提供する。
【解決手段】複数の成型型の型閉じによって形成されるキャビティに樹脂を注入し、当該樹脂を成型した後に、前記複数の成型型を型開きする型開きステップを有し、前記複数の成型型には、第1方向に前記型開きを行い、前記キャビティを臨む領域に凹部または凸部20bを有する第1成型型と、各々が第1方向と異なる方向に型開きを行う複数の第2成型型3とが含まれ、前記型開きステップは、前記樹脂の成型体4に前記凹部または凸部20bの一部分が係留可能な状態で、前記第1成型型を前記成型体から離型させる第1離型サブステップと、前記係留可能な状態を維持したまま、前記複数の第2成型型3を前記成型体4から離型させる第2離型サブステップとを有する方法を用いる。
(もっと読む)
樹脂成形品の製造方法
【課題】厚みの薄い部品、或いは、複雑な三次元形状を有する部品であっても、高い形状
精度を確保することができるともに、効率的に製造することが可能で、製造コストを低減
することのできる樹脂成形品の製造方法を実現する。
【解決手段】本発明の樹脂成形品の製造方法は、樹脂材料で構成されたシート1を成形し
て製造する樹脂成形品の製造方法であって、加熱により軟化された前記シートが一対の型
15A,15Bで表裏両側から挟圧されると同時に、少なくとも一方の前記型の成形面上
に開口する排気口15xから排気を行いながら成形される工程を有することを特徴とする
。
(もっと読む)
射出成形装置及び射出成形方法
【課題】肉厚に差がある成形品の各部位において、ほぼ均等に不完全転写部を発生させ、成形品全体において内部歪が小さく、形状精度の良い成形品を得ることができる射出成形装置および射出成型方法提供する。
【解決手段】高精度処理がなされた少なくとも1つ以上の転写面と、転写面以外の面であり、所定面積で開口する複数の通気孔が設けられた非転写面とで形成されるキャビティ内に、ゲートを介して溶融した成形材料が射出充填され、冷却により成形品が得られる射出成形金型と、成形材料の射出充填後の冷却過程において複数の通気孔を介してキャビティ内に所定の気体を供給する複数の気体供給装置と、を有し、複数の気体供給装置は、複数の通気孔と1対1に対応し、成形品の形状に基づいて、所定の圧力および所定のタイミングで気体を供給し、非転写面に不完全転写部を形成する。
(もっと読む)
樹脂成形品
【課題】突部の先端と成形面との間に溶融樹脂が入り込んでバリが発生するのを規制する。
【解決手段】本発明における樹脂成形品1は、一次成形品を中子4として成形用金型6にセットし、中子4の外面に二次成形部5を成形したものである。成形用金型6を型閉じする際には、突部8の先端9が成形面7によって圧縮変形されることにより、突部8の先端9と成形面7とが密着して当たり合い、これらの間に溶融樹脂が入り込まないから、バリの発生が規制される。
(もっと読む)
差込接続器内の電気的なコンタクトのための係止装置を製作する方法ならびに係止装置
【課題】電気的なコンタクトを付加的な補助手段なしに絶縁体の貫通開口内に簡単に係止することができる装置を提供する。
【解決手段】絶縁体(1)内に貫通開口(2)を成形するために、部分的に抱き合っていて、絶縁体の射出成形工程後にそれぞれ軸方向で逆向きに貫通開口(2)から除去可能であって、しかも係止縁部(11,14)を有する係止手段(10,13)が貫通開口の両端部に形成されているように成形されている2つの型中子、つまり第1の型中子(30)および第2の型中子(35)を、ハウジングを形成する射出成形型内に配置するようにした。
(もっと読む)
車両用カウルトップカバー
【課題】外観品質を向上させた車両用カウルトップカバーを提供する。
【解決手段】内側格子2b及びこれを取り囲むように形成された外枠2cにより形成されたメッシュ2aが全面に設けられた吸気口2を有するカウルトップカバー本体1を樹脂により射出成形する際、溶融樹脂を射出するゲートポイント3cの近傍に位置する開口部周縁の外枠格子2cを、メッシュ2aの他の部分の内側格子2bより薄肉として、溶融樹脂の流動抵抗を大きくすることにより、射出成形時に発生するウエルドラインをメッシュ2aを形成する内側格子2bに発生させるようにしたもので、ウエルドラインがほとんど目立たなくなるため、カウルトップカバーの外観品質を向上させることができる。
(もっと読む)
型内発泡成形樹脂製品及びその製造方法
【課題】明瞭な印刷が可能であり該印刷部の表面を擦っても印刷が消え難い印刷部を有する型内発泡成形樹脂製品の提供。
【解決手段】少なくとも一部の表面に、算術平均粗さRaが10〜60μmの範囲である印刷予定部が設けられたことを特徴とする型内発泡成形樹脂製品。型内発泡成形型のキャビティ空間側の面の少なくとも一部を微小凹凸面とし、このキャビティ空間内に予備発泡樹脂粒子を充填し、次いでキャビティ空間内を加熱して予備発泡粒子を融着させて一体化し、冷却後、表面の少なくとも一部に算術平均粗さRaが10〜60μmの範囲である印刷予定部が設けられた型内発泡成形樹脂製品を得ることを特徴とする型内発泡成形樹脂製品の製造方法。
(もっと読む)
成型装置
【課題】 異なる形状の成型品を成型可能な成型装置を提供する。
【解決手段】 成型対象物を所望の形状に成型するための成型領域12に移動可能に設けられた複数の素子13と、複数の素子13のそれぞれを個別に移動させる移動手段18、19と、移動手段18、19による素子13の移動を制御する制御手段34とを設ける。移動手段は、素子13毎に設けられ、互いに反対方向に圧縮された2つのバネ18、19として構成する。一方のバネ18は形状記憶合金からなるとともに、変態点より高温の場合に他方のバネ19よりバネ力が強くなり、変態点より低温の場合に他方のバネ19よりバネ力が弱くなるように構成され、一方のバネ18に対する通電状態を切り替える通電切替手段33を設け、制御手段34は、通電切替手段33による通電を制御する。
(もっと読む)
射出成形方法および射出成形用金型構造
【課題】キャビティのうち製品の肉厚変化急変部でのガス抜きを確実に、且つ長期にわたり安定して行えるようにして、ガス溜まりによる欠肉の発生を未然に防止する。
【解決手段】型締め動作途中で一次減圧用ベント孔9にてキャビティ4内を強制吸引により一次減圧状態とする。次いで、キャビティ4を密閉空間とした上で、キャビティ4のうち製品の肉厚変変化急変部aに相当する部分に焼結金属ブロック11を介して臨ませてある局部ガス抜き用ベント孔10を使って、キャビティ4内のガスを強制吸引しながら成形原料を吐出・充填する。
(もっと読む)
101 - 120 / 158
[ Back to top ]