
Fターム[4F202AG21]の内容
プラスチック等の成形用の型 (108,678) | 一般形状、構造物品 (7,435) | 部分(細部) (2,010)
Fターム[4F202AG21]の下位に属するFターム
中部・胴部 (55)
端部(上下部・頭底部・前後部) (378)
内側・内面 (84)
外側・外面(←表面) (185)
内部構造 (84)
リブ又は突起を有するもの (978)
分岐を有するもの(←「とって」) (39)
ヒンジ部を有するもの (49)
Fターム[4F202AG21]に分類される特許
21 - 40 / 158
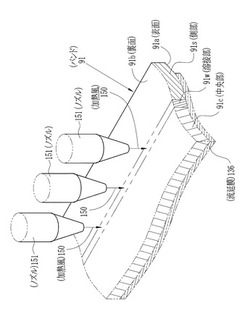
乾燥装置及び溶液製膜方法
【課題】従来よりも幅が広い光学フィルムを効率よく製造する。
【解決手段】バンド91は、帯状の中央部91cと中央部91cの幅方向両側に配された帯状の側部91sとからなる。中央部91c及び側部91sの溶接部91wは、表面91aから露出する。流出口133aから移動状態のバンド91の表面91aに向けてドープが流出する。表面91a上では、ドープからなる流延膜136が、溶接部91wを覆うように形成される。ダクトから流延膜136に向けて乾燥風が送り出される。乾燥風との接触により流延膜136から溶剤が蒸発する。ノズル151は、裏面91b側から溶接部91wへ加熱風150をあてる。加熱風150により、表面91a上の流延膜から溶剤が蒸発する。剥取ローラは、流延膜136をバンド91から剥ぎ取ってフィルムとする。
(もっと読む)
蓄電池用液栓、及びその形成方法

【課題】蓄電池用の液栓本体と防爆用のフィルタとを一体化することで、製造工程を簡略化して製造効率を上げる蓄電池用液栓等を提供する。
【解決手段】外周面に螺子部3aを有し、鉛蓄電池の液口に螺子部3aを螺嵌する筒状体3と、筒状体3の上部に覆設され、少なくとも鉛蓄電池内部に発生する気体の排気を行う排気孔2aを有する液栓頭部2とを有する液栓本体4と、液栓本体4の内部に、連続発泡で形成されるフィルタ5とを備え、液栓本体4の少なくとも外表面が、発泡体のスキン層6で形成され、フィルタ5における連続発泡が、発泡体の発泡層で形成される。
(もっと読む)
偏芯ボトルの製造方法
【課題】 成形ロスが無く、耐衝撃強度にも優れ、均一肉厚とすることでバリア性にも優れた偏芯ボトルの新規な製造方法を提供する。
【解決手段】 コアピン5と雌型6からなる射出成形金型3において周方向一側のみを厚肉とした有底筒状の偏肉プリフォーム2をコアピン5外周に射出成形し、その直後に軟化状態のプリフォーム2をコアピン5で保持したままブロー成形型4の偏芯キャビティ内へ移送して、該プリフォーム2をブローすることにより周方向一側が径方向外方へ比較的大きく膨らんだ偏芯ボトルをブロー成形する。
(もっと読む)
コネクタ及びコネクタの製造方法
【課題】本発明は、防水性が向上されたコネクタ及びコネクタの製造方法を提供する。
【解決手段】コネクタ10は、第1合成樹脂材15によって、端子金具12が貫通される基壁13と、基壁13の縁部寄りの位置から基壁13と直交する方向に延びる板状の延出片18と、延出片18から端子金具12側に突出して形成されると共に相手側コネクタと係止する係止部20と、を備えた一次成形部14を成形する第1工程と、一次成形部14を第2合成樹脂材16によって更に成形することにより延出片18及び基壁13に固着する二次成形部17を形成し、一次成形部14と二次成形部17とによってフード部11を形成する第2工程と、を実行することにより製造される。
(もっと読む)
タイヤモールド及び空気入りタイヤの製造方法
【課題】接着不良やライトネスといった加硫成型時のゴム流れ不足による不具合を抑制しつつ、タイヤ外観の均一性を確保できるタイヤモールドと空気入りタイヤの製造方法を提供する。
【解決手段】タイヤ成型面10のサイドウォール部を成型する領域に、周方向に沿った環状の粗面成型部1を備え、粗面成型部1には、5〜300μmの突出高さで周方向CDに沿って螺旋状に延びる突起5を設けた。これにより、未加硫タイヤの粘着を抑えてゴムの流動性を確保するとともに、空気が周方向に流れるように促して残留を低減し、タイヤ外観の均一性の確保を図る。
(もっと読む)
カウンタートップとその成形金型及び製造方法
【課題】 接着工程を行わなくてもサイドカバー7付きのカウンタートップ1を得られるようにする。
【解決手段】 本発明は、人工大理石よりなるカウンタートップ1に関する。このカウンタートップ1は、幅方向寸法が前後方向寸法よりも大きいプレート本体2と、プレート本体2の前端縁から下方に延びるフロントカバー3と、プレート本体2の後端縁から上方に延びるバックカバー4と、を一体に備える。また、プレート本体2の左右両端縁から下方に延びてフロントカバー3と同じレベルの下端面を有する左右一対のサイドカバー7が、プレート本体2、フロントカバー3及びバックカバー4に一体に形成され、プレート本体2の裏面における幅方向中途部に、サイドカバー7と同じ側面形状の中間リブ8が一体に形成されている。
(もっと読む)
合成樹脂製ボトルのブロー成形方法
【課題】合成樹脂製ボトルの底部を均一に延伸することができて薄肉化と強度及び耐熱性の向上とを両立させることができ、しかも、比較的少ない工程数で低コストの合成樹脂製ボトルを得ることができる合成樹脂製ボトルのブロー成形方法を提供する。
【解決手段】底部金型17を第1の所定位置よりも下方の第2の所定位置に位置させた状態で、延伸膨出工程により、胴部金型16内のプリフォーム1aに内圧を付与し、下部を下方に膨出させた底部膨出部1cを有する中間成形体1bを形成させる。このとき、底部膨出部1cは、底部金型17に非接触或いはリブ成形部25の少なくとも一部を残して底部金型17に当接する。続いて底部成形工程により底部金型17を第2の所定位置から第1の所定位置に移動させ、底部膨出部1cを突き上げ、底リブ9を成形しつつ底凹部7を形成させる。
(もっと読む)
レンズカバー成形用金型およびレンズカバーの製造方法
【課題】金型の大型化や製造コストの増大、生産効率の低下を招くことなく、樹脂材料の未充填部分の形成を防止する。
【解決手段】レンズカバー成形用金型の一例である金型120は、固定型122と、可動型124と、固定型122と可動型124との間をスライド移動可能なスライド型126とを備える。固定型122と可動型124と126スライド型との間にはレンズシール足に対応する成形空間130が形成され、スライド型126の突出部126aが成形空間130に向けて突出している。
(もっと読む)
OA用ブレード及びOA用ブレード用金型
【課題】エッジが立ったシャープな形状のゴム部材を備えたOA用ブレードを製造する。
【解決手段】長尺形状のプレート2上に、被接触体に当接される弾性部材3が長手方向に沿って設けてあるOA用ブレード1において、
前記弾性部材3は、前記プレート2と接する面と厚さ方向で対向している第1の面TFと、該第1の面とそれぞれが互いに交差するように配置された第2の面SF及び第3の面CFとを含む形状に形成されており、前記第1の面、前記第2の面及び前記第3の面が交差する角部ANから近傍の所定領域内の前記第1の面上に突起PRが設けてある。
(もっと読む)
ファン、成型用金型および流体送り装置
【課題】優れた送風能力を発揮するとともに、騒音の発生が抑制されるファン、そのファンの製造に用いられる成型用金型およびそのファンを備える流体送り装置、を提供する。
【解決手段】貫流ファンは、周方向に互いに間隔を隔てて配列される複数のファンブレード21を備える。ファンの回転中心である中心軸101および外縁部27を通る直線336と、外縁部27における中心線106の接線337とがなす角度を外周側翼先端角βと規定し、翼弦線333と、中心軸101および外周側翼先端部29と翼弦線333との接点331を通る直線332とがなす角度を食違い角αと規定する。複数のファンブレード21は、外周側翼先端角βが互いに異なるファンブレード21A〜21Gを含む。複数のファンブレード21は、複数のファンブレード21間において食違い角αが互いに等しくなるように設けられる。
(もっと読む)
ファン、成型用金型および流体送り装置
【課題】優れた送風能力を発揮するとともに、騒音の発生が効果的に抑制されるファン、そのファンの製造に用いられる成型用金型およびそのファンを備える流体送り装置、を提供する。
【解決手段】遠心ファンは、周方向に互いに間隔を隔てて配列される複数のファンブレード21を備える。ファンブレード21は、内周側に配置される内縁部26と、外周側に配置される外縁部27とを有する。ファンブレード21には、正圧面および負圧面からなる翼面が形成される。ファンブレード21は、ファンの回転軸に直交する平面により切断された場合に、正圧面および負圧面に凹部が形成される翼断面を有する。複数のファンブレード21は、互いに異なる形状の翼断面を有するファンブレード21A〜21Eを含む。
(もっと読む)
レンズ成型用金型、レンズ成型方法及びピックアップ装置
【課題】バリの除去不要で、且つ、レンズと光ディスクとの接触をキャップにて防止可能なレンズの成型金型及び成型方法、並びに該レンズを用いたピックアップ装置を提供する。
【解決手段】レンズ成型用金型が、レンズ1の第1レンズ面及びレンズの光軸に垂直な環状の平面である第1平面部を成型する為の第1内金型と、レンズの光軸に略垂直な環状の平面である第2平面部を成型するための第1外金型と、レンズの光軸に垂直な環状の平面である第3平面部を成型する為の第2内金型と、第3平面部の外周に形成されるとともに、レンズの光軸に略垂直な環状の平面である第4平面部を成型するための第2外金型と、を有し、第1内金型の外周部には、バリMF1を逃がすための凹部を該レンズに形成するための凸部が全周に亙って形成され、第2内金型の外周部には、バリMF2を逃がすための凹部を該レンズに形成するための凸部が全周に亙って形成されている。
(もっと読む)
レンズ成型用金型及びレンズ成型方法、並びにレンズ及びピックアップ装置
【課題】成型後のバリ除去加工を行うことなくレンズホルダに取り付け可能なレンズを成型するためのレンズ成型用金型及びレンズ成型方法、並びにレンズ及びピックアップ装置を提供する。
【解決手段】レンズ成型用金型が、レンズの第1レンズ面を成型するための第1金型部と、レンズの第2レンズ面を成型するための第2金型部とを有し、第1金型部及び第2金型部の少なくとも一方の、他方の金型部と当接する当接面には、エアベント溝が形成されており、エアベント溝が形成された金型部の、レンズの筒状面を形成する外周形成面の少なくとも該エアベント溝周辺には、該エアベント溝によるバリを収容する凹部を形成するための凸面が形成されている。
(もっと読む)
保持治具の製造方法
【課題】大多数の小型部品を保持できるにもかかわらず補強部材の平坦性を維持した保持治具の製造方法を提供すること。
【解決手段】支持孔7が形成された補強部材2と、自身に挿入された小型部品を弾発的に保持する保持孔9が形成された弾性部材3とを備え、前記保持孔9が前記支持孔7の内部を通るように前記補強部材2が前記弾性部材3に埋設されて成る保持治具1を成形金型30で製造する製造方法であって、前記成形金型30に形成された陥没部35によって前記弾性部材3よりも肉厚に形成された肉厚部を押進部材41で押進しつつ前記補強部材2と弾性材料との一体成形体を前記成形金型30から離型し、次いで、一体成形体の前記肉厚部を除去することを特徴とする保持治具1の製造方法。
(もっと読む)
樹脂成形品
【課題】フックの設計の自由度を上げることができる樹脂成形品を提供する。
【解決手段】フック支持壁10にフック20が一体に形成され、フック20に対向する型抜き孔23がフック支持壁10に形成され、型抜き孔23の周部33に薄肉ヒンジHを介して連なり、薄肉ヒンジH周りに折曲揺動して型抜き孔23を塞ぐカバー片24がフック支持壁10に一体に形成されている樹脂成形品であって、カバー片24は型抜き孔23の周部33からフック支持壁10の裏側に向かって延びる状態に成形されている。
(もっと読む)
光学素子及び樹脂成形用金型並びに光学素子製造方法
【課題】2つの光学機能面の芯ズレが抑えられ、2つの光学機能面間の厚みを精度良く形成できる樹脂成形用金型を得ること及び、2つの光学機能面の芯ズレが抑えられ、2つの光学機能面間の厚みが正確で、高いNA値でも安定した性能を有した光ピックアップ装置用の光学素子を得ること。
【解決手段】光学機能部1aとフランジ部1fを有し、光学機能部は、互いに向かい合う第1の光学機能面1bと第2の光学機能面1aとを有し、第1の光学機能面のほうが第2の光学機能面よりも曲率が小さく、フランジ部の第2の光学機能面側の面に、鏡枠へ装着する際に取り付け基準面となる面と、光軸から離れるに従って高さが低くなる少なくとも2段の段差が設けられている光学素子とする。
(もっと読む)
プラスチック成形品、プラスチック成形品の成形方法、および該プラスチック成形品を有する光走査装置
【課題】薄肉形状のプラスチック成形品における転写面の形状精度の向上を図る。
【解決手段】金型のキャビティ内の樹脂に樹脂圧力を発生させ、被転写面を転写することにより形成した転写面を有するプラスチック成形品10において、1または対向する2つの転写面11,12を有し、転写面11,12に垂直な断面形状14における、該転写面の垂直方向の成形品厚みaと該転写面の平行方向の成形品厚みbとは、a/b<1の関係を満たし、転写面11,12以外の面に、金型のキャビティ形状を不完全転写することにより形成した凹形状の不完全転写部21と凸形状の不完全転写部22とをそれぞれ少なくとも1つ有する。
(もっと読む)
サーモトロピック液晶ポリマーの成形及びそこから作製される物品
メソゲンを含むサーモトロピック液晶ポリマー(TLCP)を含む組成物を成形する方法であって、型凹部を有する型に微細特徴チャンバを備える特徴凹部(43)を提供する工程と、組成物を加熱して溶融組成物を形成する工程と、移動する溶融組成物の流れ方向に対して、微細特徴チャンバ(49)を充填する溶融TLCP中のメソゲンの少なくとも一部分の流れ整列をもたらす流量速度で移動する溶融組成物を、微細特徴チャンバに充填する工程と、微細特徴チャンバの少なくとも固化したTLCPのメソゲンが、それらの流れ整列を維持するように、溶融組成物を固化する工程と、を含む。成形品は、本体と、本体から突出する3次元構造特徴と、を備え、微小寸法を有する微細特徴要素を含み、微小寸法におけるTLCPメソゲンが流れ整列状態にある。 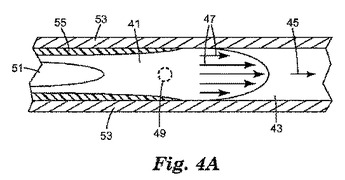 (もっと読む)
(もっと読む)
テンプレートの製造方法及び半導体装置の製造方法
【課題】 管理及び識別を容易に行うことが可能なテンプレートの製造方法等を提供する。
【解決手段】 デバイスパターン及び複数の識別パターンを有する第1のテンプレート10を用意する工程と、デバイスパターン及び少なくとも1つの所望の識別パターンをテンプレート基板30に転写して第2のテンプレートを形成する工程とを備える。
(もっと読む)
シート成形品のアンダーカット部成形方法およびこれに用いる金型
【課題】O−PETシート等の延伸合成樹脂シートから容器を成形する場合に、アンダーカット部を精度よく形成することができる成形法を提供する。
【解決手段】軟化させた合成樹脂シートを雌型の上に配置し、該雌型に雄型を圧入するシート成形品の成形方法において、前記雌型は成形面の開口周縁に断面凹状のアンダーカット成形部が設けられる一方、前記雄型は前記アンダーカット成形部に対応して進退可能なスライド部が設けられ、当該雄型を前記雌型に圧入した状態で前記スライド部を前記アンダーカット成形部内に進出させて前記シート成形品の開口周縁にアンダーカット部を成形する。合成樹脂シートは延伸合成樹脂シート、特に1軸または2軸延伸性を有するPETシートであることが好ましい。
(もっと読む)
21 - 40 / 158
[ Back to top ]