
Fターム[4F202AG21]の内容
プラスチック等の成形用の型 (108,678) | 一般形状、構造物品 (7,435) | 部分(細部) (2,010)
Fターム[4F202AG21]の下位に属するFターム
中部・胴部 (55)
端部(上下部・頭底部・前後部) (378)
内側・内面 (84)
外側・外面(←表面) (185)
内部構造 (84)
リブ又は突起を有するもの (978)
分岐を有するもの(←「とって」) (39)
ヒンジ部を有するもの (49)
Fターム[4F202AG21]に分類される特許
61 - 80 / 158
電子装置用筐体及びその製造方法

【課題】機械的強度が高く、外観が美しく、且つ薄型化を実現することができる電子装置用筐体及びその製造方法を提供する。
【解決手段】金属製本体と、プラスチック製アンテナカバーとがインサート成型方法により一体に成型される電子装置用筐体において、前記金属製本体とプラスチック製アンテナカバーとが係合する箇所の外表面は平坦な面であり、その平坦な面の全体に連続的な塗装層が形成されている。金属製本体と、プラスチック製アンテナカバーと、がインサート成型方法により一体に成型される電子装置用筐体の製造方法において、インサート材にする金属製本体を準備するステップと、前記金属製本体とプラスチック製アンテナカバーとをインサート成型するステップと、前記金属製本体とプラスチック製アンテナカバーとが係合する箇所の外表面の全体に連続的な塗装層を形成するステップとを含む。
(もっと読む)
ネット成形光学物品およびその製造方法
ネット成形光学物品を製造することができる射出成形装置およびその利用方法が開示されている。樹脂の冷却プロファイルを制御することにより、縁部の波打ちによる形状偏差が低減される。本装置は、型穴の縁部に隣接して配置された少なくとも1つの熱制御素子を備えるよう構成されうる。可塑化された樹脂が型穴内に射出された後、型穴の縁部は、型穴の中央部に対して熱的に調節されうる。  (もっと読む)
(もっと読む)
成形レンズ

【課題】小型化が可能で、かつ、バリによる生じる悪影響を抑えることが可能な、光ピックアップ装置用の成形レンズ及び成形レンズ金型を提供する。
【解決手段】本発明に係る成形レンズは、第1光学面を有する入射面と、第2光学面を有する出射面とを備え、外周形状が、光軸を含む平面に対して略平行な第1直線部と、該第1直線部と平行かつ前記平面を挟んで対称な第2直線部と、前記第1直線部と第2直線部の端部同士を連設する2つの円弧部とから構成される。また、光軸を中心とした略円形の第1光学面及び第2光学面の周縁の一部が、前記第1直線部及び前記第2直線部により切り欠かれている。
(もっと読む)
プラスチックレンズ、成形金型およびプラスチックレンズの製造方法
【課題】製造時に発生する気泡の混入による外観上の不良が低減したプラスチックレンズを提供する。
【解決手段】成形金型に接続されたゲート部を介して、成形金型の内部に樹脂を注入することによって形成されるプラスチックレンズ1は、光学面を有する有効径部2と、有効径部2の外周に沿ってリング状に形成された非有効径部3とを備えている。非有効径部3における、光軸を挟んでゲート部の反対側の位置には、光軸に対して傾斜した傾斜部4が形成されている。これにより、傾斜部4の形成された非有効径部3に気泡7が存在する場合であっても、プラスチックレンズ1を傾斜部4の形成された側から見たとき、気泡7は視認され難い。
(もっと読む)
成形型
【課題】締結部を有する成形品を成形する成形型の製作工期を短縮する。
【解決手段】本発明は、円筒状をなす円形リブ11の端部に開口する開口部からボス部12が突出して設けられた締結部10を有するドアトリム20を成形する成形型1であって、成形型1において締結部10を成形する部位は、円形孔からなる装着孔2Aを有する型本体2と、装着孔2Aに嵌合し、円形孔からなる支持孔3Dを有する円筒部材3と、支持孔3Dに嵌合する段付ピン4とから構成され、円形リブ11を成形するための円形リブ成形空間S1は、装着孔2Aの内周面と円筒部材3の外周面との間に形成され、ボス部12を成形するためのボス部成形空間S2は、支持孔3Dの内周面と段付ピン4の外周面との間に形成されている構成としたところに特徴を有する。
(もっと読む)
電磁波シールド成形品およびその製造方法
【課題】電磁波シールド性、軽量性、成形性、経済性に加えて成形品外観や成形品強度にも優れた電磁波シールド成形品を提供する。
【解決手段】連続した導電性繊維で強化された樹脂組成物からなり、略平面部を有する平板部材1を予め製造し、射出成形金型にインサートした後、分散した強化繊維で強化された熱可塑性樹脂組成物からなる樹脂枠部材2を射出成形することで一体化させてなる成形品であって、前記平板部材1と前記樹脂枠部材2の接合部の少なくとも一部が突き合わせ形状からなり、かつ、前記突き合わせ形状部において接合された前記樹脂枠部材の幅が0.05〜1.5mmとなる部分を含むことを特徴とする電磁波シールド成形品10。
(もっと読む)
液晶表示装置
【課題】薄型導光板を実現するため射出成形工程内で圧縮工程を加える。この時、0.4mm以下の薄板部は固化冷却が先行して進行するため充分な圧縮ができず、入光部の転写が安定しないため、入光部のみを圧縮し転写を安定させて高輝度を実現する。
【解決手段】薄型導光板を実現するため射出成形工程内で圧縮工程を加える。この時、圧縮を入光部のみとして、固化冷却が遅い厚肉部324を圧縮することで転写の向上を図り目標性能を満足し、性能が安定した導光板成形を実現できる。
(もっと読む)
射出成形用金型
【課題】二次加工をすることなく、射出成形のみで射出成形品にネジ部の加工が可能な射出成形用金型を提供すること。
【解決手段】先部2aにネジ山を螺刻した回動ピン2を、可動側金型側のキャビティ内から、その先部2aが突出するように設け、その回動ピン2に第1のベベルギア31を設け、その第1のベベルギア31と噛合する第2のベベルギア33を入力軸32の先部に設け、その入力軸32の基部にピニオンギア41を設け、そのピニオンギア41と噛合するラック42をエジェクタープレート上17に固着したラック体43に設け、エジェクターピン18の射出成形品Wの突き出し動作に連動して、先部2aから雌ネジ部w1を離脱可能に回動ピン2が回動するように構成する。
(もっと読む)
樹脂成形品
【課題】互いに垂直に設けられる筒部5および第2筒部8、筒部5の外周面から外周側に伸びる上下2つのフランジ部6、7を備え、フランジ部6が第2筒部8に接合して筒部5と第2筒部8とを架橋する所定形状の樹脂成形品1において、型抜き方向の自由度を高める。
【解決手段】第2筒部8の下端面23をフランジ部6の下端面24と上下方向に関して同位置に設定する。これにより、第2筒部8は、フランジ部6よりも上方に配される。このため、筒部5の外周側への型抜き(図示b方向への型抜き)により空間Vを形成することが可能になり、空間Vの形成に関して型抜き方向の自由度を高めることができる。
(もっと読む)
薄肉導光板、薄肉導光板用の射出成形金型、薄肉導光板を用いたサイドライト型面光源装置、及びサイドライト型面光源装置を用いた液晶表示装置。
【課題】 導光板に設けた凸部での輝線の発生を抑制する。
【解決手段】 平面形状が略長方形で、短辺102が入光面102Nとなり、長辺101の側面に凸部104Tを有し、該凸部104Tと前記長辺101との接続部にR付け104TRがなされている薄肉導光板104において、該R付け104TRの形状を、前記凸部104Tの端点104TTを通り、かつ、該凸部104Tを設けた長辺101の前記端点104TT側の側面で接する仮想円105の一部で、該仮想円105は前記端点104TTにおける仮想円105の接線105TSと前記長辺101とが交叉する角度(θ)が、1°<θ<20°となる半径Rを有する様に構成した。これにより、輝線の発生を抑制した導光板を射出成形で製作することが可能になった。
(もっと読む)
射出成形複合構造体及び該構造体を成形するための工具
構造体が、容器を形成するように一群のパネル上に射出成形される。これらのパネルは容器の空洞の周囲に少なくとも部分的に延びると共に該空洞を少なくとも部分的に画定する。容器を成形する工具が開示される。 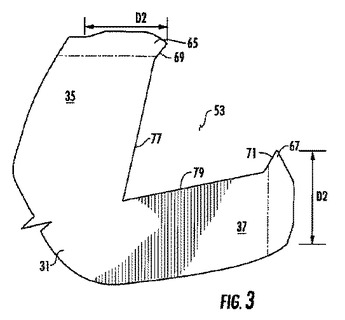 (もっと読む)
(もっと読む)
起動そりのための鋳型
【課題】本発明は、射出成形のための装置を提供する。
【解決手段】装置であって、少なくとも1つの表面を有する少なくとも1つの鋳型部品であって、少なくとも1つの形造られた部分を有する、鋳型部品;該少なくとも1つの表面より内側に配置された少なくとも1つの実質的に閉じた空洞領域であって、外科手術用ステープラーのためのカム部材を成形するために設計されており、カム楔を形成するための上部分を有する、実質的に閉じた空洞部分;該少なくとも1つの表面に配置された少なくとも1つのゲートであって、該少なくとも1つの空洞領域への流体連絡を提供するための、ゲート;および該鋳型部品に配置された少なくとも1つの流れ制限器であって、該流れ制限器は、流体の流れを該少なくとも1つの形造られた部分へと最初に方向付けるためのものであり、該上部分の方へと流体を方向付けるように配置されている、流体制限器、を備える、装置。
(もっと読む)
射出成形されたPTCセラミック
射出成形体は、含まれる金属不純物が10ppm未満であり、正の温度係数を有するセラミック材料を含む。射出成形体を生産する方法は、含まれる金属不純物が10ppm未満である、射出成形のための原料を供給することと、原料を型に射出することと、結合材を取り除くことと、成形体を焼結することと、成形体を冷却することと、からなる。 (もっと読む)
LEDアッセンブリの光透過樹脂レンズの成型方法
【課題】LEDアッセンブリの光透過樹脂レンズの成型方法を提供する。
【解決手段】透光性の塑性材料または非塑性材料からなる成型金型2を用い、透過レンズの成型用樹脂材料として、光反応開始材を添加して電子ビーム照射又は紫外線により迅速に固化する光透過性樹脂材料3.3aを選択し、
1以上のLED素子11を搭載したLEDアッセンブリ基台10を該金型にセットし、
該樹脂を注入し、電子ビーム41又は紫外線51を該光透過性金型外から照射して、金型内の注入樹脂を固化することにより、成型工程を短縮化する。
(もっと読む)
カウルトップカバー
【課題】射出成型時にウエルドラインやシルバー、フローマークなどの欠陥の発生部位を欠陥が存在しても外観上目立たない開口部のメッシュ部に確実に制御することによって、外観品質を更に一層向上させた車両用カウルトップカバーを提供すること。
【解決手段】格子により形成されたメッシュ部が全面に設けられた吸気口である開口部を有するカウルトップカバー本体を、樹脂により射出成形した車両用カウルトップカバーであって、前記樹脂により射出成形する際に該メッシュ部を構成する溶融樹脂の全てを該開口部の周縁部から流入させ、かつ該メッシュ部から周縁部に溶融樹脂が実質的に流出しないように前記開口部の周縁部の少なくとも一部に一般部よりも厚肉に形成した厚肉部を有することを特徴とする車両用カウルトップカバー。
(もっと読む)
射出成形用金型
【課題】用いる樹脂が熱収縮する場合であっても、アンダーカット部に割れや、白化が見られない、射出成形用金型を提供すること。
【解決手段】アンダーカット部を成形するための入れ子と中空部を成形するための中子を有する射出成形用金型であって、該入れ子が可動部と支持部を有し、可動部が支持部に対して初期位置に戻る方向に付勢される付勢手段を備えることを特徴とする射出成形用金型である。
(もっと読む)
熱成形された物品を製造する方法及びその製造のための器具
本発明は、相並んで隣接する機能的領域の間に、機械的に弱い部分を有する、食品包装体又はその一部等の熱成形された物品を製造する方法であって、上記物品は、利用者側の使用の範囲で、機械的に弱い部分で、少なくとも部分的に分離され、その製造は、上側器具と下側器具を有する熱成形器具内で行われ、機械的に弱い部分は、成形される材料が熱成形器具内に存在する期間において、三次元的な広がり(延長)で与えられる方法に関し、及び上記方法を行うための器具に関する。 (もっと読む)
プロフィールアッセンブリおよびプロフィールアッセンブリの製造方法
【課題】時間コストを低くして且つ確実なプロセスで製造可能なプロフィールアッセンブリおよびこのプロフィールアッセンブリを製造するための対応的な方法を提供する。
【解決手段】プラスチック射出成形部材の形の担持部材と、少なくとも部分的に弾性撓み可能な切換え板プロフィール部材とを備えたプロフィールアッセンブリであって、切換え板プロフィール部材が担持部材と結合される保持部分を有しているプロフィールアッセンブリにおいて、切換え板プロフィール部材の保持部分は、担持部材の一部分を吹き付けることによって少なくとも部分的に担持部材と溶着されていることを特徴とする。
(もっと読む)
発泡樹脂成形品部材の製造方法
【課題】発泡樹脂成形品を相手部材に取り付ける際に取付時の加圧によって取付部が成形品本体部に没入すること及び発泡樹脂成形品の軽量化が損なわれることを回避する。
【解決手段】溶融状態の発泡性樹脂を成形型内に充填することにより、発泡セルが成長した成形品本体部Xaと、成形品本体部Xaの表面から突出し、発泡セルの成長が抑制された取付部Xbと、取付部Xbに対して成形品本体部Xaの反対側の面に取付部Xbに対応して位置し、取付部Xbに近接するように窪む凹部Xcとを含む発泡樹脂成形品Xを成形する。発泡樹脂成形品Xの凹部Xcに支持具50を挿入し、支持具50で発泡樹脂成形品Xを支持し、かつ支持具50で取付部Xbを相手部材Yに加圧することにより、発泡樹脂成形品Xを取付部Xbを介して相手部材Yに取り付ける。
(もっと読む)
内装品の真空成形機及び真空成形方法
【課題】表皮材の熱溶融性接着剤が塗布された発泡層を基材に接着させる際に、接着させたくない基材領域或は発泡層が直接セットされる型面領域に対する非着用の前処理を不要にし得る内装品の真空成形機を提供する。
【解決手段】吸気路付きの基材がセットされる基材用凸状真空吸引型と、表皮全域の表面形状に対応する型面17bを有する表皮材用凹状真空吸引型17とを備え、表皮が接合され、熱溶融性の接着剤が塗布された熱可塑性の発泡層付きの扁平状表皮材が、基材に加温処理されてセットされた状態で型締めして双方の金型から真空吸引して、発泡層を基材に接着して表皮材10を賦形するようになった内装品の真空成形機において、分散形成される吸気路が実質上廃止された非着基材領域に対面する表皮材用凹状真空吸引型17の型面17bが、型締め状態での非着基材領域からの表皮材の厚み分よりも後退した後退面17aとして形成される。
(もっと読む)
61 - 80 / 158
[ Back to top ]