
Fターム[4F202AH04]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 回転要素(ローラ、扇風機羽、スクリュー) (238)
Fターム[4F202AH04]に分類される特許
21 - 40 / 238
加工物を製造するための成形方法
【課題】樹脂の悪臭を低減する。
【解決手段】型1,2内にガラス繊維4を準備するステップと、ガラス繊維4の周囲に閉鎖された型キャビティ7を準備するステップと、閉鎖された型キャビティ7内に無酸素ガスを流通させるステップと、前記閉鎖された型キャビティ7内に樹脂を噴射するステップと、成形された加工物を硬化させるステップとを有する。
(もっと読む)
樹脂射出成形製の回転部材

【課題】簡便に軸部材の回転軸芯と軸部材挿入孔の軸芯とを一致させることができる樹脂射出成形製の回転部材を提供する。
【解決手段】軸部材Yを内挿する挿入孔40を備え、内挿された軸部材Yと一体回転し、或いは、軸部材Yに対して相対回転する樹脂射出成形製の回転部材Xであって、回転軸芯に沿う回転部材Xの両側に軸部材Yに当接する第1軸支部41aおよび第2軸支部41bを備えると共に、これら軸支部41a,41bの間に中間部41cを備え、回転軸芯から何れか一つの径外方向に沿った回転部材Xの内外面間の壁厚につき、中間部41cの壁厚が、第1軸支部41aに隣接する端部位置、又は、第2軸支部41bに隣接する端部位置で最小となるように構成した。
(もっと読む)
スキンレスフォームローラ、その製造方法およびその成形金型
【課題】スキンレスフォームローラの表面に良好な開口性を付与し開口性を持続して与えるに足る複合皮膜層を有した成形金型、ならびにその成形金型を用いた画像不良の発生を長期に抑制できるスキンレスフォームローラおよび効率の良いその製造方法を提供すること。
【解決手段】少なくともウレタンフォーム原料と接触する表面にNiを含むメッキマトリックスとフッ素樹脂との分散共析物である複合皮膜層を有し、該複合皮膜層を飛行時間型二次イオン質量分析装置(TOF−SIMS)で照射イオンGa+で測定した際に分子量1850以下の正イオンのトータルイオン強度に対するニッケル(Ni)および炭化フッ素(CF)の正イオン強度の百分率がそれぞれ明細書中に定義される範囲のスキンレスフォームローラ成形金型。この成形金型を用いたスキンレスフォームローラおよびスキンレスフォームローラの製造方法。
(もっと読む)
ローラ成形型
【課題】成形後におけるエア抜き用通路内の発泡体の除去が容易であって、かつ、型内の圧力保持効果を確実に得ることができるローラ成形型を提供する。
【解決手段】シャフトと、その外周に担持された発泡体層とを備えるローラの成形に用いられ、円筒状の型本体1と、型本体1の上端を閉塞する上部キャップ2と、型本体1の下端を閉塞する下部キャップとを備えるローラ成形型である。上部キャップ2の周面上に、ローラ軸方向に延びる少なくとも1本の溝3が形成され、かつ、溝3が、成形型1の内部および外部に開口するとともに、少なくとも1箇所に絞り部4を有する。
(もっと読む)
風力発電機の尾翼の製造方法
【課題】本発明は、空気流体力学に符号する外形をもつとともに、一体成形され軽量化された中空状の風力発電機の尾翼の製造方法を提供する。
【解決手段】金型の中間に金型空洞を設け、金型空洞の適切な箇所に、金型の外部まで貫通する少なくとも一つのゲートを設け、次に、ゲートから適量の溶融樹脂を金型の金型空洞内に流し込み、金型を回転させ、その遠心力を利用して樹脂を金型空洞の周縁の側壁に均一に付着させ、樹脂が冷卻して固化してから、金型を開けて型抜きをすると、空気流体力学に符号した外形をもち一体成形された中空状の風力発電機尾翼が形成される。
(もっと読む)
ゴムローラ成形金型
【課題】バリの除去が容易であり、かつ、バリが所定の位置以外の位置に残留することのない成形金型を実現する。
【解決手段】円筒状の金型本体2と、金型本体2の両端の開口をそれぞれ閉塞してキャビティ5を形成すると共に、キャビティ5に配置された軸体4を保持する一対の駒1、3とを有するゴムローラ成形金型であって、一対の駒2、3のそれぞれは、金型本体2の開口の内側に挿入される嵌合部1a、3aと、嵌合部1a、3aの後端に連設され、金型本体2の開口の外側に配置されるフランジ部1b、3bとを有し、一方の駒1の側面には、嵌合部1aとフランジ部1bとに跨る液溜り部6と、液溜り部6をキャビティ5に連通させる溝7とが形成され、溝7と液溜り部6との間には垂直な段差8が設けられている。
(もっと読む)
成形機、その成形機を用いたモールドモータの製造方法及びその製造方法によるモールドモータ
【課題】熱硬化性樹脂成形機では、副上金型で熱硬化性樹脂が直接接触・加圧されながら金型の内に充填するため、副上金型に直接接触している熱硬化性樹脂に流動が生じず、副上金型で形成される製品の一部の外観不具合やボイドの発生していた。
【解決手段】工程(a)は分割されたプランジャー9と分割された副上金型10が機械的に連結され、最終的にモールドモータを形成する形状とは異なった凹状の形態で、固定子巻線4と固定子鉄芯5が設置された金型の内に熱硬化性樹脂6を加圧・充填する前段階を示している。工程(b)は金型の内に熱硬化性樹脂を加圧・充填している工程を示しており、このとき、分割されたプランジャー9と分割された副上金型10が機械的に連結された部分は、最終的にモールドモータを形成する形状とは異なった凹状の形態で加圧・充填する段階を示している。
(もっと読む)
樹脂製軸端フランジ用金型、この金型を用いて成形した樹脂製軸端フランジを用いたOAローラ
【課題】金属スリーブと、その端部に嵌合される樹脂製軸端フランジとで構成されるOAローラに好適で、前述したような軸倒れのない樹脂製軸端フランジを成形することができる金型を提案する。
【解決手段】OAローラの金属スリーブの端部に嵌合される、フランジ部と該フランジ部の軸中心位置に立設されている軸部とを備えた樹脂製軸端フランジを成形するための金型10であって、前記フランジ部を形成するためのフランジ部成形キャビティ12と、前記軸部を形成するための軸部成形キャビティ16とを備えており、前記軸部成形キャビティは、前記軸部の横断面形状16TPが軸心回りにn次(ただし、nは2以上の整数)の回転対称性をもった形状となるように、その内面が形成してある。
(もっと読む)
転写用機能性プラスチックフィルム、機能性物品及びその製造方法
【課題】量産性に優れ、様々な機能を持たせることができ、且つ様々な用途に応用が可能な機能性物品を製造するための転写用機能性プラスチックフィルム、それにより製造された機能性物品及びその製造方法を提供する。
【解決手段】基体に複数の微細な機能性材料ラインを転写して機能性物品を製造するための転写用機能性プラスチックフィルムであって、プラスチックフィルムと、前記プラスチックフィルムの表面に設けられた複数の微細な機能性材料パターンと、を含むようにした。
(もっと読む)
トルクリミッタおよびその再生方法
【課題】外環部材に挿入された内輪を締め付けるコイルばねの緊縛力を利用したばね式のトルクリミッタの軽量化を図る。
【解決手段】外環部材1の内側に回転自在に挿入した内輪2に、その外径面を締め付ける小径部3aを有するコイルばね3を装着し、そのコイルばね3の一端のフック部3cを外環部材1に連結し、他端のフック部3dを外環部材1に回転可能に嵌め込まれた調整リング4に連結したトルクリミッタにおいて、内輪2を熱可塑性樹脂であるポリアセタールの射出成形により形成するようにした。これにより、従来の金属製内輪を用いた場合よりも内輪単体およびトルクリミッタ全体を軽量化することができる。
(もっと読む)
ファン、成型用金型および流体送り装置
【課題】優れた送風能力を発揮するとともに、騒音の発生が効果的に抑制されるファン、そのファンの製造に用いられる成型用金型およびそのファンを備える流体送り装置、を提供する。
【解決手段】遠心ファンは、周方向に互いに間隔を隔てて配列される複数のファンブレード21を備える。ファンブレード21は、内周側に配置される内縁部26と、外周側に配置される外縁部27とを有する。ファンブレード21には、正圧面および負圧面からなる翼面が形成される。ファンブレード21は、ファンの回転軸に直交する平面により切断された場合に、正圧面および負圧面に凹部が形成される翼断面を有する。複数のファンブレード21は、互いに異なる形状の翼断面を有するファンブレード21A〜21Eを含む。
(もっと読む)
ファン、成型用金型および流体送り装置
【課題】優れた送風能力を発揮するとともに、騒音の発生が抑制されるファン、そのファンの製造に用いられる成型用金型およびそのファンを備える流体送り装置、を提供する。
【解決手段】貫流ファンは、周方向に互いに間隔を隔てて配列される複数のファンブレード21を備える。ファンの回転中心である中心軸101および外縁部27を通る直線336と、外縁部27における中心線106の接線337とがなす角度を外周側翼先端角βと規定し、翼弦線333と、中心軸101および外周側翼先端部29と翼弦線333との接点331を通る直線332とがなす角度を食違い角αと規定する。複数のファンブレード21は、外周側翼先端角βが互いに異なるファンブレード21A〜21Gを含む。複数のファンブレード21は、複数のファンブレード21間において食違い角αが互いに等しくなるように設けられる。
(もっと読む)
射出成形体
【課題】無理抜き成形における離型時の応力を緩和して、アンダーカット形状部の損傷を防止できるとともに、金型の寿命を延ばすこと。
【解決手段】射出成形体(例えば、ロータ)10は、筒状の胴部12と、胴部12の一端部近傍の外周面に設けられた気密シール面20と、気密シール面20よりも更に端部側の外周面に設けられ、気密シール面20に装着されるシール部材の脱落を防止するための複数のアンダーカット形状部22とを備え、胴部12の内孔32を画定する周壁35とアンダーカット形状部22との間には、アンダーカット形状部22の径方向の変形を許容するクリアランス28が設けられることを特徴とする。
(もっと読む)
導電性ローラ成形用金型の製造方法およびそれに用いる金型加工機
【課題】低コストでしかも高精度な内面を有する導電性ローラ用金型の製造方法、および、それに用いる金型加工機を提供する。
【解決手段】パイプ部材30の内面を、研削部を有するホーニングツールをパイプ部材30の一端から他端まで移動させることにより加工するとともに、該加工に際して、前記パイプ部材の他端から一端に向かって潤滑液35を流動させる。
(もっと読む)
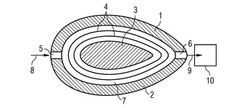
弾性ローラ成形金型、および弾性ローラ成形方法
【課題】脱型時の剥離性が良好な状態を長期にわたって維持することが可能な弾性ローラ成形金型を提供する。
【解決手段】上端開口と、下端開口と、円筒形状の内部空間と、を備えた母型2と、母型2の上端開口に取り付けられ、母型2の内部空間に配置される芯材8の上端を支持する第1の駒3と、母型2の下端開口に取り付けられ、芯材8の下端を支持する第2の駒4と、を有し、第1の駒3を母型2の上端開口に取り付けたときに、第1の駒3と母型2との間に、第1の空隙7aと、第1の接触面6aと、が母型2の周方向に連続して形成され、第2の駒4を母型2の下端開口に取り付けたときに、第2の駒4と母型2との間に、第2の空隙7bと、第2の接触面6bと、が母型2の周方向に連続して形成され、少なくとも前記内部空間と、前記第1の空隙と、前記第2の空隙と、を構成する面に離型膜を有している。
(もっと読む)
樹脂製品の製造方法及びその樹脂製品
【課題】樹脂製品のパーティングラインに生じるバリ処理を低コストで簡単に実現できる技術の開発。
【解決手段】型合わせ面8、8’付近にアンダーカットが施された一対の割金型11、11’からなる成形金型10を用いて、型締めされた前記成形金型10内に樹脂を注入し、硬化後、むり抜きすることにより、型開きし、溝部6の底部にパーティングラインを有する樹脂製品を得ることを特徴とする樹脂製品の製造方法及びその樹脂製品。
(もっと読む)
射出成形方法及び射出成形装置
【課題】部品点数を低減して、製造及び組付作業を容易に行い、装置コスト及びランニングコストを低減できる回転子積層鉄心への永久磁石の樹脂封止装置を提供する。
【解決手段】ベット11の上面に支持された載置台13の上面に取り付けられた下型17の上面に支持された鉄心18の内側に複数の鉄心拘束部材23を載置する。鉄心拘束部材23を退避位置復帰機構24によって、常には鉄心拘束部材23の押圧面23bが鉄心18の軸孔18bの内周面18cから離隔した位置に保持する。上型ユニット31の第3昇降板35に取り付けられた上型把持体42に対し、上型45及び押圧ピン47を装着する。第3昇降板35を下方に移動して、鉄心18の上端面に上型45の下面を接触させる行程で、押圧ピン47のテーパ面47aを鉄心拘束部材23の傾斜面23cに押圧して、各鉄心拘束部材23を鉄心18の内周面18cに押圧し、鉄心18を所定位置に拘束する。
(もっと読む)
導電性ローラ成形用金型の製造方法
【課題】低コストでしかも高精度な内面を有する導電性ローラ用金型の製造方法を提供する。
【解決手段】仕上がり径より小さい径の中空部を有するパイプ20を準備し、この中空部を軸方向に走行するワイヤ1とパイプ20との間に電位差を付加し、金型の軸方向外側でワイヤ1を案内するそれぞれのワイヤガイド2をパイプ20の円周方向に移動させながらワイヤ1とパイプ内面との間に生じる放電によりパイプ内面を加工する。
(もっと読む)
筒状金型の製造方法
【課題】低コストでしかも高精度な内面を有する筒状金型の製造方法を提供する。
【解決手段】筒状金型を形成するに際し、鋳鉄製パイプ8の内面8bを機械加工したあと、鋳鉄製パイプ8の内面8bにメッキを施し、その後、研削加工する。
(もっと読む)
射出成形方法及び射出成形装置
【課題】合成樹脂材料の歩留まりを向上でき、さらに成形型の構造が簡単になるとともに、生産性を向上できるようにした射出成形方法及び射出成形装置を提供する。
【解決手段】円筒状の鉄心14の軸線方向に沿って形成された収容孔内に磁石を挿入するとともに、その磁石の外周面と収容孔の内周面との間に合成樹脂Rよりなる封止材を射出する。射出初期の合成樹脂のスラグを、ランナー21から分岐したスラグ溜部22に貯留させる。型開きに際してランナー21及びスラグ溜部22内に形成された合成樹脂部Raを、保持部材25により鉄心14の端面に保持させる。
(もっと読む)
21 - 40 / 238
[ Back to top ]