
Fターム[4F202AH04]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 回転要素(ローラ、扇風機羽、スクリュー) (238)
Fターム[4F202AH04]に分類される特許
41 - 60 / 238
合成樹脂製プーリ
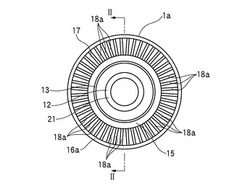
【課題】製造コストをいたずらに高くする事なく、外周面の真円度を向上できる合成樹脂製プーリを提供する。
【解決手段】連結部17が軸方向中心よりも反ゲート側にオフセットして設けられ、反ゲート側の補強リブ18bの方がゲート側の補強リブ18aよりも円周方向に幅が広く設定されているので、射出成形時に溶融樹脂の外径側への流れ込みを均等化し、冷却速度のバラツキを抑える事ができるので、製造コストをいたずらに高くする事なく、外周面の真円度を向上できる
(もっと読む)
貫流ファン、成型用金型および流体送り装置

【課題】優れた送風能力を発揮する貫流ファン、その貫流ファンの製造に用いられる成型用金型およびその貫流ファンを備える流体送り装置、を提供する。
【解決手段】貫流ファンは、周方向に互いに間隔を隔てて設けられる複数のファンブレード21を備える。ファンブレード21は、内周側に配置され、空気が流出入する内縁部26と、外周側に配置され、空気が流出入する外縁部27とを有する。ファンブレード21には、内縁部26と外縁部27との間で延在する翼面23が形成される。翼面23は、貫流ファンの回転方向の側に配置される正圧面25と、正圧面25の裏側に配置される負圧面24とからなる。ファンブレード21は、貫流ファン10の回転軸に直交する平面により切断された場合に、正圧面25および負圧面24に凹部57,56が形成される翼断面形状を有する。正圧面25には、複数の凹部57(57p,57q)が形成される。
(もっと読む)
吊車用水平車輪の製造方法
【課題】市販量産品である軸受を埋め込むようにインサート成形することにより吊車用水平車輪を低コストで製造する方法でありながら、強度及び耐摩耗性を向上することができる吊車用水平車輪の製造方法を提供する。
【解決手段】軸受2の下側シールド板6の一部を樹脂が覆うようにキャビティCが形成された射出成形用金型8を使用し、射出工程において、樹脂輪の外周面側に位置するように形成したゲート10から溶融樹脂を射出注入する際に、溶融樹脂が下側シールド板6にかからない位置までは高速で充填し、溶融樹脂が下側シールド板6にかかる位置からは下側シールド板6の変形を抑えるように低速で充填し、保圧工程において、所要の固化層を形成するために1段目の保圧を低くするとともに一定時間保持するように射出成型機を制御する。
(もっと読む)
樹脂製遠心羽根車の成形方法
【課題】再利用できる中子を用いるとともに、中子の除去時間を短縮することで、多種少量生産には適した樹脂製遠心羽根車の成形方法を提供すること。
【解決手段】遠心羽根車の外径に対応した金型1を有する射出成形機の金型1内に平行に形成されている主板成形部と副板成形部との間に、加水分解型で、かつ、疎水性の第1の樹脂材製の複数の中子9aを周方向に沿って所定の間隔で設けて、中子9aで囲まれる主板成形部5と副板成形部6との間の部分に、軸心から外周方向に向かって渦巻き状に延びる羽根成形部を形成し、金型1内において非加水分解型の第2の樹脂材により射出成形し、この射出成形された成形物の中子9aに水を接触させて、成形物の内部から中子9aを加水分解させて除去させる。
(もっと読む)
遠心送風機用羽根車の金型、遠心送風機用羽根車の製造方法、及び遠心送風機用羽根車
【課題】一体成形を可能としつつ、羽根形状の自由度を向上することができる遠心送風機用羽根車の金型、遠心送風機用羽根車の製造方法、及び遠心送風機用羽根車を提供すること。
【解決手段】送風路を成型するスライド型23を、略水平方向へ円弧状の軌跡Bを描いて移動可能とし、曲率の大きい羽根形状を有する羽根車であっても、成型された送風路からスライド型23を引き抜くことを可能とすることにより、一体成形を可能としつつ、羽根形状の自由度を向上させる。
(もっと読む)
飲料ディスペンサのモータ側カップリング部材製造方法及びモータ側カップリング部材
【課題】本発明は、抜止部材の傾きを抑制でき、振動の発生を低減できる飲料ディスペンサのモータ側カップリング部材製造方法及びモータ側カップリング部材を提供することを目的とするものである。
【解決手段】本発明による飲料ディスペンサのカップリング部材製造方法及びモータ側カップリング部材は、抜止周面支持突起201aで抜止部材141の筒部151の外周部153を支持するとともに、抜止部材141を第1及び第2金型201,202で挟持することで第1及び第2金型201,202に対する抜止部材141の位置決めを行い、筒部151の本体先端部151a及び壁部154の壁先端部154aが、カップリング部材本体140のモータ側端面143及びカップリング側端面144から露出される構成である。
(もっと読む)
インサート成形装置及びインサート成形方法、ロータ、モータ、並びに時計
【課題】小型化かつ構成の簡素化を図るとともに、インサート部品の損傷や位置決めコアの磨耗を防止した上で、位置決め精度を向上させることができるインサート成形装置及びインサート成形方法を提供する。
また、軸心精度が高く、長期間に亘って安定した性能を発揮させることができる前記成形方法により製造されたロータ、ロータを備えたモータ、並びにモータを備えた時計を提供する。
【解決手段】スライドコア50は、磁石22の位置決め時において径方向中心に向けて押圧されるベースコア61と、ベースコア61よりも径方向内側に配置され、磁石22の外周面に当接可能な押さえコア63と、ベースコア61と押さえコア63とを連結し、ベースコア61と押さえコア63とを離間させる方向に向けて付勢する第1弾性部材62とを備えていることを特徴とする。
(もっと読む)
ポンプの羽根車の成形型、およびその成形方法
【課題】簡単な構成で、円板状の主板と、円環状の側板と、主板と側板との間に複数設けられて液体の導出路を互いの間に形成する羽根とを備え、導出路の高さが径方向内側から径方向外側に向かって漸次低くなっており、且つ、羽根が周方向に湾曲しており、主板、側板、および各羽根が一体に成形されてなる、ポンプの羽根車を確実に成形することが可能な成形型およびその成形方法を提供する。
【解決手段】スライドコア13は、側板2側に位置する第1スライドコア15と、主板1側に位置する第2スライドコア16とから構成され、成形時に互いに重ねられ、成形後に最初に第1スライドコア15のみが退避移動することが可能に形成されると共に、第2スライドコア16の径方向内側に位置する先端の高さH2が導出路4の径方向外側に位置する開口の高さL2以下に形成されている。
(もっと読む)
トルクロータ及びその製作方法
【課題】トルクロータの製作において、締結構造の具備のためのプラスチック射出成形工程によって、プラスチックがヨークとマグネットとの間に流入してマグネットの真円を悪化させ、温度膨張係数の差によりマグネットが破損し、ヨークとマグネットとが互いに空回りすることを防止する。
【解決手段】N極とS極が交互に反復され、磁力を形成するマグネット320と、前記マグネットの内周面に挿入されるヨーク310、及び前記ヨークの内周面に挿入されるチューブ330を含んで構成され、かつ前記マグネットとヨークは回転時に空回りすることを防止する固定部が備えられている。
(もっと読む)
長尺成形品用金型および長尺成形品の製造方法
【課題】 キャビティ内に設けたイジェクタによりキャビティの長尺成形品を突き出すと、長尺成形品にイジェクタの跡が付くという問題がある。
【解決手段】 可動型および固定型を組み合わせることにより、長尺なキャビティと、このキャビティの長手方向の一端に連通したランナーと、このキャビティの長手方向の他端に連通した樹脂溜まり部とを形成した長尺成形品用金型において、可動型側のランナーおよび樹脂溜まり部にイジェクタを設け、ランナーおよび樹脂溜まり部の溶融樹脂が冷却固化した成形物を、イジェクタにより突き出すことにより、可動型側のキャビティ中の溶融樹脂が冷却固化した長尺成形品を可動型から取り出す。
(もっと読む)
ローラの成形装置および成形方法
【課題】軸体を端部駒に挿入しやすくし、かつ成形されるローラの振れ精度を高くする、ローラの成形装置および成形方法を提供する。
【解決手段】ローラの成形装置が、内部に円筒状の空間を有する中空のパイプ金型2と、パイプ金型2の両端に組付けられ軸体4を保持可能な2つの端部駒1、3を有する成形金型7を有している。さらに一方の端部が端部駒3によって保持され中間部が円筒状の空間内に位置している軸体4の一部を把持して軸体4に交差する面内で移動することができるセンタリング部材5をも有する。
(もっと読む)
樹脂製日車、日車用金型および樹脂製日車の製造方法
【課題】歯の部分における気泡の残留がなく精度よく日付を表示する。
【解決手段】中央孔2を有するリング板状に形成された本体5と、該本体5の中央孔2の内周縁に周方向に等間隔をあけて配置され半径方向内方に延びる複数の歯4と、本体5の表面側に設けられ、日付を表す数字が表示される日付表示部3と、本体5の裏面側に周方向に間隔をあけて複数設けられたゲート跡7とを一体的に備え、周方向に隣接する任意の2つのゲート跡7が、歯4の歯底部6を基準として周方向に等角度となるように配置されている樹脂製日車1を提供する。
(もっと読む)
成形型
【課題】ラジアルファン全体を一体に成形することができて、製造コストを低減することができるとともに、高性能のラジアルファンを製造することができる成形型を提供する。
【解決手段】一対の円環状の端板間に複数のブレードが放射状に配置され、一方の端板が他方の端板に対して外周側ほど接近するように傾斜状態で配置されたラジアルファンFを成形するための成形型であって、上型21及び下型23と、それらの間において放射方向に進退可能な複数の中子24とを備える。ラジアルファンFの成形後に、中子24がラジアルファンFの外周側に後退移動される際に、傾斜状態の端板F1と干渉するのを回避するための回避構造27を設ける。
(もっと読む)
弾性体ローラの成形金型及びその製造方法
【課題】本発明の目的は、従来の成形金型と同程度に加工し易く、さらに、金型本体と駒の接触部における耐久性を有する成形金型を提供することである。
【解決手段】本発明に係る弾性体ローラの成形金型は、略円柱状のキャビティを有し両端に開口部を有する金型本体と、該金型本体の開口部に取り付けられる駒と、を有する弾性体ローラの成形金型であって、前記金型本体と前記駒との接触領域に、焼入処理された金属材料からなる接触面構成部を前記金型本体と前記駒にそれぞれ有する。
(もっと読む)
ポリウレタンスポンジローラの製造方法及びトナー供給ローラ
【課題】ポリウレタンスポンジローラをポリウレタンスポンジ層表面の裂け、割れを発生させることなくパイプ金型から脱型するポリウレタンスポンジローラの製造方法及びトナー供給ローラを提供する。
【解決手段】金型内に予め配置した芯金の周囲に硬化してなるポリウレタンスポンジローラの製造方法において、ポリウレタンの材料を金型内で発泡硬化した後、芯金を把持固定し、金型に対し、芯金の軸に略垂直な力が該軸を中心とする円を略均等に分割した該軸円周の4方向以上の角度方向から加えられ、ポリウレタンスポンジローラの表面を金型の内表面から剥離する工程後、ポリウレタンスポンジローラを脱型する工程を経て製造し、前記金型に対して加えられる力による金型の変位量がポリウレタンスポンジ層の厚みの20%以上70%以下とする。
(もっと読む)
インサート成形品の製造方法
【課題】本発明の目的は、インサート成形において、従来の成形機構を大きく変更することなく、インサートされる部品の加工を型締めと同時に行うことができ、成形工程の工程数を少なくし、製造時間を短縮するとともに、製造コストを低減することが可能なインサート成形品の製造方法を提供することにある。
【解決手段】インサート成形品Sの製造方法に関する。
上型1及び下型2の少なくとも一方に、少なくとも一個の被加工インサート部品P´をセットする第1の工程と、上型1と下型2を型締めし、この型締めにより生じる物理的力を被加工インサート部品P´に加えて状態を変化させて、インサート取付部品Pとする第2の工程と、上型1及び下型2を型締めすることにより形成されるキャビティRに溶融樹脂を充填し、インサート取付部品Pをモールド状態とし、インサート成形品Sを形成する第3の工程とを行う。
(もっと読む)
成形金型
【課題】高い形状均一性を有する弾性層を成形することのできる成形金型を提供すること。
【解決手段】筒状金型2と、前記筒状金型2における一方の開口部を閉塞し、成形材料が流通するスプルー16を複数有する第1の端部金型3と、前記筒状金型2における他方の開口部を閉塞し、ベント36を有する第2の端部金型4とを備えてなり、前記スプルー16それぞれは、前記第1の端部金型3の軸線を中心とする仮想円周上に、前記仮想円周に沿って形成された円弧状スリットであることを特徴とする成形金型1。
(もっと読む)
弾性ローラの成形金型、および弾性ローラの成形方法
【課題】キャビティを形成する部材間の接触面への材料付着を低減でき、長期にわたりキャビティ内面の離型膜状態を維持できる弾性ローラの成形金型を提供する。
【解決手段】内面に離型膜を有するキャビティ5が形成された、弾性ローラの成形金型1において、中空の円筒状に形成されたパイプ金型2と、パイプ金型2の上端部を閉鎖するように設けられた上駒3と、上端部が開口した円筒状に形成され、パイプ金型2の下端部に設けられた下駒4とを有し、キャビティ5が、パイプ金型2と上駒3と下駒4とにより形成され、パイプ金型2の上端部内周面と上駒の外周面との間、およびパイプ金型の下端部外周面と下駒の上端部内周面との間には、それぞれ気密な接触面6a、6bが形成され、各接触面6a、6bに沿って各接触面6a、6bに隣接する領域には、キャビティ5に開口し、内面に離型膜を有する空間7a、7bが形成されていることを特徴とする。
(もっと読む)
マグネットローラ成形用金型およびそれを用いて成形したマグネットローラ
【課題】 従来の軸部一体型マグネットローラ用金型では、成形品の磁極位置がずれた場合は、金型全体を分解し、金型内磁場発生用ヨークの側面等にスペーサーを挿入したり、金型内磁場発生用ヨークの片側あるいは両側の金型(非磁性部)を切削加工する等により金型内磁場発生用ヨークの位置を適正化し、磁極位置が所望の位置になるようにしていた。しかしながら、この方法では加工時間が長くかかり、また金型費用のコストアップの原因となっていた。
【解決手段】 金型内磁場発生用ヨークの先端部分の少なくとも片側に切り欠きを設けることにより、短時間の加工で磁極位置の調整が可能となり、金型費用のコストダウンとなる。
(もっと読む)
プロペラファン、流体送り装置および成型金型
【課題】省エネルギー性や省資源設計の面で大きく貢献するとともに、保管や運搬時の積み重ねを可能とするプロペラファン、を提供する。
【解決手段】プロペラファンは、周方向に離間して設けられ、回転に伴って送風を行なう複数の翼21(21A,21B)と、回転に伴って送風を行なうための翼面36を有し、互いに隣り合う複数の翼21の間で翼21Aおよび翼21Bの根元部同士を連接する連接部31と、翼21の回転中心に配置され、連接部31の吸込側から突出し、翼21の回転軸方向の直交平面に平行な端面42を有するボスハブ部41とを備える。プロペラファンは、さらに、連接部31の吹出側に設けられ、ボスハブ部41を翼21の回転軸方向に投影した場合に、その投影したボスハブ部41の外形よりも大きい外形を有し、端面42に平行な平面44を有する平面部43を備える。
(もっと読む)
41 - 60 / 238
[ Back to top ]