
Fターム[4F202AH26]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 車両(←軽車両)部材 (2,475) | 車両用内装材、クッション (468)
Fターム[4F202AH26]に分類される特許
21 - 40 / 468
繊維体の固定装置
【課題】被固定物に対して繊維体を容易に固定することができる繊維体の固定装置を提供する。
【解決手段】開口部53と当該開口部53の周縁部に設けられたエッジ部54とが形成された固定プレート52を用いて、固定プレート52の開口部53に繊維体14を押し込むことにより、繊維体14をエッジ部54に引っ掛けて固定する。このように、固定プレート52の開口部53に繊維体14を押し込むだけで、当該繊維体14の任意の位置を固定プレート52のエッジ部54に引っ掛けて固定することができるので、被固定物に対して繊維体14を容易に固定することができる。
(もっと読む)
繊維体の固定方法及び発泡成形体の製造方法

【課題】被固定物に対して繊維体を容易に固定することができる繊維体の固定方法及び発泡成形体の製造方法を提供する。
【解決手段】開口部53と当該開口部53の周縁部に設けられたエッジ部54とが形成された固定プレート52を用いて、固定プレート52の開口部53に繊維体14を押し込むことにより、繊維体14をエッジ部54に引っ掛けて固定する。このように、固定プレート52の開口部53に繊維体14を押し込むだけで、当該繊維体14の任意の位置を固定プレート52のエッジ部54に引っ掛けて固定することができるので、被固定物に対して繊維体14を容易に固定することができる。
(もっと読む)
多色成形品の製造方法、及び成形型
【課題】互いに屈曲する形で配された第1板部と第2板部の双方に亘って第1成形品と第2成形品との境界部分が形成された多色成形品を成形可能な多色成形品の製造方法を提供する。
【解決手段】トリムボード20は、第1成形品30と第2成形品40との境界に沿って延設された溝部23が主面部21と立壁部22に亘って延びる形で形成されるものであり、第1成形空間91に溶融樹脂を射出して第1成形品30を成形する第1成形工程と、第2成形空間92に第1成形品30とは異なる色の溶融樹脂を射出して第2成形品40を成形する第2成形工程と、を備え、第1成形工程においては、溝部23の延設方向に沿って延びる延設面71Aを有するスライド型70を、主面部21及び立壁部22によって構成される屈曲面の延設方向に移動させることで、延設面71Aによって第1成形空間91における第2成形空間92側の開口を閉塞した状態とすることを特徴とする。
(もっと読む)
車両用内装品の製造方法
【課題】本発明は、アンダーカット形状をもった内装品を成形するための金型構造の簡素化を可能にした車両用内装品の製造方法を提供する。
【解決手段】型開き方向に対して直交する方向に形成されたアンダーカットとしての凹部4aを有する発泡体2を備えた車両用内装品の製造方法において、
発泡液の注入が可能な金型30のキャビティC内に軟質材の中子33をインサートさせて、中子33に形成された凸部33bによって内装品の凹部4aを成形する。この中子33は、軟質材により形成されているので、中子33をパッド材2から離すように引っ張ることで、凹部4aから中子33の凸部33bを外すことができる。
(もっと読む)
自動車用内装品の製造方法
【課題】表皮の厚みを制御可能な表皮材及び自動車用内装品を提供する。
【解決手段】
熱可塑性シート31を真空成形して所定の形状に賦形する工程を備えた自動車用内装品の製造方法において、熱可塑性シート31を昇温して可塑化し、当該可塑化した熱可塑性シート31に部分的に気体を吹き付けて部分的に性状を変化させ、その後に熱可塑性シート31を雌型成形型17に装着して真空成形を行うことを特徴とするとする自動車用内装品の製造方法とする。
(もっと読む)
表皮材付き製品の製造方法
【課題】簡単な装置によって、貫通孔の形成された表皮材付き製品を製造する方法を提案する。
【解決手段】出没可能な可動ピン13が嵌合した型10の上に基材2をセットすると共に、その基材2に形成された貫通孔4を可動ピン13に嵌合し、次いで加熱されて軟化した表皮材3を可動ピン13と基材2の上にセットし、その表皮材3の表面を圧縮空気によって加圧して、該表皮材3を基材2の表面に密着させて当該表皮材3を基材表面に接着すると共に、当該表皮材3を可動ピン13の表面に密着させ、次いで電熱線18を加熱させて表皮材3を切断し、しかる後、可動ピン13と、その可動ピン13に密着した表皮材部分103を下方に下げる。
(もっと読む)
車両用内装材
【課題】射出成形法により、基体の表面に特定の形状のクリップ保持部が形成された車両用内装材を提供する。
【解決手段】基体1と、その表面に設けられるとともに、クリップを保持するためのクリップ保持部2と、を備え、クリップ保持部は、基体の表面に射出成形法により形成されており、クリップ保持部には、基体の表面に接合された座部21と、座部と一体形成され、クリップを嵌めるための嵌め込み部22と、が備えられ、嵌め込み部は、座部よりも基体の表面から離隔する側に突出した形態とされ、座部を、嵌め込み部を避けながら、基体の表面と直交する平面により仮想的に切断したときの座部断面が、端に向かうにつれて漸次薄くなった部分を有し、座部断面の外周線のうちの、基体の表面に接合されている線分の長さが、外周線の全長さから線分の長さを差し引いた長さよりも短い。
(もっと読む)
発泡合成樹脂成形体
【課題】簡易な構成にて、延出部を主体部側に比較的容易に且つ精度良く屈曲変形させることが可能であり、且つ屈曲変形させた後に、その状態を比較的容易に維持させることが可能な発泡合成樹脂成形体を提供する。
【解決手段】発泡合成樹脂成形体1は、主体部3と、該主体部3から延出した延出部4,5とを有し、発泡合成樹脂が該主体部3から該延出部4,5の延出方向の先端側に向かって膨張することにより、該主体部3及び延出部4,5が該発泡合成樹脂により一体に成形されている。発泡合成樹脂成形体1は、使用時には、延出部5を、その先端側が主体部3に接近するように変形させて使用される。延出部5には易変形部が設けられている。
(もっと読む)
車両用内装材
【課題】特定の組成の樹脂原料を用いて、射出成形法により基体の表面にクリップ保持部が形成された車両用内装材を提供する。
【解決手段】基体1と、基体1の表面に設けられるとともに、クリップを保持するためのクリップ保持部2と、を備え、クリップ保持部2は、基体1の表面に、樹脂原料を用いて射出成形法により形成されており、樹脂原料には、熱可塑性樹脂(ポリプロピレン等)と熱可塑性エラストマー(オレフィン系熱可塑性エラストマー等)とが含有され、熱可塑性樹脂と熱可塑性エラストマーとの合計を100質量部とした場合に、熱可塑性エラストマーは20〜80質量部(特に30〜70質量部)である。
(もっと読む)
車両用内装材の製造方法及び射出成形装置
【課題】別部品の十分な接合強度を確保して製品品質を向上させることができる車両用内装材の製造方法を提供する。
【解決手段】本方法は、内装基材(天井基材2)の表面に別部品(リテーナ3、サイドクリップ4)を射出成形にて形成してなる車両用内装材の製造方法であって、内装基材の表面側には、非通気性を有する通気止め用シート層7が設けられており、内装基材の表面の別部品を形成する範囲に対して射出成形装置22を設置する設置工程と、射出成形装置により内装基材の表面から通気止め用シート層を貫通して孔13、15を穿設する穿設工程と、射出成形装置により溶融樹脂を孔内に供給する溶融樹脂供給工程と、孔内に供給された溶融樹脂を冷却する冷却工程と、内装基材の表面に対して射出成形装置を取り外す脱型工程と、を備える。
(もっと読む)
発泡合成樹脂成形体及びその製造方法
【課題】穴状部が貫通孔である場合には、発泡成形時に該穴状部を塞ぐバリ部を形成することなく、該穴状部の周辺部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能であり、該穴状部が非貫通状である場合には、該穴状部の底部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能な発泡合成樹脂成形体の製造方法及び発泡合成樹脂成形体を提供する。
【解決手段】少なくとも第1の型21と第2の型22とを有する金型20を用いて、外面に穴状部3を有する発泡合成樹脂成形体1を製造する。第1の型21のキャビティ内面に、穴状部3を形成するための凸部23が設けられており、金型20は、型締めした状態において、凸部23の突出方向の先端面が第2の型22のキャビティ内面に所定の間隔をあけて対向するように構成されている。金型20を型締めした状態において、凸部23の先端面と第2の型22のキャビティ内面との間に金型20内の気体を気体誘導手段で誘導する。
(もっと読む)
車両用内装材
【課題】別部品の十分な接合強度を確保して製品品質を向上させることができる車両用内装材を提供する。
【解決手段】本車両用内装材は、内装基材(天井基材2)の表面に別部品(リテーナ3、サイドクリップ4)を射出成形にて形成してなる車両用内装材(車両用天井材1)であって、内装基材の表面側には、非通気性を有する通気止め用シート層7が設けられており、内装基材には、別部品の接合面を含む表面から通気止め用シート層を貫通して孔13、15が穿設され、孔内には別部品の一部が入り込んでいる。
(もっと読む)
自動車用シートパッド成形用金型の製造方法及び自動車用シートパッドの製造方法
【課題】製造が迅速かつ容易に行え、コスト的にも優れる自動車用シートパッド成形用金型の製造方法を提供する。
【解決手段】少なくとも、上面が開放された略矩形箱型の下型と、該下型の開口を覆うように配置される上型とで構成される自動車用シートパッド成形用金型の製造方法であって、上記下型の側壁内面の少なくとも一部にアンダーカット部を有する場合に、該シートパッドの設計データに基づいて、上記下型を3次元CADで底壁と各側壁とに分割した各金型パーツのデータを作成し、該金型パーツデータに基づいて、各金型パーツを個別に作製した後、得られた各金型パーツを接合して目的金型とすることを特徴とする自動車用シートパッド成形用金型の製造方法。
(もっと読む)
樹脂製品の成形方法とそれに用いる成形装置
【課題】一次成形品に二次成形品を直接成形するに際し、一度セットされた金型はそのままにして複数個のキャビティに溶融樹脂材を順次射出して二次成形品を成形可能とし、成形サイクルを短縮してコストを軽減する。
【解決手段】一次成形品に二次成形品を直接成形する樹脂製品の成形方法であって、一次成形品(フェンダーライナ10)と金型22とによって複数個のキャビティ16および各キャビティに個別に通じるゲート25をそれぞれ構成する。そして、一つのキャビティに射出ユニット30からゲート25を通じて溶融樹脂材を射出し、そのキャビティに充填された樹脂材によって二次成形品(連結部材18)を成形する。ゲート25内の樹脂材が硬化した後に金型22はそのままに保持し、射出ユニット30を別のキャビティに移動させて溶融樹脂材を射出することを繰り返し、二次成形品を順次成形する。
(もっと読む)
表皮材および表皮材の製造方法、この表皮材を用いた車両内装部材
【課題】表面に形成された意匠部の表面処理を正確に行なうことを可能とする。
【解決手段】
表皮材10は、表面10Aの所定位置にステッチ模様20が形成されると共に、該ステッチ模様20の形成部位に対応する裏面10Bに、位置決め片部24が該裏面10Bから突設されている。この位置決め片部24は、表皮材10をセットするセット部32に凹設された位置決め溝部40に係脱可能に係止するようになっている。従って表皮材10は、位置決め片部24を位置決め溝部40に係止することでステッチ模様20が該セット部32に正確に位置決めされ、塗装装置の塗装ヘッド部34による該ステッチ模様20の塗装を正確に行なうことができる。
(もっと読む)
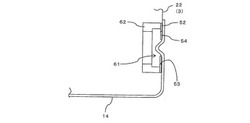
射出成形装置
【課題】加熱された気体をキャビティに供給可能な構成とするとともに、より簡易な構成の射出成形装置を提供する。
【解決手段】一対の成形型11間に形成されたキャビティC内に溶融樹脂を射出することで成形品を成形するものであって、加熱装置50と、可動型30に形成され、キャビティCと連通される気体供給孔31と、気体供給孔31を通じて、加熱装置50により加熱された気体をキャビティC内に送風可能な送風装置51と、可動型30に設けられ、気体供給孔31を開閉可能なバルブ60と、を備え、バルブ60は、気体供給孔31に挿通されることで気体供給孔31を閉止する閉位置と、気体供給孔31を開放する開位置との間で変位可能な構成とされ、バルブ60が閉位置から開位置側へ変位することで、バルブ60におけるキャビティC側の面60Aで車両用内装材14を押し出し可能な構成とされることを特徴とする。
(もっと読む)
シートクッションパッドの製造装置及び製造方法
【課題】成形されるシートクッションパッドの表面に硬化部及びエアポケットが生じるのを効果的に防止することができるシートクッションパッドの製造装置及び製造方法を提供する。
【解決手段】上型3の下面におけるキャビティ23を形成する領域(凹部22)の外側に、第1溝部26を形成し、第1溝部26の外側に第2溝部27を形成する。少なくとも第2溝部27にシール部材25を収容し、キャビティ23が形成された状態ではシール部材25を下型2の上面に当接させる。キャビティ23が形成された状態では、シール部材25が下型2の上面に当接するため、シール性が向上し、硬化部が生じるのを効果的に防止することができる。また、第2溝部27よりも内側に第1溝部26が形成されていることにより、当該第1溝部26が発泡硬化時におけるキャビティ23内の空気の逃げ場として機能するため、エアポケットが生じるのを効果的に防止することができる。
(もっと読む)
支持部材の製造装置及び製造方法
【課題】ネット体を精度良く位置決めしつつ、支持部材を着座性良く製造することにある。
【解決手段】第一型41と第二型42の間に、ネット体20aの外周を保持した枠部材46を取付け可能とし、第一型41と第二型42を閉じ合せることで、第一型41と第二型42のいずれか一方の突出部54により、一方とは異なる他方の凹部50側にネット体20aを押圧可能とするとともに、枠部材46の内側に、ネット体20aを挟みつけた状態のキャビティ44を設ける構成とした。
(もっと読む)
表皮一体の発泡成形体の成形金型
【課題】表皮一体の発泡成形体の成形において、発泡体に通風路となる空間部を成形性良く形成できるようにする。
【解決手段】パッド20(発泡体)を発泡成形するキャビティ空間45内に面状の表皮材10をセットして、この表皮材10にパッド20を一体的に接着させた状態に発泡成形する表皮一体の発泡成形体の成形金型40である。この成形金型40は、型締めにより上記キャビティ空間45内にセットされた表皮材10の一部の面上に押し当てられ、パッド20に上記表皮材10の押し当てられた一部の面上に開口する形の通風路21(空間部)を形成するコア型44を有する。コア型44は、その表皮材10の一部の面上に押し当てられる押当て面44B1上に突起44B2が形成され、突起44B2が押当て面44B1に先行して表皮材10の一部の面上に押し当てられて、パッド20の発泡成形時の発泡原料の侵入を阻止する構成となっている。
(もっと読む)
プラスチック成形品における部分収縮補正の方法
【課題】部分収縮補正が行われたプラスチック成形品の製造方法およびこの方法によって製造されたプラスチック成形品を提供する。
【解決手段】(A)プラスチックフィルム2を少なくとも1種の熱可塑性プラスチックで一方の側にバック射出し、該プラスチックフィルムの1以上の部分領域がバック射出されない工程、(B)上記工程(A)で得られたプラスチック成形品を冷却する工程、を包含するプラスチック成形品の製造方法であって、(C)工程(B)で得られたプラスチック成形品の少なくともバック射出されていないそれらの領域を次いで再加熱することを特徴とするプラスチック成形品の製造方法。
(もっと読む)
21 - 40 / 468
[ Back to top ]