
Fターム[4F202AH36]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 電気電子装置(←電子部品) (1,555) | プリント配線基板(←銅張積層板) (112)
Fターム[4F202AH36]に分類される特許
21 - 40 / 112
樹脂モールド装置
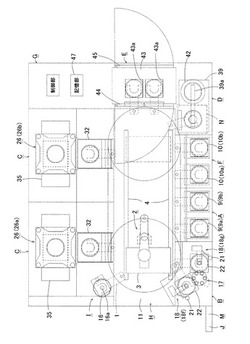
【課題】ワークや樹脂材の供給から樹脂モールドを行なって成形品を収納するまでの一連の作業をコンパクトな装置構成で効率よくしかも製品に応じた仕様で樹脂モールドが行える樹脂モールド装置を提供する。
【解決手段】ワーク搬送機構Hに備えた多関節ロボット2の移動範囲を囲んでワーク供給部A、樹脂供給部B、プレス部C及びワーク収納部Fが配置されている。
(もっと読む)
インプリント用モールドの製造方法

【課題】インプリント用モールドの製造において微細なモールドパターンを高いパターン精度で形成することができ、しかも基板をエッチング加工するために形成した薄膜パターンを最終的にモールドパターンにダメージを与えないように除去できるインプリント用モールドの製造方法を提供する。
【解決手段】透光性基板1上に、ハフニウムおよびジルコニウムのうちの少なくとも一方の元素を含有する材料で形成された下層3と、該下層の酸化を抑制する材料で形成された上層4の積層膜からなる薄膜を有するマスクブランクを用いて、前記薄膜をエッチング加工して薄膜のパターンを形成する工程と、該薄膜のパターンをマスクとして透光性基板1をエッチング加工してモールドパターンを形成する工程と、該モールドパターンを形成した後、薄膜の下層を、塩素、臭素、ヨウ素、およびキセノンのうちいずれかの元素とフッ素との化合物を含む非励起状態の物質に接触させて除去する工程とを有する。
(もっと読む)
成形金型及び保持治具の製造方法
【課題】補強部材を変形させることなく容易に離型できる成形金型、及び、補強部材を変形させることなく成形金型から離型して補強部材の平坦性を維持した保持治具を製造できる保持治具の製造方法を提供すること。
【解決手段】鍔部を有する補強部材と弾性部材とを備えた保持治具を成形する成形金型であって、補強部材が配置される配置空間36を形成する第1金型22及び第2金型23と、第1金型22及び第2金型23に立設された第1成形ピン34及び第2成形ピン35と、第2金型23に前進可能に配置された押進部材24とを備え、押進部材24が配置空間36内の鍔部に対向する第1押進部46と第1成形ピン34に対向する第2押進部46とを有する成形金型21、並びに、成形金型21内で成形された一体成形体の鍔部と弾性部材とを押進部材24で押進して一体成形体を離型する保持治具の製造方法。
(もっと読む)
滴下制御方法および滴下制御装置
【課題】インプリント材を適切な位置に滴下すること。
【解決手段】本発明の一つの実施形態によれば、インクジェットヘッドからインプリント材が滴下される基板を載置するステージと、前記基板上のインプリント材に押し付けられるテンプレートと、の間の前記ステージ面内の回転方向の位置ずれ量を、テンプレート位置ずれ量として検出する。前記ステージの移動方向と、前記インクジェットヘッドに設けられている複数からなるノズルのノズル列方向と、の間の前記ステージ面内の回転方向の位置ずれ量をノズル位置ずれ量として検出する。そして、前記テンプレート位置ずれ量および前記ノズル位置ずれ量に起因して生じる前記インプリント材の滴下位置の位置ずれを解消するよう、前記ステージの移動方向を制御するとともに、前記各ノズルから吐出するインプリント材の吐出タイミングを制御する。
(もっと読む)
封止装置及び封止方法
【課題】使用する金型の台数に応じた生産性の向上が可能となる。
【解決手段】金型132、及び機構部として、基板供給部110A、基板検査部120、予備加熱部124、樹脂供給部140、反り矯正部122、そして基板収納部110Bを有する封止装置100において、基板102の1枚当たりにおける、金型132への基板102の搬入から次の基板102の搬入が可能となるまでの金型サイクルタイムTmに対して、供給サイクルタイムTp、検査サイクルタイムTi、予備加熱サイクルタイムTh、樹脂供給サイクルタイムTr、反り矯正サイクルタイムTf、そして収納サイクルタイムTsの全ての機構部のサイクルタイムが短くされている。
(もっと読む)
ディゲート装置及びそれを備えた樹脂モールド装置
【課題】パッケージ部の両側に接続する不要樹脂を効率よく分離できるディゲート装置を提供する。
【解決手段】ディゲートパレット27に載置された成形品18に対してディゲートハンド28の1回目の上下動で第1不要樹脂18dを切断刃44dにより分離し、2回目の上下動とディゲートパレット27の回動軸31を中心とする回転との組み合わせで第2不要樹脂18cを分離する。
(もっと読む)
インサート部品及びこれを用いた樹脂成形品
【課題】樹脂成形時に電子部品の損傷を防ぐことが可能なインサート部品及びこれを用いた樹脂成形品の提供を目的とする。
【解決手段】少なくとも、センサ素子17と、センサ素子17に接続される端子14と、センサ素子17及び端子14の端部を樹脂により一体的に樹脂モールドすることにより形成されるパッケージ樹脂部13とを有する電子部品12と、端子14により電子部品12と接続される回路基板15と、回路基板15が設置される基台16と、を有し、基台16には、少なくともパッケージ樹脂部13から端子14が出ている側の面13aの反対側の面13bが当接する壁部16aが設けられていることを特徴とするインサート部品11を提供するものである。
(もっと読む)
複合材成形品の製造方法
【課題】 離型フィルムを簡単且つ効率的に剥離することができ、複合材成形品を製造する効率が向上する複合材成形品の製造方法を提供する。
【解決手段】 プリプレグ体100を加工する複合材成形品200の製造方法において、第1の離型フィルム111連続的に繰り出す工程と、前記第1の離型フィルム111上に前記プリプレグ体100を所定間隔をおいて搭載する工程と、前記第1の離型フィルム111との間に前記プリプレグ体100を挟むように前記第1の離型フィルム111の上方に第2の離型フィルム121を連続的に繰り出す工程と、前記第1の離型フィルム111と前記第2の離型フィルム121との間に挟まれた前記プリプレグ体100に対して加熱加圧成形する工程とを含む複合材成形品の製造方法。
(もっと読む)
導電回路一体化成形品及びその製造方法
【課題】部品点数及び製造工程を増加させることなく、リードの剥がれや破断、導電回路の腐食を防止することができる導電回路一体化成形品を提供する。
【解決手段】樹脂成形体と、樹脂成形体内に樹脂成形体の一面に対して面一になるように埋め込まれたベースフィルムと、樹脂成形体とベースフィルムとの間に配置された導電回路と、導電回路を外部装置に電気的に接続するためのリードとを有し、リードの一端部は樹脂成形体内に埋め込まれた状態で導電回路の一部と電気的に接続され、リードの他端部は樹脂成形体の外部に露出している。
(もっと読む)
基板作製方法
【課題】基板に形成されるアライメントマークと台座の相対的な位置ずれを低減する。
【解決手段】台座付き基板を作製する方法として、アライメントマーク5が形成された台座形成領域1aと台座非形成領域1bを覆う状態でネガ型のレジスト層6を形成する第1工程と、均し基板10の平坦面10aをレジスト層6の表面に密着させて均す第2工程と、均し基板10側から露光光を照射してレジスト層6を露光する第3工程と、露光後のレジスト層6を現像して得られるレジストパターンをマスクに用いて基板1をエッチングすることにより台座を形成する第4工程とを有する。そして、第2工程でレジスト層6を均すことにより、台座形成領域1a上のレジスト層6と台座非形成領域1b上のレジスト層6との間に、不溶化するのに必要な露光量の差を生じさせ、第4工程にて台座形成領域1aにレジストパターンが形成されるように、第3工程にて露光光の露光条件を設定する。
(もっと読む)
モールディング成形用離型フィルム及びその製造方法
【課題】 本発明は、撥水性、離型性、ガスバリア性及び非転移性であり、金型への追従性にも優れ、均一かつ安定的な、環境負荷も低減され、低コストのフッ素ドープ有機成分含有有機珪素化合物の蒸着膜を有するモールディング成形用離型フィルム及びその製造方法を提供することを目的とする。
【解決手段】 プラズマ化学気相蒸着法(PE−CVD法)により、プラスチック基材上にフッ素ドープ有機成分含有有機珪素化合物の蒸着膜を形成させてなるガスバリア性、撥水性及び離型性の離型フィルム及びその製造方法において、フッ素化炭化水素化合物(フルオロカーボン)と有機珪素化合物を蒸着モノマー材料とし、希ガス及び/又は酸素ガス雰囲気下、有機珪素化合物の蒸着膜をプラズマ化学気相蒸着させ、最終的にフッ素ドープ有機成分含有有機珪素化合物の蒸着膜をプラスチック基材フィルム上に成膜することで、高速にかつ90°以上の水接触角を有する撥水性及び離型性に優れ、ガスバリア性も付与された離型フィルムを得る。
(もっと読む)
成形品、電子機器及び成形品の製造方法
【課題】転写箔を確実に成形層に保持しておくことができ、転写箔の加飾層または導電層の損傷を防止することができる成形品、電子機器及び成形品の製造方法を提供すること。
【解決手段】本実施形態に係る成形品では、1次成形層10と2次成形層20との間に、インモールド箔30の一部が挟み込まれている。これにより、インモールド箔30を1次及び2次成形層10及び20との間に保持しておくことができる。そして、加飾層及び端子電極層が、1次及び2次成形層10及び20の間に配置される。これにより加飾層及び端子電極層が損傷を受けたり、粉塵等が端子電極層に付着して電気的導通が阻害されたりすることを防止することができる。
(もっと読む)
離型用フィルム
【課題】モールド金型やモールド樹脂を成形加工して得られる成形品との剥離性に優れ、また、モールド金型への追従性にも優れ、180℃前後の使用温度における耐熱性と機械的強度をも併せ有する離型用フィルムを提供する。
【解決手段】1種類あるいは2種類以上の熱可塑性エラストマーを組み合わせてなる樹脂組成物を成形して得られるフィルムの少なくとも一方の面に、加水分解性部位を含むシリル基を分子内に有するフルオロシリコーン化合物を含有する離型組成物を塗布、乾燥して得られるフルオロシリコーン化合物層が形成されている。
(もっと読む)
離型用フィルム
【課題】 モールド金型への追従性、及び、モールド金型やモールド樹脂を成形加工して得られる成形品との剥離性に優れ、180℃前後の使用温度における耐熱強度を有する離型用フィルムを提供する。
【解決手段】 熱可塑性エラストマーを1種類もしくは2種類以上組み合わせてなる樹脂組成物を成形して得られる単層フィルムもしくは2層以上の多層フィルムをベースフィルムとし、このベースフィルムの少なくとも一方の表面に、加水分解性部位を含むシリル基を分子内に有するフルオロシリコーン化合物を含有してなる離型組成物によってフルオロシリコーン化合物層が形成され、前記ベースフィルムと前記フルオロシリコーン化合物層との間にバインダー層が形成されてなり、少なくとも3層以上の層構造を有することを特徴とする。
(もっと読む)
樹脂モールド金型
【課題】樹脂モールド部の厚さを被成形品に応じて調節する樹脂モールド金型を提供する。
【解決手段】樹脂60が充填されて被成形品が樹脂モールドされるキャビティ領域24aおよびキャビティ領域24aの内底面に通じる摺動孔が設けられたキャビティインサート221と、キャビティインサート221の摺動孔でガイドされて型開閉方向に可動し、キャビティ領域24aの内底面を構成する可動ブロック341と、型開閉方向においてそれぞれが互いに摺接するテーパ面を備えた可動テーパブロック381および固定テーパブロック371を有し、可動テーパブロック381の進退位置を調節することで、固定テーパブロック371を介して可動ブロック341の型開閉方向の位置を調節し、キャビティ領域24aの深さを調節する深さ調節機構とが、上型20側に具備されている。
(もっと読む)
半導体製造装置、及び半導体装置の製造方法
【課題】リードフレームからランナー樹脂を分離することを容易にすることができる。
【解決手段】第1押さえ部材100は、ランナー樹脂320が一面側に凸状に湾曲する形状にリードフレーム300を保持している。第2押さえ部材200のうち第1押さえ部材100と対向する面は、凸状に湾曲したリードフレーム300に沿う形状を有している。制御部150は、ランナー樹脂320と重なる位置に設けられた貫通穴120を通して可動な複数のピン140を、両端部から中心部に向けて順次ランナー樹脂320を押し上げる方向に突出させる。
(もっと読む)
金属微細構造体及びその製造方法並びに樹脂成形物の製造方法
【課題】母型の凹凸パターンにクラックの無い金属膜を形成し、母型の凹凸パターンの破損を抑制するとともに凹凸パターンが反映された金属膜を支持部材に転写して金属微細構造体を製造することができる方法を提供する。
【解決手段】凹凸パターン14が形成された母型10の表面に下記式(I)で表されるシランカップリング剤の膜16を形成する。シランカップリング剤の膜上に金属膜18を形成した後、金属膜と該金属膜を支持する支持部材20とを一体化させる。金属膜を支持部材とともに母型から剥離させることにより、母型の凹凸パターンが反映された金属膜と、該金属膜と一体化した前記支持部材とを有する金属微細構造体30を得る。 (もっと読む)
(もっと読む)
保持治具の製造方法
【課題】大多数の小型部品を保持できるにもかかわらず補強部材の平坦性を維持した保持治具の製造方法を提供すること。
【解決手段】支持孔7が形成された補強部材2と、自身に挿入された小型部品を弾発的に保持する保持孔9が形成された弾性部材3とを備え、前記保持孔9が前記支持孔7の内部を通るように前記補強部材2が前記弾性部材3に埋設されて成る保持治具1を成形金型30で製造する製造方法であって、前記成形金型30に形成された陥没部35によって前記弾性部材3よりも肉厚に形成された肉厚部を押進部材41で押進しつつ前記補強部材2と弾性材料との一体成形体を前記成形金型30から離型し、次いで、一体成形体の前記肉厚部を除去することを特徴とする保持治具1の製造方法。
(もっと読む)
インサート成形方法、インサート部品及びインサート成形品
【課題】インサート部品の金型内セット作業が容易で、しかも、金型内にセットされた端子の保持・安定性が高いインサート成形方法等を提供する。
【解決手段】バスバー2と出力端子3がジョイント部4を介して一体に形成され、且つ、ジョイント部4が上型のコマからの押圧力を受けると押し曲げられて切断されるインサート部品5を、下型にセットし、下型と上型間を型締めし、この型締め過程で、上型がジョイント部4を押し曲げつつ切断し、型締めされた双方の下型及び上型内に溶融樹脂を充填することでインサート成形品を成形した。
(もっと読む)
インプリントリソグラフィ
オブジェクトと別のオブジェクトとの相互アライメントに用いる特定のアライメント構成を備えたオブジェクトが開示される。アライメント構成は、実質的に規則的な格子の形態の第1の微細アライメントマークと、第1のアライメントマークと同じエリア内に位置する第2の粗アライメントマークとを含む。 (もっと読む)
21 - 40 / 112
[ Back to top ]