
Fターム[4F202AK08]の内容
プラスチック等の成形用の型 (108,678) | 加熱冷却手段の具体的な特徴 (980) | 電気的手段の特徴 (269)
Fターム[4F202AK08]の下位に属するFターム
ヒーター(←材料内への埋込み、巻付け) (118)
誘電加熱装置の特徴 (22)
誘導加熱装置の特徴 (102)
熱電加熱冷却の利用の特徴(←ペルチェ効果) (8)
Fターム[4F202AK08]に分類される特許
1 - 19 / 19
タイヤ加硫方法
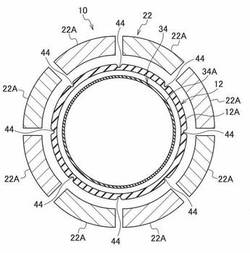
【課題】割モールドの間に未加硫タイヤの一部のゴムが入り込むのを容易に防止できるタイヤ加硫方法を提供する。
【解決手段】未加硫タイヤ12のトレッド表面12Aにおける中型22の分割位置となる部位に凹部44を形成し、この未加硫タイヤ12を凹部44の位置が中型22の分割位置となるように金型14内に配置する。その後、ブラダーユニット16のブラダー34を加熱蒸気によって膨張させて未加硫タイヤ12の内面を加圧することにより、トレッド表面12Aを金型14に押し付け加硫成形する。
(もっと読む)
樹脂封止済基板の冷却装置、冷却方法及び搬送装置、並びに樹脂封止装置

【課題】電子部品等が装着された基板を樹脂封止成形した後、電子部品等に悪影響を与えることなく樹脂封止済基板を冷却し、かつ反りを防止する。
【解決手段】本発明は樹脂封止成形した後の樹脂封止済基板21Aの冷却を行う基板冷却装置である。本発明に係る基板冷却装置を適用した樹脂封止済基板の搬送装置は、樹脂封止済基板21Aを保持する保持体40と、保持体40に設けられて樹脂封止済基板21Aを吸引する吸引手段と、吸引手段が樹脂封止済基板21Aを吸引する方向に設けられて樹脂封止済基板21Aが密着する密着面を有する冷却板31を有する。吸引手段は、樹脂封止済基板21Aと密着面との間に閉空間を形成する弾性支持部32と、閉空間に位置するように冷却板31に設けられて冷却板31の厚さ方向に貫通する貫通孔33aと、貫通孔33aと吸気経路33bを通じて閉空間内の空気を吸気する吸気手段33cとを有する。
(もっと読む)
金型および金型用感温磁性材料
【課題】金型の内部構造が複雑化するのを抑制しつつ、成形温度をより正確に制御することが可能な金型を提供する。
【解決手段】この金型1は、上型10と、上型10と対向するように配置される下型20とを備え、上型10の下面10aおよび下型20の上面20aに、それぞれ、キュリー温度を有する感温磁性材料を含む感温磁性材料層12および22が配置されている。
(もっと読む)
成形型
【課題】成形材料の加熱に要する所要時間を短縮すると共に、そのエネルギー効率を改善し、装置の小型化を可能とすることを目的としている。
【解決手段】熱可塑性材料を成形加工して光学素子とする成形型1のうち、光学素子の少なくとも光学的有効面を成形する成形部2a及び3aを電流の供給により発熱する導電性材料で形成すると共に、成形部2a及び3aに電流を供給するための一対の電極2c及び3cを成形部2a及び3aにそれぞれ電気的に接続させて設けている。
(もっと読む)
パイプ成形装置及びパイプ成形方法
【課題】熱可塑性樹脂を母材とするパイプの成形
【解決手段】
パイプ成形装置20は、加熱されることによって膨張する棒状の内型22と、内型22の外周を覆う筒状の外型24と、内型22を加熱する加熱装置26とを備えている。かかるパイプ成形装置20では、シート状の成形基材10を、棒状の内型22の外周に巻いて筒状の外型24の内部に収容する。そして、内型22を加熱し、内型22の外径を大きくする。これにより、内型22の外周面と外型24の内周面との間で成形基材10を加熱するとともに加圧して、成形基材10を外型24の内周面に沿った形状に成形することができる。
(もっと読む)
複合材料から成る部品を製造するための可撓性膜
本発明は、複合材料から成る部品を製造するのに用いられる成形装置に関する。この成形装置は誘導性の可撓性膜(1)と導電性の剛体部分(2)を含む。誘導性の可撓性膜は磁界を発生し、それが剛体部分に渦電流を生成し、熱の流れを生む。この熱の流れが伝導によって複合材料から成る部品を加熱する。 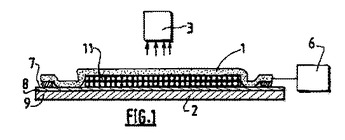 (もっと読む)
(もっと読む)
部品成形方法
【課題】 本発明は、部品の硬さを局所的に変えるようにした部品成形方法を提供することを目的とする。
【解決手段】 不織布に熱硬化性の合成樹脂材を含浸させてなる成形不織布3を、上型1と下型2との協働によって部品30を成形する方法において、
内部にヒータ4が設けられた前記下型2の成形面2A上には、前記成形不織布3の裏面に当接する複数の凸部20〜27が設けられ、前記下型2の前記凸部20〜27と前記上型1の成形面1Aとで前記成形不織布3をプレス成形する。
(もっと読む)
射出成形装置
【課題】高アスペクト比のナノ構造を持つ金型に対して、ナノ構造物の深部まで樹脂の充填を可能にし、さらに、離型剤等を使用しないで、高生産性を維持しアスペクト比1以上の反射防止ナノ構造物の成型品を製造する。
【解決手段】固定側コア4と可動側コア5の表面を、成形されるべき樹脂の軟化温度より高い温度に加熱してから前記固定側コア4と可動側コア5を型締めし、型締め後に、固定側コア4と可動側コア5内に樹脂を充填し、充填後に、固定側コア4と可動側コア5を樹脂の軟化温度より低い温度まで冷却しながら充填された樹脂を保圧し、低い温度で樹脂成型品を冷却保持し、その後、固定側コア4と可動側コア5を型開きして、ナノメータサイズの構造物を表面に有する成型品を射出成形する。
(もっと読む)
空気入りタイヤの製造方法
【課題】軽量かつ優れた空気透過防止性能を有するインナー層を有し、ユニフォミティに優れた空気入りタイヤを効率よく製造することができる製造方法を提供する。
【解決手段】複数の分割体2から構成される円筒状の剛性内型1の外周面の全周に配置した熱可塑性樹脂または熱可塑性エラストマー組成物からなるフィルム12の上に、カーカス層13等のタイヤ構成部材を積層してグリーンタイヤGを成形し、グリーンタイヤGを剛性内型1とともに加硫金型の内部に配置した後、所定温度に加熱し、フィルム12を内周側から与圧してインフレートさせてグリーンタイヤGを加硫することにより、タイヤ構成部材の未加硫ゴムが加硫金型の内周面に向かって押圧されて周方向に流動するので、タイヤ構成部材のボリュームの偏りが是正され、ブラダーとして機能したフィルム12はタイヤ内周面に密着接合してタイヤのインナー層になる。
(もっと読む)
被覆成形品の製造方法
本発明は、成形材料を射出成形型内に射出し、成形品を得るためそれを冷却する、被覆成形品の製造方法に関する。被覆対象の成形品の表面と射出成形型の内面との間に中間空隙部が生み出されるように射出成形型を調整する。得られた中間空隙部に、射出成形で反応性混合物を満たし、ここで反応性混合物を硬化させるために射出成形型の少なくとも一部分の温度を上昇させる。本発明はさらに、上述の方法を実施するための装置に関する。 (もっと読む)
射出インサート成形品の製造方法
【課題】インサート部品−樹脂間の優れた密着性を確保すると共に成形サイクルを向上させた射出インサート成形品の製造方法を提供する。
【解決手段】インサート部品を熱可塑性樹脂により包埋する射出インサート成形品の製造方法において、表面処理され十点平均表面粗さRzが5μm以下の金型を使用すると共に、インサート部品保持駒の温度を、熱可塑性樹脂の降温結晶化温度(Tc)以上の温度範囲として樹脂を射出充填し、次いで空気中の水分が結露状態あるい水分が固化し氷結状態にある低温空気を用いてインサート部品保持駒を150℃以下に急冷却した後、インサート成形品を金型から取り出す。
(もっと読む)
金型組立体
【課題】キャビティ内に射出された溶融熱可塑性樹脂の温度を容易に、且つ、正確に、確実に、安全に制御することができ、しかも、キャビティ内に射出された溶融熱可塑性樹脂の急冷を抑制することができる金型組立体を提供する。
【解決手段】金型組立体は、金型、入れ子30を有する入れ子組立体20、並びに、第1の電極60A及び第2の電極60Bを備え、入れ子30は、入れ子本体31及び絶縁層33から構成されており、入れ子組立体20は、更に、第1の電極60A及び第2の電極60Bと電気的に接続され、絶縁層33上に固定され、キャビティ15の一部を構成し、ジュール熱を発生する発熱部材41から構成されている。
(もっと読む)
金型組立体
【課題】キャビティ内に射出された溶融熱可塑性樹脂の温度を容易に、且つ、正確に、確実に、安全に制御することができ、しかも、キャビティ内に射出された溶融熱可塑性樹脂の急冷を抑制することができる金型組立体を提供する。
【解決手段】金型組立体は、金型、入れ子30を有する入れ子組立体20、第1の電極60A及び第2の電極60Bを備え、入れ子30は、熱伝導率が1.3(W/m・K)乃至6.3(W/m・K)であり、厚さが0.5mm乃至5mmの絶縁性のセラミックス材料から成る入れ子本体31、及び、第1の電極60A及び第2の電極60Bに電気的に接続され、少なくとも入れ子本体31の頂面に形成され、ジュール熱を発生する発熱層32から構成されており、入れ子組立体は、更に、入れ子取付けブロック41を有している。
(もっと読む)
成形体の製造装置および製造方法
【課題】 超微細加工、高い寸法精度、低残留応力、低複屈折、高光透過性、優れた機械的強度を有する成形体を、超低圧の成形プロセスで、三次元、薄肉、かつ大面積の形状でもって提供可能な、成形体の製造装置および方法を提供する。
【解決手段】 本発明の製造装置1は、樹脂溶融部21、樹脂送出部22および吐出部23とを有する、下金型100に溶融樹脂を塗布する手段2;溶融樹脂をプレスするプレス手段3;プレス手段3の前段に設けられ、溶融樹脂の塗布時に下金型100を加熱する加熱手段4;および下金型100を移動させる移動手段5;を備え、加熱手段4によって下金型100を加熱し、移動手段5によって下金型100を移動させながら、手段2によって被塗布面に溶融樹脂を塗布し、下金型100を移動させ、プレス手段3によって溶融樹脂をプレスして樹脂の形状を整えながら冷却し固化させ成形体を得る。
(もっと読む)
モールド、モールドを有する装置、パターン転写装置、及びパターン形成方法
【課題】新規な手法によりサイズ補正をすることができるモールド及び該モールドを有する装置を提供する。
【解決手段】モールドまたは該モールドを有する装置であって、凹凸パターンが形成されている第1の面1050と、該モールドの厚さ方向に関して、該第1の面と反対側にある第2の面1055とを有するモールド2000を備え、
且つ該第2の面に、あるいは該第1の面と該第2の面との間に設けられており、該凹凸パターンを該第1の面の面内方向に変形させるためのサイズ調整部材2010、を有する構成とする。
(もっと読む)
レンズ成形方法及び成形金型
【課題】 高精度で品質ばらつきの少ないレンズを成形できかつレンズ1個当たりの成形時間を短縮できるレンズ成形方法及び成形金型を提供する。
【解決手段】 可動型3と固定型2から成る金型内に形成される空隙部11に樹脂材料を射出することでレンズを成形する成形金型1を用い、空隙部11に所定温度の樹脂材料を射出する射出工程、保圧工程、冷却工程及び取出工程の一連の工程を経てレンズを成形する方法において、空隙部11に臨む転写面6、9と、転写面を加熱する加熱手段と、転写面の熱を一時保持する断熱手段と、空隙部の熱を金型外部へ伝達する冷却手段とを有するインサート7、10を設け、温度の低い樹脂材料を射出して冷却時間を短縮しかつ空隙部11に臨む転写面6、9を加熱することで微細な転写も高精度にかつ確実に行えるようにした。
(もっと読む)
射出成形部品製造の制御方法
本発明は射出成形機のキャビティ(10)及び場合によってはコア(9)を備えた射出成形金型(5)により、射出成形金型(5)の温度を制御して射出成形物の製造を制御する方法である。更に、キャビティ(10)及び/又はコア(9)を直接に加熱又は冷却するように構成している。  (もっと読む)
(もっと読む)
車の車輪のタイヤを成形し硬化させる方法および装置
車の車輪のタイヤを成形し硬化させる方法は、グリーンタイヤ(50)を、形状が該グリーンタイヤ(50)の内面に実質的に従う外面を有する環状支持体(10)上で製造するステップと、該環状支持体(10)を加熱することにより、熱を該環状支持体(10)に接触するタイヤの内面に伝達するステップと、該グリーンタイヤ(50)の該内面を、少なくとも1つの加圧二次作動流体により該環状支持体(10)の該外面に対して押圧するステップと、該環状支持体(10)の該外面と該グリーンタイヤ(50)の該内面との間の少なくとも1つの拡散間隙内を通過する加圧一次作動流体により、加硫用金型(102)内に画定される成形キャビティ(104)の壁に対し、該グリーンタイヤ(50)の外面を押圧するステップと、を含み、該加圧一次作動流体は、該グリーンタイヤの加硫をもたらすために該グリーンタイヤ(50)に熱を供給するように加熱される。 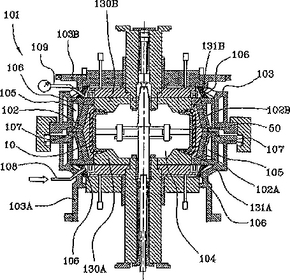 (もっと読む)
(もっと読む)
樹脂結合成形品を製造する方法
本発明は、プレスされ、熱的に硬化され、圧力と温度とが制御される単一処理工程で表面が熱的に処理される成形品に関する。その結果、より短い処理時間が達成され、その処理はエネルギーを節約するように実行される。その処理は、極めて正確に制御される。成形品は、ガス抜きも行われる。 (もっと読む)
1 - 19 / 19
[ Back to top ]