
Fターム[4F202CC04]の内容
プラスチック等の成形用の型 (108,678) | 型の全体的装置構成 (555) | 移動するもの(←成形ステーションへの) (394) | 往復運動するもの (94)
Fターム[4F202CC04]に分類される特許
1 - 20 / 94
三枚構造の射出成形金型、射出成形装置及び射出成形方法
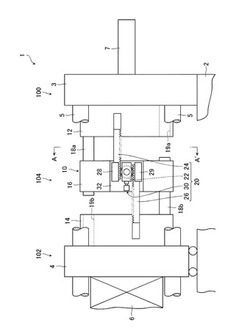
【課題】ラックアンドピニオン機構を用いた三枚構造の射出成形金型、射出成形装置及び射出成形方法において、高品質な成形品を得ることができる三枚構造の射出成形金型、射出成形装置及び射出成形方法を提供する。
【解決手段】ラックアンドピニオン機構20は、ピニオン22を中間金型16に対して型開閉方向に移動可能に支持すると共に、ピニオン22を固定金型12及び可動金型14の少なくとも一方側に押圧し、ピニオン22をラック24、26の歯25、27に押し付け可能なピニオン移動機構30を更に備え、ピニオン移動機構30によりピニオン22をラック24、26の歯25、27に押し付けた状態において、ラックアンドピニオン機構20により中間金型16を型開閉方向に移動可能に構成されている。
(もっと読む)
樹脂封止装置

【課題】簡単な構成で安価な小型の樹脂封止装置を提供する。
【解決手段】上金型21と、中間金型22と、前記上金型21とで前記中間金型22を挟持する下金型23とを備え、前記上金型21と前記中間金型22とで基板を挟持するとともに、前記中間金型22の貫通孔内に配置された電子部品を樹脂材料で樹脂封止する樹脂封止装置であり、前記下金型23を、前記上金型21に対向する成形位置と、側方に位置する非成形位置とに移送する移送手段と、前記中間金型22を保持したままの状態で上下動できるとともに、前記中間金型22を所定の高さ位置で保持できる中間金型保持手段40と、前記下金型23単体で樹脂供給位置に移送できるとともに、前記中間金型22を載置したままの状態で前記下金型23を基板供給位置に移送できる制御手段54と、を備えた構成とする。
(もっと読む)
金型回転式射出成形機および金型回転式射出成形機の回転テーブル回転方法
【課題】金型が取付けられた回転テーブルが固定盤または可動盤に対してベルトにより回転可能に設けられた金型回転式射出成形機において、ベルトを回転テーブルに固定する必要がなく、設計の自由度を確保可能かまたはコスト削減の可能な金型回転式射出成形機および金型回転式射出成形機の回転テーブル回転方法を提供する。
【解決手段】金型29a,29bが取付けられた回転テーブル21が固定盤15または可動盤19に対してベルト26により回転可能に設けられた金型回転式射出成形機11において、外周側にベルト係合部28を有する回転テーブル21と、回転テーブル21の側方に設けられた電動機23と、端部同士が接合された接合部32を有し前記電動機23の駆動を前記回転テーブル21に伝達するベルト26とが設けられ、前記ベルト26の接合部32が常時前記ベルト係合部28に当接されて前記回転テーブル21が回転される。
(もっと読む)
中空容器における内蔵部品の結合方法
【課題】内蔵部品の埋設周りの容器壁部のねじれや内蔵部品の姿勢崩れを低減できる中空容器における内蔵部品の結合方法を提供する。
【解決手段】本発明に係る中空容器における内蔵部品の結合方法は、本金型に転写されたパリソンに対し、結合対象の第1内蔵部品2および第2内蔵部品3を取り付け、本金型を閉じて第1内蔵部品2と第2内蔵部品3とを未結合状態として中空容器1を成形する中空容器成形工程と、本金型から取り出した中空容器1の冷却時に、中空容器1の外面を押圧部23により押圧して中空容器1の変位により第1内蔵部品2と第2内蔵部品3とを結合状態にする内蔵部品結合工程と、を有する。
(もっと読む)
多層成形用金型及び多層成形用金型の交換方法
【課題】単層成形用射出成形機を多層成形用射出成形機に転用する場合に、射出成形機への追加改造を最小にすることができ、更には、1組の金型として型締装置から容易に着脱可能な多層成形用金型及び多層成形用金型の交換方法を提供する。
【解決手段】第1金型と第2金型と中間金型とを備えた多層成形用金型において、前記中間金型が、複数のガイド手段により、前記第1金型と前記第2金型とに対向して移動可能に支持された回転金型支持部と、前記回転金型支持部に回転可能に支持され、少なくとも2つの金型分割面を有する回転金型部と、前記回転金型部を前記回転軸周りに回転させる回転手段とから構成され、前記中間金型を前記第1金型と前記第2金型とに対向して移動させる中間金型移動手段が、前記第1金型、前記第2金型及び前記中間金型の少なくとも1つに配置されることを特徴とする多層成形用金型によって達成される。
(もっと読む)
樹脂成形品および樹脂成形品の製造方法
【課題】煩雑な手作業を解消し、容易に製造することが可能な樹脂成形品および樹脂成形品の製造方法を提供することである。
【解決手段】樹脂40で成形された表面層4と裏面層5を有し、表面層4と裏面層5が一体に成形された樹脂成形品1において、裏面層5は木粉混入ポリウレタン樹脂発泡体60からなる。表面層4を成形する表面層成形工程と、裏面層5を成形する裏面層成形工程を有し、上型と下型からなる成形型に樹脂40を注入して、表面層4と裏面層5を一体に成形する樹脂成形品1の製造方法において、裏面層成形工程に用いる樹脂40は、木粉混入ポリウレタン樹脂50である。
(もっと読む)
ステアリングリム加飾装置及びステアリングリムの加飾方法
【課題】溝形加飾ピースを熱軟化させる際にリム部が受ける熱を抑制することが可能な防止することが可能なステアリングリム加飾装置及びステアリングリムの加飾方法を提供することを目的とする。
【解決手段】本発明のステアリングリム加飾装置10は、溝形加飾ピース300を、ステアリングホイール200のリム部202ではなく、加飾ピース保持蓋60にて保持する。ステアリングホイール200を保持したワーク収容器12の開口12Aを、溝形加飾ピース300を保持した加飾ピース保持蓋60によって閉塞して、溝形加飾ピース300を熱軟化させかつ溝形加飾ピース300内にリム部202の一部(上側円弧部202A及び下側円弧部202B)を挿入しかつワーク収容器12内を負圧状態にすると、ワーク収容器12の内外の圧力差により、溝形加飾ピース300がリム部202の一部に密着して加飾が行われる。
(もっと読む)
成形トリム部品を製造する方法および装置
本発明は、成形トリム部品を製造する方法に関するものであり、次の各ステップが順次実施され、すなわち、第1の工作物としての可視側と支持側とを有する装飾ブランクが成形プレスされ、次いで第1の工作物が背面射出成形され、最後に第1の工作物が被覆射出成形され、これと同じ方法ステップで、別の装飾ブランクが第2の工作物として成形プレスされ、次いで、第2の工作物について第1の工作物についてと同様の方法が引き続き実施される。さらに本発明は、成形トリム部品を製造する装置に関する。  (もっと読む)
(もっと読む)
電子デバイスの中空樹脂パッケージの形成方法および形成装置
【課題】製造工程数を減らすことができ、さまざまな金型を組合せて使用できる、電子デバイスの中空樹脂パッケージの形成方法および形成装置を提供する。
【解決手段】チップ6が搭載された基板7を、第3の金型3の、第1の金型1の凹部13が形成された面と対向可能な面に配置し、第1の金型1と第2の金型2を接合させて形成するキャップのカバー部5a形成用のキャビティ内に樹脂材料を充填して固化させ、カバー部5aを成形する。その成形されたカバー部5aを第1の金型1の内側に保持した状態で、第1の金型1と第4の金型4と第3の金型3とを順番に積層して、カバー部5aを、第3の金型3に配置された基板7上に配置する。そして、カバー部5aが基板7上に配置された状態で、カバー部5aと第4の金型4との間に樹脂材料を充填して固化させ、カバー部5aの外周に位置する接合部を成形する。
(もっと読む)
ランプリフレクタ成形体
【課題】耐熱性と剛性を兼ね備えながら表面平滑性に優れるランプリフレクタ成形体を提供すること。
【解決手段】固定金型部と可動金型部からなる金型を型締め工程、
該金型キャビティ内で熱可塑性樹脂を成形する工程、
該キャビティ内へ型内被覆組成物を注入する工程、
注入した該型内被覆組成物が脱型可能になるように硬化させる工程、
該型内被覆組成物が被覆された型内被覆成形体を金型から取り出す工程、
金型から取り出した該型内被覆成形体の一部に金属膜を被覆させる工程
により製造されるランプリフレクタ成形体において、
該熱可塑性樹脂が、ガラス繊維、カーボン繊維、無機ウィスカー及び非繊維状無機フィラーのいずれか1種を1〜50質量%含有し、PEI樹脂、PPE樹脂、PPS樹脂、ポリアリーレンスルフィド樹脂、PC樹脂、PET樹脂、PBT樹脂、PA樹脂、PP樹脂、ABS樹脂又はこれらのアロイのいずれかであるランプリフレクタ成形体。
(もっと読む)
中空成形品
【課題】小型化を図る上で有利な中空成形品を提供すること。
【解決手段】中空成形品10は冷却水循環用の管体であり、合成樹脂製で、DSI成形で形成されている。中空成形品10は、高さHよりも十分に大きい寸法の幅Wを有する扁平な断面形状を呈している。中空成形品10は、幅W方向において分割され開口縁に接合部14を有する一対の半中空体12で構成されている。接合部14には、相手の接合部14に合わされる接合面が形成され、また、接合面には溶融樹脂20を射出させるための凹部14Aが形成されている。中空成形品10は、一対の半中空体12の接合部14の凹部14Aに射出された溶融樹脂20により接合部14相互が一体化されることで成形されている。接合部14は、中空成形品10の幅W方向の1/4の箇所に位置している。
(もっと読む)
積層成形装置及び金型交換方法
【課題】複数組の金型を使用する積層成形装置の金型交換を1組の金型交換と略同じ時間で可能とし、金型交換装置の特殊化あるいは大型化が不要な積層成形装置と金型交換方法を提供する。
【解決手段】固定盤側に複数の射出ユニットを有し、型締機構で可動盤を型開閉させ、固定盤と可動盤とに相対する面に異なる製品キャビ金型を取り付け、固定盤と可動盤間で、型開閉方向に型開閉動作と連動した移動と、任意の移動位置での停止および回転とが可能な機構を有する回転盤が配設された積層成形装置において、回転盤の金型を取り付ける回転部を回転盤から着脱かつ昇降可能とすることにより、固定盤と可動盤との間の複数組の金型が一体化された状態で金型交換する。
(もっと読む)
ロータリ射出成形機
【課題】温調水の漏水を防止でき、低コストにしてメンテナンスが容易なロータリ射出成形機を提供する。
【解決手段】ロータリテーブルと、これに取り付けられた複数の可動側金型と、ロータリテーブルを通して各可動側金型に温調水を循環させる温調水配管構造とを備えたロータリ射出成形機において、温調水配管構造を、ロータリテーブル11の回転中心軸16内に配置された固定管31と、固定管31の端部に連結されたスイベルジョイント32a,32bと、ロータリテーブルに対して揺動自在及び摺動自在に取り付けられた温調ブロック33a,33bと、スイベルジョイントと温調ブロックとを接続する第1のフレキシブル管34a,34bと、温調と各可動側金型21,22とを接続する第2のフレキシブル管35a,35bとから構成する。
(もっと読む)
金型装置及び成形品の製造方法
【課題】ダイスライドインジェクション成形においてスライドコアによって成形品にアンダーカット部を成形しても、成形品の変形を抑制することが可能な金型装置及び成形品の製造方法を提供する。
【解決手段】ダイスライドインジェクション成形に用いる金型装置は、型開閉可能に構成された可動型17及び固定型を有し、可動型17が型開閉方向と直交する方向に沿って第1位置と第2位置との間で移動可能に構成されている。そして、可動型17にはケース部材にアンダーカット部を成形するためのスライドコア30が設けられ、該スライドコア30は可動型17とともに第1位置と第2位置との間で移動可能に構成されている。
(もっと読む)
インサート2色成形方法および2色成形金型装置並びにインサート2色成形品
【課題】手作業による金属部品のセットを解消し、金属部品を所定の位置に精度良くインサートする。
【解決手段】1次成形用金型で成形された1次成形品を2次成形用金型に移動させて連続的に2次成形品を成形し、1次成形品と2次成形品を一体化させる2色成形方法において、帯板状に加工された金属部品8を、1次成形用金型のキャビティ枠2a′に当接させてキャビティ2a内に配置し、1次成形用金型のキャビティに1次成形用樹脂を射出し、成形された1次成形品S1の表面と金属部品8の表面が面一である金属部品付き1次成形品を2次成形用金型に移動させ、2次成形用金型のキャビティに2次成形用樹脂を射出することにより、金属部品8がインサートされた2色成形品を成形することを特徴とする。
(もっと読む)
車両用ミリ波レーダ用カバーの成形方法と成形用金型
【課題】
2層の樹脂層からなり第1の樹脂層にインジウムや錫等のエンブレムが埋め込まれたミリ波レーダ用カバーを安価にかつ効率よく成形する方法を提供する。
【解決手段】
予め射出成形して得られる樹脂部品(35)に金属膜(36)を蒸着してエンブレム(37)を得る。移動コア(23)にエンブレム(37)をインサートして型締する。移動コア(23)を後退して、未充填部分を残してキャビティ内に所定量の第1の溶融樹脂(42)を射出する。移動コア(23)を前方に駆動してエンブレム(37)が埋め込まれた第1の樹脂層(44)を得る。第1の樹脂層(44)を固定金型(2)に残して型開して、移動金型(7)をスライドして型締して第2の樹脂層(48)を射出成形する。
(もっと読む)
タイヤ加硫装置および加硫タイヤの製造方法
【課題】上モールド47が異常下降したときでも、安全を確保しながら加硫装置の破損を効果的に抑制する。
【解決手段】下モールド25の他側方に受け台63を設置するとともに、該下モールド25と受け台63とを連結体66により連結し、下モールド25を作業位置Dまで移動させたとき、受け台63を上停止位置Hにおける上モールド47の直下まで移動させるようにしたので、上モールド47が上下動手段60の故障等によって自重により下降しようとしたときの、該上モールド47の下降開始から、受け台63により下降が停止されるまでの距離が短くなり、衝撃が小さくなる。
(もっと読む)
高度に輪郭成形された複合部品を成形する方法及び装置
平坦な複合チャージ(36)を輪郭成形複合部品に成形する方法では、チャージが成形される時の部品の皺が低減される。ダイス(32、34)を使用して、チャージの一部を部品の最も鋭角的な輪郭に成形すると同時に、チャージの残り部分が成形される時はチャージの張力が維持される。  (もっと読む)
(もっと読む)
複合成形品の製造方法
【課題】表皮が成形型の型面から離間することを防ぐことで表皮にシワや破れを発生させることなく複合成形品を製造する。
【解決手段】基材52(第2成形品)と表皮54(第1成形品)とが一体化された複合成形品50の製造方法であって、凹状をなす第1成形面S1と凸状をなす第2成形面S2との間で表皮54を成形する第1成形工程と、第1成形面S1に保持された表皮54と凸状をなす第3成形面S3との間で基材52を発泡成形する第2成形工程とを備え、第1成形面S1の型抜き方向に対する勾配θ1が、第2成形面S2の型抜き方向に対する勾配θ2よりも小さく設定されていることを特徴とする。
(もっと読む)
多色成形用金型
【課題】汎用の射出成形機の要部をベースにして安価に製作することができる2色成形用金型を提供する。
【解決手段】固定盤(F)と、可動盤(M)と、4本のタイバー(T)を標準装備している射出成形機をベースにする。固定盤には固定側金型(1)を、可動盤には可動側金型(10)をタイバー(T)の内側において取り付ける。固定側金型と可動側金型との間には同様にタイバーの内側に回転側金型(20)を設ける。回転側金型はタイバーの外側に位置する井桁状の回転金型保持枠体(30)に回転可能に取り付ける。回転金型保持枠体は軸方向に移動自在である。回転側金型の両方のパーティング面側には、第1、2の回転凹部型(21、22)を形成し、固定側金型のパーティング面側にはコア型(2)を、可動側金型のパーティング面側には可動側凹部型(12)をそれぞれ形成する。
(もっと読む)
1 - 20 / 94
[ Back to top ]