
Fターム[4F202CK15]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140) | 材料の均一充填のための (445)
Fターム[4F202CK15]に分類される特許
161 - 180 / 445
防音カバーおよびその製造方法
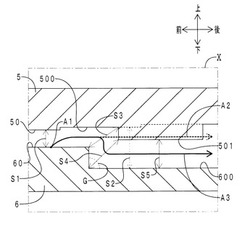
【課題】製造設備および金型の構造が簡単で、製造工程が簡単で、吸音部材の裏面の凸部に欠肉部が発生しにくい防音カバーの製造方法を提供することを課題とする。
【解決手段】防音カバー1は、本体側基準面200を有する裏面20を有するカバー本体2と、吸音部材側基準面300を有する表面30と凸部310、311を有する裏面31とを有しカバー本体2の裏側に配置される樹脂発泡体製の吸音部材3と、を備える。吸音部材3の表面30は、さらに、凸部310、311の表側に配置される凹部301を有する。防音カバー1の製造方法は、吸音部材側基準面300に対応する基準面成形面500と凹部301に対応する凹部成形部501とを有する第一型面50を有する第一型5と、凸部310、311に対応する凸部成形部600、601を有する第二型面60を有する第二型6と、を備える金型4のキャビティ71に、発泡樹脂原料Pを注入する注入工程を有する。
(もっと読む)
圧縮成形金型

【課題】FRPに含浸される繊維の不均一な分散に起因する不良の発生を抑えることができる圧縮成形金型を提供する。
【解決手段】FRP(繊維強化プラスチック)の成形品10の一表面を形成する第一の成形型21と、前記一表面と反対側の裏面を形成する第二の成形型22とからなり、前記第一の成形型21と第二の成形型22との間にFPR材料1を圧縮成形するキャビティ3を形成すると共に、該キャビティ3の端部に二段階のシャーエッジ4を形成する圧縮成形金型2である。キャビティ3の厚みとなる第一の成形型21と第二の成形型22との間の間隔tを、型締め方向と直交する方向の一端側から他端側にかけて段階的に又は連続的に小さくする。
(もっと読む)
ゴムクローラの製造装置
【課題】 有端帯状で且つその長手方向両端から抗張力コードの端部側が延出するように該抗張力コードが埋設された長尺帯状ゴム体の両端を、ジョイント用成形型内でジョイント用ゴムにより接続して形成されたゴムクローラにおいて、ジョイント用ゴムの加硫時に発生する抗張力コードの波打ちを防止する。
【解決手段】 ジョイント用成形型8のキャビティ8Cの長尺帯状ゴム体6の長手方向両端部側部分6bを収容する部分に、ジョイント用ゴム7を加硫する際のゴムの圧力Fによって、長尺帯状ゴム体6の長手方向両端部側部分6bをジョイント用ゴム7を加硫する部分からクローラ周方向Xに離れる方向に移動させるべく0.5〜2mmの逃げ代18を設ける。
(もっと読む)
OA用ブレード用金型
【課題】ショートのない適正形状の弾性部材を備えたOA用ブレードを製造するのに最適であるOA用ブレード用金型を提供する。
【解決手段】長尺形状の硬質プレート2上に、弾性部材3が長手方向に沿って設けてあるOA用ブレード1の製造に用いる金型5であって、前記弾性部材に対応した形状に形成してあるキャビティCAと、前記キャビティCAに前記弾性部材となる材料MAを外部から注入するゲート14とを有し、前記ゲート径が0.5〜0.8mmとされている。一般的なゲート径よりも細い径に設定されているので、キャビティ内で材料の最適な充填速度の確保して、ショートなどの発生を抑制できる。
(もっと読む)
発泡体ロール成形型および発泡体ロール成形方法
【課題】成形効率を向上させ得る発泡体ロール成形型および成形方法を提供する。
【解決手段】発泡体ロール成形型20の内部には、得るべき発泡体ロールの軸方向が水平に延在するよう形成されたロール成形空間32が上下に重ねて複数連設されたキャビティ部26が形成される。キャビティ部26の下方には、メカニカルフロス法により得られた発泡原料が注入される注入口30と、注入口30から最下段のロール成形空間32の軸方向全長に亘って発泡原料を案内する原料ランナ部28とが形成される。各ロール成形空間32の両端には、軸状部材Sを水平に支持する支持部42,42が設けられる。注入口30から注入された発泡原料は、原料ランナ部28を上昇して、最下段に位置するロール成形空間32の下方から上方のロール成形空間32へ順次充填される。
(もっと読む)
発泡樹脂ブロックの製造方法
【課題】ウレタンフォームブロック等の発泡樹脂ブロックの角部における形成不良による歩留まりの低下を抑制できる発泡樹脂ブロックの製造方法を提供する。
【解決手段】本発泡樹脂ブロックの製造方法は、発泡樹脂原料1を型2に流し込んで発泡させ、発泡樹脂を上方に成長させることにより発泡樹脂ブロックを形成するものであって、型2は、略矩形状の底壁21と、この底壁21の周囲を囲むようにして形成された側壁22と、を備えており、上方が開放された箱形の型であり、この型2には、側壁22の屈曲した角部22aを加温できる加温手段4が備えられており、この加温手段4により型2の側壁22における角部22aを加温しながら、発泡樹脂を成長させる工程を備える
(もっと読む)
発泡樹脂成形品及びその成形方法
【課題】キャビティ末端部付近におけるガスの残留が防止され、ボイドが無い車両用シートパッドを効率よく製造する。
【解決手段】シートバックパッド1は、前面に対して乗員の背中が当る主板部2と、この主板部2の上縁及び左右の側縁から後方に延出した延出部3と、この延出部3から主板部2の背面の中央側へ張り出した張出部4とを有する。シートバックパッド1の上縁に沿って設けられた張出部4は、延出部3から垂下している。この張出部4の主板部2側に殻状体5が設けられている。殻状体5は、V字形断面形状の不織布よりなり、延出部3側に開口5eが設けられている。この殻状体5内に張出部4を構成する発泡樹脂が充填されて埋設体を構成している。
(もっと読む)
光半導体装置用パッケージ
【課題】射出成形金型内で最終的に樹脂流同士が合わさるウェルド部での機械強度の低下とウェルドラインの発生を抑えることを可能とした光半導体装置用パッケージを提供する。
【解決手段】熱可塑性樹脂からなる射出成形体2にリードフレーム3を包含してなり、射出成形体2の一外側面にリードフレーム3が露出する開口4を有し、一外側面と表裏反対の他外側面にリードフレーム3と対向するゲート2aを有するものであって、ゲート2aを複数個所に設けた。
(もっと読む)
プラスチック製柱状物の製造方法並びにその製造方法で得られたプラスチック製柱状物並びにそのプラスチック製柱状物を用いたレンズ駆動制御型画像安定化法を用いた撮像装置
【課題】両端に曲面を備えるプラスチック製の柱状物を製造する際に、当該柱状物の両端の曲面の形状精度が良好な柱状物を簡便に成形する方法を提供する。
【解決手段】上記課題を解決するため、まず、両端に曲面を含む成形空間(キャビティ)を備える金型を用いてプラスチックを射出成形し、プラスチック製柱状物形状を複数備えるプラスチック成形体を製造する。その後、このプラスチック成形体に切り離し空間を設けて軸部12を形成し、両端に曲面を備えるプラスチック製柱状物10を得る。このプラスチック製柱状物を、レンズ駆動制御型画像安定化法を用いた撮像装置の可倒ピン10として使用することとで、レンズ駆動制御型画像安定化法での画像安定化品質を容易に向上させることが可能になる。
(もっと読む)
ゲート位置決定装置、ゲート位置の決定方法、および、コンピュータを位置決定装置として機能させるためのプログラム
【課題】樹脂注入ゲートの位置を短時間で決定するためのゲート決定装置を提供する。
【解決手段】ゲート位置決定装置100は、解析条件の入力を受ける入力部101と、出力部102と、ゲート位置決定部110と、記憶部140とを備える。ゲート位置決定部110は、流動解析部120と、ゲート位置改善部130とを備える。流動解析部120は、モデル読込部121と、解析条件設定部122と、成形品の形状を微小要素に分割することにより解析モデルを生成する解析モデル生成部123と、解析条件にしたがって解析を実行する樹脂流動解析部124とを含む。ゲート位置改善部130は、解析の結果を読み込む解析結果読込部131と、その結果に基づいてゲート位置の移動方向を決定する移動方向決定部132と、当該移動方向に基づいてゲート位置の移動量を決定する移動量決定部133と、表示部134とを含む。
(もっと読む)
容器の首のストッパ及びそのようなストッパを製造するためにプラスチック材料をモールド成形するための成形機
ストッパ(1)は、容器の首の周りにストッパを締め付けるための環状のスカート(12)と、スカートの中央軸(X−X)に垂直な端壁(10)と、端壁の内面(10A)からスカートに延びる環状の密閉リップ(16)とを有する。突起部(22)は、容器内に過度の圧力が発生したときに端壁の動作を伝えるため、端壁の内面をリップの周辺部の内面(16B)に接続する。この過度の圧力を確実に解放し、かつその実行を容易にするために、この突起部は、端壁の内面と、リップ部分の内面と、リップ部分を通過すると共にスカートの軸に対して整放線方向の直線(L)に沿って端壁の内面と交差する幾何学的平面(P)と、によって規定された全空間を占める。 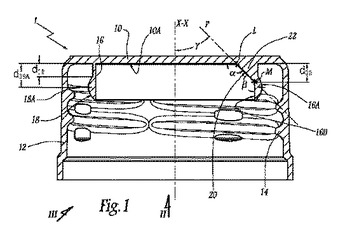 (もっと読む)
(もっと読む)
非空気圧タイヤの成形型、および非空気圧タイヤの製造方法
【課題】非空気圧タイヤの耐久性向上、製造工程の簡素化、並びに生産性の向上が可能な非空気圧タイヤの成形型、及び非空気圧タイヤの製造方法を提供する。
【解決手段】内側環状部と、外側環状部と、内側環状部と外側環状部とを連結する複数の連結部とから構成される支持構造体を備える非空気圧タイヤの製造に用いられる成形型であって、内側成形型部12と、外側成形型部13と、複数の第1成形型部11及び複数の第2成形型部21とを備え、第1成形型部11と第2成形型部21とはタイヤ幅方向に対向して対をなし、型閉状態において、第2成形型部21は、対をなす第1成形型部11と少なくとも一面が接触し、かつ、タイヤ周方向に隣接する別の対の第1成形型部11と少なくとも一面が接触しており、連結部に相当する空間部が、タイヤ周方向及び幅方向に各々が独立し、タイヤ幅方向に分割された帯域ごとにタイヤ周方向に互いにずれて構成される。
(もっと読む)
等速ジョイント
【課題】射出成形によって3つのボールポケットが空いたケージを成形する等速ジョイントにおいて、過大なトルクがケージに負荷された場合に破断する危険性の高いボールポケットを減らす。
【解決手段】サブマリンゲートで形成されるケージ10の1点の射出成形ゲートを、ケージ外周面のうち、ケージ10の中心軸線方向の位置に関して3つのボールポケット12、12、12の最大径になる位置から反第2軸11側の位置であって、円周方向の位置に関して隣り合うボールポケット12、12の間の壁部に設けることにより、3つある反第2軸11側の端部14とボールポケット12との間の最も狭い部分のうち、少なくとも2つからウェルド部分を外し、破断する危険性の高いボールポケット12を少なくとも2つ減らした。
(もっと読む)
熱可塑性樹脂射出発泡成形体の製造方法
【課題】 カウンタプレッシャ法によるポリプロピレン系樹脂射出発泡成形体の製造方法において、発泡倍率が大きく、残存ガスに起因する凹み等が無い外観美麗なポリプロピレン系樹脂射出発泡成形体が容易に得られる製造方法を提供すること。
【解決手段】 熱可塑性樹脂と発泡剤を含んでなる溶融混合物のフローフロントで発泡が起きない圧力以上にガス体で予め加圧した金型内に、前記溶融混合物を射出充填して発泡成形するポリプロピレン系樹脂射出発泡成形体の製造方法において、金型内への溶融混合物の射出充填を2以上の射出速度段階で行い、かつ、最終の射出速度段階の射出速度を他の射出速度段階よりも低速で行うことを特徴とする熱可塑性樹脂射出発泡成形体の製造方法。
(もっと読む)
成形品判別システム
【課題】成形品の良否の判別精度を向上させることの可能な成形品判別システムを提供する。
【解決手段】射出成形装置10の金型15のキャビティ16に射出された成形材料の圧力を検出する圧力センサ19と、金型15のキャビティ16に射出された成形材料の温度を検出する温度センサ18a,18bと、圧力センサ19によって検出された成形材料の圧力と、温度センサ18a,18bによって検出された成形材料の温度とに基づいて、該成形材料からなる成形品の良否を判別する制御部26とを備えた。
(もっと読む)
射出制御装置
【課題】簡易な構成で、ウエルドラインの発生を抑制することの可能な射出制御装置を提供することを課題とする。
【解決手段】射出制御装置1は、キャビティ3を内部に有し、メインゲート4及びサブゲート5がキャビティ3に連通して形成された射出成型用金型6と、射出ユニット7と連結されたユニット側ランナ8、ユニット側ランナ8の一端から分岐して形成され、メインゲート4と連結したメイン側ランナ9及びサブゲート5と連結したサブ側ランナ10を有する分岐ランナ11と、キャビティ3に射出される溶融樹脂2の射出を制御するゲート開閉機構部12と、サブゲート5から溶融樹脂2を射出する射出タイミングをメインゲート4からの射出に対して遅延させる遅延制御部13とを主に具備する。
(もっと読む)
成形用金型とそれを用いた樹脂振動板の製造方法
【課題】厚みの不均一な樹脂振動板を、ひけや空隙などを生じさせること無く成形する方法を提供する。
【解決手段】凹金型5および凸金型4と、これらの金型を嵌合、組合せることで内部に外方へ向けて徐々に断面積が大きくなる略円錐形状の成形用キャビティ10と、この成形用キャビティ10へ樹脂を注入、充填するためのゲート部9と、前記凹金型5あるいは凸金型4の少なくとも一方に設けた離型用のイジェクトピン8からなり、前記成形用キャビティ10の外周部に断面積を小さくするための絞り部7を設けた成形用金型3を用いた。
(もっと読む)
容器又は枠体に柔軟なメッシュ部材をインサート成型により一体化する方法
【課題】パウダー状化粧料容器の内蓋のような開口部を有する合成樹脂製の容器又は枠体に、インサート成型によりきわめて柔軟なメッシュ部材を一体成型する場合に、枠体に沿った溶融樹脂の流れによるメッシュ部材の変形を防ぐ一般的な方法を提供する。
【解決手段】開口部を有する容器1又は枠体のキャビティ内に予め柔軟なメッシュ部材を装着し、溶融樹脂を射出充填して、前記容器又は枠体の開口部を覆うように前記メッシュ部材を張設する成型方法において、前記成形型を構成する金型のうち前記開口部の周囲でメッシュ部材と重なる部分に、予め凹凸形状、例えば多数の放射状のリブを設けておくことにより、下型上面に沿う溶融樹脂の流れを抑止する。
(もっと読む)
射出成形方法及び射出成形型
【課題】優れた外観品質を保証すると共に、有効にコストダウンを実現する射出成形方法及び射出成形型を提供する。
【解決手段】樹脂射出成形品を製造するための射出成形型10である。成形品において意匠面100aとならない部位から突出形成されるべき捨てリブ101に対応して、キャビティ14所定部位にて捨てリブ部17が付設形成され、捨てリブ部17にゲート16を介して射出成形する。ゲート16は、サブマリンゲート16C又はノーズゲートとして構成される。
(もっと読む)
射出成形機
【課題】ゲートの開度を調整可能な射出成形機を安価で提供することを目的とする。
【解決手段】樹脂供給口17を複数個形成してなる金型14、15と射出装置100から射出される合成樹脂を各樹脂供給口17に供給させる分岐路19と各分岐路19に設けられるゲート25を個別に開閉する複数個の開閉装置20とを備え、開閉装置20は、開閉ピン22とピストンロッド27を2つの位置の間にて往復駆動させるシリンダ装置23とピストンロッド27の変位を受けて開閉ピン22を開位置と閉位置との間にて移動させる開閉ピン駆動装置24から構成され、ピストンロッド27を2つの位置間の中間位置にて停止させるストッパ部材42とこの位置を変更する位置変更装置によって各ゲート25の開度を調整可能とすると共に、開閉ピン駆動装置24によりピストンロッド27の運動をより小さな運動量に変換しつつ開閉ピン22に伝達する。
(もっと読む)
161 - 180 / 445
[ Back to top ]