
Fターム[4F202CK15]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140) | 材料の均一充填のための (445)
Fターム[4F202CK15]に分類される特許
81 - 100 / 445
電子部品の樹脂封止方法およびそれを用いて製造された電子部品封止成形品
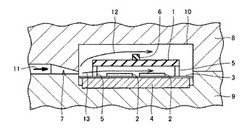
【課題】電子部品の位置ずれおよび変形を低減するとともに、封止成形品の特性を向上させる。
【解決手段】プリント基板1が成形金型のキャビティ10内に配置される工程と、プリント基板1が配置されたキャビティ10内に液状の封止樹脂が流入される工程と、封止樹脂が固化される工程とを備えている。液状の封止樹脂が流入される工程においては、プリント基板1の上面側を液状の封止樹脂が流動する上面側流路12、および、プリント基板1の下面側を液状の封止樹脂が流動する下面側流路13が形成されている。プリント基板1には、上面側流路12と下面側流路13との液状の封止樹脂の流体抵抗の差を低減するために、上面側流路12または下面側流路13の一部の流路面積を減少させる障壁部材6が表面上に固定されている。
(もっと読む)
インサート成形用金型および加飾成形物の製造方法

【課題】成形物表面の高い意匠性を保持することができる加飾成形物の製造に用いるインサート成形用金型および加飾成形物の製造方法を提供すること。
【解決手段】金型の雌型または雄型の製品部の端面に相当する位置に前記雌型と前記雄型の接触面に平行な向きに、ゲートと前記製品部との連結を目的とした、薄片状流路を配設し、前記流路に関して前記製品部との連結部において前記ゲート付近に比べ溶融した樹脂が流動する断面積が大きくなるような前記流路の形状を有することを特徴とするインサート成形用金型。
(もっと読む)
発泡成形体の成形方法
【課題】外観および耐衝撃強度に優れた発泡成形体およびその成形方法を提供すること。
【解決手段】繊維強化ポリオレフィン樹脂組成物を溶融させる溶融工程と、溶融状態の前記繊維強化ポリオレフィン樹脂組成物に物理発泡剤を溶解させる溶解工程と、固定側金型と、この固定側金型に接して固定側金型との間に金型キャビティを形成する可動側金型と、前記金型キャビティ内に溶融状態の樹脂を供給するランナと、ランナ側開口部と、金型キャビティ側開口部と、を有し、かつ、所定の要件を満足するゲート部と、を有する射出成形用金型の前記金型キャビティに前記繊維強化ポリオレフィン樹脂組成物を充填する充填工程と、前記射出成形用金型を所定量開いて前記金型キャビティの容積を増大させ、前記繊維強化ポリオレフィン樹脂組成物を発泡させる発泡工程と、を有することを特徴とする自動車部品用の発泡成形体の成形方法。
(もっと読む)
ウェハレベルレンズアレイの成形方法、成形型、ウェハレベルレンズアレイ、レンズモジュール、及び撮像ユニット
【課題】製造されるウェハレベルレンズアレイのレンズ部の位置のばらつきを抑えることができる成形方法、及び成形型を提供する。
【解決手段】基板部と該基板部に配列された複数のレンズ部とを有するウェハレベルレンズアレイを成形する成形方法であって、レンズ部の形状を反転させた形状のレンズ転写部を含む型面を有する一対の型部材を用い、一対の型部材のうち一方の型部材の型面の周縁部に沿って型面の全周を囲んで設けられた堤部で区切られた型面の領域に、ウェハレベルレンズアレイの材料である液状の樹脂を供給し、ウェハレベルレンズアレイを成形するために必要な量を超える樹脂を堤部で区切られた領域から流出させることで、領域においてウェハレベルレンズアレイを成形するために必要な量の樹脂を量り取る工程と、領域に保持された樹脂を一対の型部材で挟み込み、樹脂を型面の形状に変形させる工程と、一対の型部材で挟み込まれた樹脂を硬化させる工程と、を有する。
(もっと読む)
成形型、成形方法、ウェハレベルレンズアレイ、ウェハレベルレンズアレイ積層体、素子アレイ積層体、レンズモジュール、並びに撮像ユニット
【課題】製造されるウェハレベルレンズアレイのレンズ部の位置のばらつきを抑えることができる成形型、成形方法を提供する。
【解決手段】基板部と基板部に配列された複数のレンズ部とを有するウェハレベルレンズアレイを成形する成形型であって、レンズ部の形状を反転させた形状のレンズ転写部を含む型面を有し、型面同士の間にウェハレベルレンズアレイを成形する空間であるキャビティを形成する一対の型部材からなり、一対の型部材のうち少なくとも一方の型部材には、キャビティの内部と外部とを連通する、キャビティ内に供給されたウェハレベルレンズアレイの材料である液状の樹脂の一部をキャビティの外部に排出する樹脂排出孔が設けられている。
(もっと読む)
成形方法、成形装置、成形型、ウェハレベルレンズアレイ、レンズアレイ積層体、素子アレイ積層体、レンズモジュール、並びに撮像ユニット
【課題】製造されるウェハレベルレンズアレイのレンズ部の位置のばらつきを抑えることができる成形方法、成形装置、成形型を提供する。
【解決手段】基板部と該基板部に配列された複数のレンズ部とを有するウェハレベルレンズアレイを成形する成形方法であって、レンズ部の形状を反転させた形状のレンズ転写部を含む型面を有する一対の型部材によって、一対の型部材の型面同士の間にウェハレベルレンズアレイの材料である樹脂を挟み込み、型面同士の間隔を狭めて樹脂を押圧し、樹脂を型面の形状に変形させる樹脂成形工程と、樹脂成形工程によって型面同士の間からはみ出した樹脂を取り除く除去工程と、を有する。
(もっと読む)
射出成形用金型、射出成形用金型によって成形された成形品及び射出成形用金型を用いた成形品の成形方法
【課題】 突部の周辺におけるウエルドラインの発生を抑制する。
【解決手段】 突き合わされることにより溶融樹脂が充填されるキャビティー19を形成する第1の成形型2と第2の成形型3を設け、第1の成形型に第2の成形型側へ突出された突部8が設けられ、突部に第1の成形型の外部に連通されたガス抜き孔9が形成され、突部の先端部にガス抜き孔に連通されたベント溝10が形成され、ベント溝の一端が突部の外周側に開口された入口部10aとして形成されベント溝の他端がガス抜き孔に連通された出口部10bとして形成され、出口部の溝幅が入口部の溝幅以下にされた。
(もっと読む)
RTM成形方法
【課題】大型のFRP成形品の成形に際し、欠陥を発生させず、品質向上が可能で、生産性に優れたRTM成形方法を提供する。
【解決手段】成形型1の複数の注入口6からキャビティ内4に樹脂を注入するRTM成形方法において、成形されるべきFRP成形品8の品質を改良すべき特定部位9とそのFRP成形品8の特定部位9に対応する成形型1の特定部位10とを設定し、該成形型1の特定部位10の動作条件または環境条件またはその両条件を他の部位とは異なる条件に設定することによりその特定部位における樹脂7の挙動を制御し、FRP成形品8の特定部位9を目標品質になるように成形することを特徴とするRTM成形方法。
(もっと読む)
電磁弁コイルの製造方法及び電磁弁
【課題】信頼性を確保しつつ、容易に製造することができる電磁弁コイルの製造方法、電磁弁コイル及び電磁弁を提供する。
【解決手段】電磁弁コイルの樹脂モールド部を射出成形するための成形型61は、コイル部32が収容される第1キャビティ66及びターミナル33が収容されるとともに第1キャビティ66に連通する第2キャビティ67を有する。また、同成形型61は、第1キャビティ66に溶融樹脂を供給する第1経路71、及び第2キャビティ67に溶融樹脂を供給する第2経路72を有する。そして、第1経路71からの単位時間当たりの溶融樹脂供給量が、第2経路72からの単位時間当たりの溶融樹脂供給量よりも多くなるようにして樹脂モールド部を射出成形により形成した。
(もっと読む)
燃料電池用高分子電解質膜の製造方法
燃料電池の発電効率を向上させるために、本発明は、以下の工程(A)〜(E)を包含する、3μm以上12μm以下の高さおよび0.4以上2.0以下のアスペクト比を有する複数の微細凸部の配列を有する表面を具備する高分子電解質膜を製造する方法を提供する:複数の微細凹部(103)の配列を有する表面を具備する鋳型を準備する工程(A)、ここで、各微細凹部は底面および側壁を具備し、各底面および各側壁は親水性を有し、各側壁は平滑であり、各複数の微細凹部は3μm以上12μm以下の深さおよび0.4以上2.0以下のアスペクト比を有し、前記表面に親水性の高分子電解質溶液を供給する工程(B)、前記高分子電解質溶液を固化して高分子電解質膜を形成する工程(C)、前記高分子電解質膜を親水性液体に浸漬する工程(D)、および前記親水性溶液中で前記鋳型から前記高分子電解質膜を剥離して、3μm以上12μm以下の高さおよび0.4以上2.0以下のアスペクト比を有する複数の微細凸部を有する配列を具備する高分子電解質膜を形成する工程(E)。 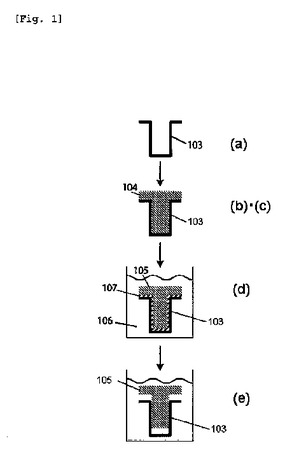 (もっと読む)
(もっと読む)
成形体の製造方法
【課題】歪が小さい成形体の製造方法を提供する。
【解決手段】第一の発泡層11と、当該第一の発泡層に隣接する第二の発泡層12と、当該第二の発泡層に隣接する非発泡層13とを有する積層体1を加熱し(工程(1))、加熱された積層体を、夫々その内側にキャビティ面を持つ一対の型部材を有する成形型4内に配置し(工程(2))、次いで、前記積層体の少なくとも一方の面と該面に対向する成形型内のキャビティ面410との間に空隙を生ずるように、成形型を密閉し(工程(3))、次いで、キャビティ41内を減圧状態とし、積層体を膨張させ(工程(4))、次いで、以下の(i)、(ii)、(iii)、(iv)のいずれかの温度条件で膨張させた積層体にプレス操作を開始し、所定の形状となるまでプレスし(工程(5))、前記プレスされた積層体が固化した後、成形型を開いて成形体3を取り出して(工程(6))、成形体を製造する。
(もっと読む)
樹脂製中空成形品の製造方法及びその装置
【課題】押出し成型装置によっては成型できない多様な断面形状の軽くて剛性のある樹脂製中空成型品を効率よく一体成型できる製造方法とその装置を提供すること。
【解決手段】型締めした一対の金型の内部に形成されるキャビティー内に進退可能に挿入して位置決めされたインサートスライダの周囲面と前記両金型の成型面の間に形成されるスペースに熱可塑性の溶融樹脂を同スペースの一端から導入して、前記スペース内への溶融樹脂の充填が完了してから前記インサートスライダを外部に抜き出し、その後に前記金型を開放することにより前記キャビティー内にて成形された中空成型品を搬出するようにした樹脂製中空成型品の製造方法とその装置。
(もっと読む)
成形体の製造方法
【課題】第一の発泡層と第二の発泡層と非発泡層とを有する積層体を真空成形して成形体を製造する方法において、得られる成形体における第一の発泡層と第二の発泡層との剥離がおこりにくい方法を提供する。
【解決手段】前記積層体を、前記第一の発泡層の表面温度が、前記非発泡層の表面温度よりも高い温度となるように加熱し、
加熱された積層体を、夫々その内側にキャビティ面を持つ一対の型部材を有する成形型内に配置し、
次いで、前記積層体の少なくとも一方の面と該面に対向する成形型内のキャビティ面との間に空隙を生ずるように、成形型を密閉し、
次いで、キャビティ内を減圧状態とし、積層体を膨張させ、
前記膨張させた積層体が固化した後、成形型を開いて成形体を取り出して、
成形体を製造する。
(もっと読む)
車両用灯具の樹脂部品
【課題】薄肉化による軽量化とコストダウンを図りつつ、ショートショットやウェルドラインの発生を防いで外観品質の向上を図ることができる車両用灯具の樹脂部品を提供すること。
【解決手段】樹脂の射出成形によって得られる部品であって、意匠部3Aの周縁に外周部3Bを屈曲形成し、該外周部3Bの先端部に該外周部3Bよりも厚肉のシール脚部3Cを形成して成るヘッドランプ(車両用灯具)のレンズカバー(樹脂部品)3において、前記シール脚部3Cに凹部3aを形成する。ここで、レンズカバー3の意匠部3Aの肉厚Aと外周部3Bの肉厚B及び前記シール脚部3Cの厚さC=(C1+C2)/2(C1:最小肉厚、C2:最大肉厚)の間に、
A≧B
B≦C≦A(但し、A=B=Cを含まない)
なる大小関係が成立するものとする。
(もっと読む)
発泡樹脂パネル及びその成形方法
【課題】発泡樹脂パネルの剛性低下、見栄えの悪化、及び発泡樹脂パネルを他の樹脂パネルに溶着する場合における接合不良の発生を防止する。
【解決手段】成形型29のキャビティ37内に射出充填した熱可塑性樹脂Rの型成形面近傍にスキン層11が生成され始めた時点でキャビティ37の容積を拡大させ、熱可塑性樹脂Rを発泡させることにより樹脂密度が高くて堅いソリッド層からなるスキン層11が全面に形成されるとともに、多数の空隙を有しスキン層11に比べて樹脂密度が低い発泡層13が内部に一体に形成されてなり、キャビティ37容積拡大方向に対して略垂直に広がる平坦なパネル本体7と、パネル本体7の外周端末部からパネル裏面側に略垂直に一体に突設された側壁部9とを備えた第1発泡樹脂パネル3において、パネル本体7裏面における側壁部9近傍のスキン層11に、スキン層11の一部で構成された突条部15を側壁部9に沿って略垂直に突設する。
(もっと読む)
インプリントリソグラフィ用モールド製作方法及びモールド
【課題】インプリントリソグラフィに使用するモールドの凹部の深さを均一にしつつ、モールド面内の任意位置の一定面積におけるモールド凹部の容積を均一化し、製造コストを低減した上で、優れたモールド特性を実現する。
【解決手段】インプリントリソグラフィに使用するモールドを、マスクを用いたエッチングにより製作するモールド製作方法において、モールド面上に所望のパターンを形成するための第1マスクと、第1マスクを覆う第2マスクとを用いてエッチングを行い、第2マスクは、一定の面積内において、モールド面上に形成するパターンの開口率が高いほど、第1マスク開口部を覆う第2マスクの厚みが大きくなるよう設定され、エッチング時、第1マスクによるモールドのエッチングが開始時期を遅延することにより、パターンの開口率が高いほど、エッチングにより形成されるモールド凹部を一定領域内で均一に浅くし、前記一定面積におけるモールド凹部の容積を均一化する。
(もっと読む)
成形用スタンパー、反射防止フィルムの製造方法及び反射防止フィルム
【課題】賦形型が樹脂で目詰まりせず、影も観察されず、且つ泡の巻き込みもない反射防止フィルムの製造に使用する成形用スタンパーを提供する。また、その成形用スタンパーを用いた反射防止フィルムの製造方法を提供する。
【解決手段】可視光領域の波長より小さい周期からなる突起を有し且つその突起の高さが150nm〜450nmの反射防止層を形成するための賦形型23が形成された賦形領域R1と、その賦形型23が形成されていない非賦形領域R2とを有する四辺形のスタンパーであって、非賦形領域R2が、四辺形の一辺に沿って所定の幅L3で設けられ、賦形領域R1に引き延ばす硬化性樹脂14を載せるために用いられる成形用スタンパー2により上記課題を解決する。さらに、この成形用スタンパー2を用いて反射防止フィルム10を製造する。
(もっと読む)
射出成形方法
【課題】溶融樹脂に気体を吹き込んで樹脂製品を中空成形する場合であっても、材料の歩留まりがよい射出成形方法を提供すること。
【解決手段】射出成形方法は、ショートショット状態となるようにキャビティ50の一方から射出によって溶融樹脂Mを注入する第1の工程と、この第1の工程が終了する直前または第1の工程の後に、キャビティ50の一方から第1の気体を吹き込む第2の工程と、この第2の工程の後に、キャビティ50の他方から第1の気体の圧力より高い圧力を有する第2の気体を吹き込むと共に、この吹き込んだ第2の気体をキャビティ50の一方から排出する第3の工程とを備えている。
(もっと読む)
回転角検出装置の製造方法
【課題】両磁気検出部材44を樹脂(溶融樹脂)でインサート成形する際に、両磁気検出部材の演算部の厚さ方向に加わる樹脂(溶融樹脂)の流動によるストレスに起因する両磁気検出部材の位置精度の低下を防止する。
【解決手段】回転角検出装置40は、センシング部45と演算部47とを備え、センシング部45と演算部47とがL字形状をなしている磁気検出部材44を2個使用する。両磁気検出部材44がセンシング部45を互いに重ねた状態で向かい合わせに配置された状態で、両磁気検出部材44が樹脂でモールドされる。両磁気検出部材44の演算部47の厚さ方向の少なくとも一側面を金型60の支持型88で支持した状態で、両磁気検出部材44を樹脂でインサート成形を行う。
(もっと読む)
射出成形方法及び射出成形装置
【課題】合成樹脂材料の歩留まりを向上でき、さらに成形型の構造が簡単になるとともに、生産性を向上できるようにした射出成形方法及び射出成形装置を提供する。
【解決手段】円筒状の鉄心14の軸線方向に沿って形成された収容孔内に磁石を挿入するとともに、その磁石の外周面と収容孔の内周面との間に合成樹脂Rよりなる封止材を射出する。射出初期の合成樹脂のスラグを、ランナー21から分岐したスラグ溜部22に貯留させる。型開きに際してランナー21及びスラグ溜部22内に形成された合成樹脂部Raを、保持部材25により鉄心14の端面に保持させる。
(もっと読む)
81 - 100 / 445
[ Back to top ]