
Fターム[4F202CK15]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140) | 材料の均一充填のための (445)
Fターム[4F202CK15]に分類される特許
41 - 60 / 445
成形型、並びに、樹脂成形品の成形方法
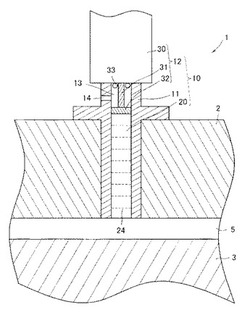
【課題】本発明は、ベント部の清掃作業を軽減し、樹脂成形品の生産性を向上できる成形型、並びに、樹脂成形品の成形方法を提供することを目的とした。
【解決手段】成形型1は、金型本体たる上型2及び下型3と、上型2と下型3を合致させた際に形成される成形キャビティ5と、成形キャビティ5と連通した脱気部10と、脱気部10に配される含浸部材20とを有する。含浸部材20は、樹脂が含浸した状態においては、少なくとも当該樹脂が含浸した部位が他の部位と分離可能な構成とされており、成形キャビティ5内に樹脂が充填され、その樹脂が硬化した後に成形品を離型すると、含浸部材20の一部が成形品側に一体的に付着する。
(もっと読む)
射出成形方法、射出成形装置及び電子装置

【課題】成形時の樹脂圧力に起因する電子部品へのダメージを極力軽減できる射出成形方法等を提供する。
【解決手段】電子部品3a〜3cを搭載した基板2と、基板2をインサート部品としてキャビティ15にセットする金型10Aと、金型10Aのキャビティ15に注入した樹脂が流れる方向の電子部品3aの上流位置に配置された樹脂流ブロック部14とを備え、樹脂をキャビティ15に注入して基板2に樹脂成形部を有する電子装置を成形した。
(もっと読む)
電子部品実装部品
【課題】樹脂封止された電子部品の生産性を高めるために熱可塑性樹脂を使用しつつ、且つ熱可塑性樹脂を使用することにより生じる、封止樹脂の固化収縮による問題を抑制する。
【解決手段】樹脂封止の材料として、発泡熱可塑性樹脂を使用し、且つ封止樹脂部の基板に垂直な断面の外周形状が円弧状になるように設計する。上記円弧状は、略真円の円弧状であることが好ましい。また、封止樹脂部の表面は、略真球面であることが好ましい。そして、発泡熱可塑性樹脂は、低融点且つ高流動のポリブチレンテレフタレート樹脂を主成分とすることが好ましい。
(もっと読む)
金型構造
【課題】部品の精密な寸法を保持し、また、構造或いは外見を傷めることなく成形されるため、改良された金型構造を提供する。
【解決手段】異種材料成形体のインサート成形のための金型構造であり、上部金型210及び下部金型220を含む。前記上部金型は、インサート物を配設するキャビティ212を含む。前記下部金型は、剛性体222及び前記インサート物を載置する弾性接触部材224を含む。前記弾性接触部材は、前記形成プロセスの間の前記注入材料の寸法変動を吸収する。
(もっと読む)
圧縮成形金型および圧縮成形方法
【課題】圧縮成形時の樹脂流動を一定にする圧縮成形金型を提供する。
【解決手段】上下金型のうちの一方の金型が、中央に位置し、他方の金型面に対して接離可能に設けられた第1可動キャビティブロック16と、第1可動キャビティブロック16を同心状に囲み、前記他方の金型面に対して接離可能に設けられた1または複数のリング状の外周可動キャビティブロック18、20と、外周可動キャビティブロック18、20を同心状に囲むリング状のクランパ22と、第1可動キャビティブロック16、外周可動キャビティブロック18、20およびクランパ22によって囲まれるキャビティ23と、第1可動キャビティブロック16、および外周可動キャビティブロック18、20をそれぞれ独立して他方の金型に対して接離動させるアクチュエーターとを具備することを特徴とする。
(もっと読む)
射出成形用金型
【課題】大幅な設計変更が不要であるうえ、製品機能や意匠変更を伴うことなく、ショートモールドを抑制しながら所望の形状に成形品を精度良く成形すること。
【解決手段】一対の型板のうちの一方の型板2には、キャビティCに連通するピンゲート10が形成され、他方の型板3には、先端面23がキャビティ内に露出した状態でピンゲートのゲート開口10aに対して向かい合うピン部材20が離脱自在に組み合わされ、ピン部材の先端面が、傾斜部分を少なくとも一部に有し、ゲート開口を通じて射出される溶融樹脂Wの流れを射出方向とは異なった所望する方向に変化させながらキャビティ内に流動させる射出成形用金型1を提供する。
(もっと読む)
検出装置の製造方法及び検出装置付き部品並びにスロットル制御装置
【課題】金型のキャビティに対する充填樹脂量のばらつきを防止する。
【解決手段】磁気検出部材をインサートして発泡樹脂でモールドすることにより回転角検出装置を成形する金型60に、キャビティ63に連通されかつキャビティ63を流動する溶融した発泡樹脂52の先端部を受入れ可能な捨てキャビティ80が設けられる。金型60を用いて、キャビティ63に溶融した発泡樹脂52を射出、充填し、その発泡樹脂52を発泡させてキャビティ63に充満させるとともに、余剰分の発泡樹脂84を捨てキャビティ80にオーバーフローさせる。
(もっと読む)
モールド金型及び半導体実装基板の製造方法
【課題】薄い樹脂モールド製品に対して樹脂の充填性を向上させたモールド金型を提供する。
【解決手段】本発明のモールド金型は、複数の半導体チップ30を実装した半導体実装基板100の樹脂モールドを行うために用いられるモールド金型であって、半導体実装基板100を上面側から押さえるように構成された上型50と、半導体実装基板を下面側から押さえるように構成された下型60とを有し、上型50及び下型60の少なくとも一つには、樹脂モールドにより樹脂20が充填されるキャビティ57が形成されており、キャビティ57には、半導体実装基板100のカット部位に対応する位置に凹部58が形成されており、凹部58の幅は、半導体実装基板100のカット幅以下である。
(もっと読む)
2色成形用金型及び2色成形品の成形方法
【課題】1次成形部を凹状に成形することなく、かつ、1次成形部が可動側金型とともに第1のキャビティから移動可能な2色射出成形金型及び2色射出成形方法を提供すること。
【解決手段】2色射出成形金型1は、可動側金型3と、第1のキャビティ41を可動側金型3との間に規定する第1の固定側金型5と、可動側金型3とともに1次成形部45が第1のキャビティ41から移動した際に、第2のキャビティ61を可動側金型3との間に規定する第2の固定側金型7とを備える。可動側金型3は、1次成形部45の成形時に第1の固定側金型5の固定側ランナ51から第1の樹脂43が流入する可動側ランナ55と、可動側ランナ55からの第1の樹脂43を第1のキャビティ41に射出し、第2のキャビティ61で2次成形部65が成形されるまで、1次成形部45と可動側ランナ55に残留した第1の樹脂43とが一体化された状態が保持されるゲート57,71とを備える。
(もっと読む)
樹脂モールド装置
【課題】モールド金型にワークと共に搬入された樹脂が金型クランプ面からの加熱により硬化が進まないように搬入して金型クランプ時のモールド樹脂の流動性を確保することで成形品質を向上させた樹脂モールド装置を提供する。
【解決手段】プレス部Cに備えたモールド金型には、半導体チップ粘着面側に樹脂が供給されたキャリアプレートKを金型クランプ面より離間させて支持するワーク支持部37が金型クランプ状態において金型クランプ面より金型内に退避可能に設けられている。
(もっと読む)
防振装置
【課題】樹脂バリの発生を抑制すると共に、樹脂成形金型へ防振脚部を設置する作業の作業性の向上を図ることができる防振装置を提供すること。
【解決手段】第1成形体100に形成されるゴムバリBRは、側面53aの内の空間S側に設定される。よって、第1成形体100を樹脂成形金型400に設置して樹脂成形工程を行う際には、ゴムバリBRが形成された部分を樹脂成形金型400の所定部位(側面53aに密着してシールする部位)に挿入する必要がない。即ち、ゴムバリBRをキャビティCに収容させることができる。よって、第2壁覆設ゴム53を樹脂成形金型400の所定部位に容易に挿入可能とし、設置作業に要する作業時間の短縮を図ることができるので、設置作業の作業性の向上を図ることができる。また、樹脂成形金型400の所定部位を側面53aに密着させ、シール性を確保できるので、樹脂バリの発生を抑制することができる。
(もっと読む)
遊星歯車装置用キャリアの射出成形用金型
【課題】射出成形後におけるキャリアの支持軸の倒れを矯正する別部品(環状プレート)が不要となるように、射出成形に起因するキャリアの支持軸の倒れを抑えることができるようにした、遊星歯車装置用キャリアの射出成形用金型を提供する。
【解決手段】第1キャビティ部23内を流動する溶融状態のプラスチックの流れは、第1キャビティ部23内に円筒状に出っ張る第2キャビティ部26の開口部分28によって邪魔され、第2キャビティ部26の開口部分28の周囲に均等に充填された後、開口部分28の周囲から第2キャビティ部26内にほぼ同時に流入する。第1キャビティ部23内から第2キャビティ部26内に流入する溶融状態のプラスチックの流れは、第2キャビティ
部26の開口部分28によって絞られて整えられる。その結果、射出成形用金型2で射出成形された遊星歯車装置用キャリアは、支持軸の倒れが抑えられる。
(もっと読む)
樹脂製プーリ
【課題】効率的に溶融樹脂をキャビティ内に充填して、樹脂部材の成形安定性を向上させることができ、プーリ外周面の真円度が向上した樹脂製プーリを提供する。
【解決手段】互いに同心に設けられた内径側円筒部及び外径側円筒部と、これら両円筒部の間に設けられた円板部と、円板部の両平面に放射状に配設されるリブとを有する樹脂部材を転がり軸受の外輪の外周部に固設した樹脂製プーリであって、円板部は両円筒部と同心に形成される円環状肉厚部を有し、円環状肉厚部の軸方向幅をAA、円環状肉厚部の径方向幅をAR、板部の軸方向幅をBA、リブの周方向幅をRC、、溶融樹脂を注入するゲートの直径をGDとした時、下記の式を満たす。
AA>BA 、AA>RC 、AR>GD
(もっと読む)
転がり軸受用保持器及びその製造方法、並びに転がり軸受
【課題】ボイドが無く高強度で、寸法精度に優れる保持器を、圧縮専用の別機構や、ポケットのバリ取り作業を要することなく低コストで提供する。
【解決手段】保持器形状と一致するキャビティが形成され、かつ、該キャビティの保持器円環部端面に対応する境界面の適所に設けた空洞に該空洞内を摺動する可動ピンを配設した成形用金型を用いるとともに、前記可動ピンを引いて該可動ピンの先端と前記境界面との間に空所を形成した状態で溶融樹脂組成物を射出して前記キャビティ及び前記空所を充填した後、前記溶融樹脂組成物が固化する前に前記可動ピンを移動して該可動ピンの先端を前記境界面と一致させ、ボイドの発生源となる固化時の樹脂収縮分を補完し、次いで、圧縮状態のまま前記溶融樹脂組成物を固化させて転がり軸受用保持器を製造する。また、このようにして得られた保持器を備える転がり軸受を提供する。
(もっと読む)
射出成形におけるガス抜き効果の高い金型
【課題】射出成形における金型内部のガス圧を可能な限り低減させるために、金型に窄設されたランナーの末端とゲートの間に設置できる、更なる効果的ガス抜きのための付加的な構造を追求する。
【解決手段】ランナー1末端において、充填される充填物により圧縮されるガスの流れに更なる微妙な圧力変化を生み出すために、ランナー1とゲート3の間に乱流室5を介置して、乱流室5にガス抜き装置2を設置してガス抜き効果を高め、射出成形におけるガス抜き効果の高い金型を得る。
(もっと読む)
合成樹脂製保持器及びその製造方法、並びに転がり軸受
【課題】従来よりもウエルド部の強度を高めた合成樹脂製保持器、並びに耐久性に優れる転がり軸受を提供する。
【解決手段】キャビティのウエルド位置に一致する位置の内径側に設けられた開口に通じる第1の樹脂溜りと、前記第1の樹脂溜まりに近接して該キャビティに設けられた開口に通じる第2の樹脂溜りとを備える保持器成形用金型を用いて保持器成形用樹脂組成物を射出成形する。また、前記合成樹脂製保持器を備える転がり軸受を提供する。
(もっと読む)
オーバーフロー体積部を有するツールを使用した光学素子の成形
【課題】複製ツールによって素子を製造する方法を提供する。
【解決手段】複製ツールによって素子を製造する方法であって、素子の形状を画定する複製ツールを設けるステップと、基板を設けるステップと、複製材料がツールと基板との間に位置している状態でツールを基板に押圧するステップと、基板の所定の領域に、基板の表面に沿って少なくとも1つの方向に所定の距離より小さく複製材料を閉じ込め、この所定の領域は基板を覆う素子の所望の領域を超えているステップと、複製材料を硬く(たとえば硬化)して素子を形成するステップと、を備える方法。
(もっと読む)
タイヤ成形用金型
【課題】ウェアインジケータ成形用凹部の周辺でのボリューム不足、ゴム流れ不良による加硫故障を抑制する上で有利で、タイヤの商品価値を高める上で有利なタイヤ成形用金型を提供すること。
【解決手段】ウェアインジケータ成形用凹部18が形成された溝成形骨14の箇所は、ウェアインジケータ成形用凹部18の底部からトレッド面成形用金型面12に交わる箇所まで、溝成形骨14の延在方向と直交する方向における幅が溝成形骨14よりも大きな寸法の拡幅部20として形成されている。底面1802の延在方向と直交する方向における拡幅部20の両側部は、それぞれ中央傾斜側面2002と2つの端部傾斜側面2004で形成されている。
(もっと読む)
ウォームホイールとその製造方法
【課題】樹脂部材を含み、しかも寸法安定性に優れるため、電動パワーステアリング装置の減速機に組み込んだ際に、操舵トルクの上昇や歯打ち音の増大等を生じ難いウォームホイールと、その製造方法とを提供する。
【解決手段】ウォームホイール20は、円環状の芯金23の外周に、樹脂と強化繊維とを含む樹脂組成物からなり、外周に歯21を備えるとともに、前記強化繊維を中心軸Sから径方向外方へ向けて放射状に配向させた円環状の樹脂部材22を設けた。製造方法は、樹脂組成物を芯金23の保持部まで供給する供給路を備えたインサート成形用の金型と、前記供給路と連通して樹脂組成物を外周面に導く流路を備えた芯金とを組み合わせ、前記供給路と流路とを通して、樹脂部材22の形状に対応する型窩内に樹脂組成物を注入する。
(もっと読む)
カウルルーバ
【課題】 ショートショットなどの成形不良を抑えることができるカウルルーバを提供する。
【解決手段】 カウルルーバ1は、フロントガラス5の下縁部51に沿って配設され下縁部51に保持されるガラス側縁部11と、フードパネル8の側に配設されるパネル側縁部12と、ガラス側縁部11とパネル側縁部12との間に設けられた一般部13とからなる。一般部13は、ガラス側縁部11とパネル側縁部12との間に薄板状に広がる板状部14と、複数の小孔を有する通気部15とをもつ。ガラス側縁部11には、板状部14よりも厚い厚肉部17を設け、板状部14における厚肉部17に隣接する部分には、厚肉部17から板状部14に向かって徐々に肉厚を減少させた徐変部10を設けている。厚肉部17には、ガラス側縁部11の延び方向に沿って複数のゲートポイントPを配設させている。
(もっと読む)
41 - 60 / 445
[ Back to top ]