
Fターム[4F202CK15]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140) | 材料の均一充填のための (445)
Fターム[4F202CK15]に分類される特許
21 - 40 / 445
金型
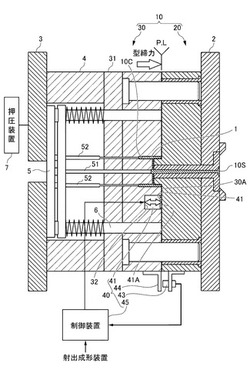
【課題】残留応力等による変形の少ない金型を提供する。
【解決手段】本発明の金型10,100は、固定部20,120と、前記固定部20,120に対して相対移動可能で、前記固定部20,120に近接したときに、前記固定部20,120との間に成形品の材料となる液状樹脂が流入されるキャビティ10cを形成する可動部30,130と、前記可動部30,130を前記固定部20,120に対して押圧する押圧部7と、前記押圧部7によって前記可動部30,130が前記固定部20,120に対して押圧された状態で、前記キャビティ10cに前記液状樹脂が注入され、前記可動部30,130が前記固定部20,120から離れる方向に移動したときに、前記押圧部7の押圧力に抗して前記可動部30,130をその移動した位置に保持可能な保持部41,400と、を備えることを特徴とする。
(もっと読む)
射出成形方法、射出成形金型

【課題】無駄になる樹脂量の増加を防ぎつつ、ウェルドラインなど外観不良の発生を抑制する。
【解決手段】意匠成形面14及び非意匠成形面15に沿ったゲート13の幅方向をキャビティ10の幅方向とし、且つゲート13の射出方向をキャビティ10の奥行き方向とし、非意匠成形面15には、キャビティ10の幅方向における両端とゲート13との夫々の間に、側面16からキャビティ10の奥行き方向に沿って延びる長穴17を形成し、この長穴17に嵌合し、非意匠成形面15の位置まで退避した退避位置と、意匠成形面14に向かって突出する突出位置との間で進退可能な可動壁18を形成し、キャビティ10に対して溶融樹脂の射出を行う際、可動壁18を突出位置まで突出させておくことで溶融樹脂の幅方向への流動を一旦堰き止めてから、可動壁18を退避位置へと退避させる。
(もっと読む)
成形金型及びローラ製造方法
【課題】実質的にウェルドラインのない弾性層を軸体の周囲に形成できる成形金型及びローラ製造方法を提供すること。
【解決手段】軸体が内部に配置される筒状金型11と、成形材料が流通する注入孔31を有し、筒状金型11の一方の端部21に装着される第一端部金型15と、排出孔41を有し、筒状金型11の他方の端部22に装着される第二端部金型18とを備え、リングゲート51のゲート幅Gが0.2〜1.5mmの環状ランナー部6を注入孔31の下流側に有することを特徴とする成形金型1、並びに、成形材料を軸体の周囲に画成されたキャビティ5にゲート幅Gが0.2〜1.5mmの環状ランナー部6を経由して注入する工程を有することを特徴とするローラ製造方法。
(もっと読む)
金型装置およびインサート成形品の製造方法
【課題】長尺な金属板を樹脂材によってインサート成形して得られるインサート成形品において反りが発生するのを抑制するようにした金型装置を提供する。
【解決手段】長尺なキャビティ302を有する金型304と、長手方向をキャビティ302の長手方向に向けられてキャビティ302に入れられた長尺な金属板130を、キャビティ302の横断面から見た場合において、キャビティ302の中心からオフセットした位置で挟持する挟持部材318と、キャビティ302に樹脂材を注入するための注入口312と、を有し、金属板130を挟持部材318によって挟持した状態で注入口312よりキャビティ302に樹脂材を注入したときに金属板130の両側に注入される樹脂材の量が均等となるように、金型304および挟持部材318の形状が決定されるように構成する。
(もっと読む)
型内被覆成形方法及び型内被覆成形用金型
【課題】 型内被覆成形において成形品の表面側から注入した塗料を側面から裏面側に周り込ませて塗装する場合でも、効果的に塗料の漏れを防止する技術を提供する。
【解決手段】 本発明に係わる型内被覆成形用金型では、製品キャビティの金型割面に隣設した補助キャビティに突起部を配して金型開閉方向に伸びる壁部を形成するとともに、該壁部を形成する金型部分に対して、金型開閉方向に直交する方向に伸びる微小突起を成形するための溝部を形成した。本発明は、前述の構成により、成形時において金型を微小に開くことにより塗料を注入するための隙間を確保するとともに、微小突起が溝部から外れて金型のキャビティ面に強く押し付けられるので漏れを防止するためのシール部を形成する。従って、本発明によれば、樹脂成形品の表面側から注入した塗料を側面から裏面側に周り込んで広げて塗装する場合においても、塗料の漏れを効果的に防止できる。
(もっと読む)
微細構造体の製造方法
【課題】本発明は、基本微細構造体同士を可能な限り近接させて、しかもこの基本微細構造体を高精度に位置決めした微細構造体の製造方法を提供することを課題とする。
【解決手段】本発明は、表面に微細な凹凸パターンを形成した基本微細構造体3が基材2上で複数隣接して並ぶように配置した微細構造体1の製造方法において、前記凹凸パターンの反転凹凸パターン4bが形成された金型11上で前記凹凸パターンを有する硬化樹脂からなる前記基本微細構造体3を成形する基本成形工程と、この基本成形工程で得られた前記基本微細構造体3を前記基材2に移動する移動工程と、を有し、前記基本成形工程と前記移動工程とを2回以上繰り返すことを特徴とする。
(もっと読む)
射出成形方法
【課題】コールドスラッグウェルを備えたランナーを設けない構成であっても成形品にコールドスラッグが混入することによる意匠性および品質の低下を抑えることの可能な射出成形方法の提供。
【解決手段】貫通孔11が形成された板状の基材1に金型2,3を接触させて、基材1と金型2,3とで限られたキャビティCを形成し、キャビティC内に溶融樹脂を射出することにより、基材1の貫通孔11に跨って係止する脱落防止のためのアンカー部44を一体的に備えた樹脂部材4を基材1に射出成形する射出成形方法において、本発明は、溶融樹脂の射出をキャビティCのうちアンカー部44を成形するアンカー成形部C2を通じて行い、その射出圧を樹脂の流動性に直進よりも分散する傾向が現れるように設定する。
(もっと読む)
成形型
【課題】樹脂成形品の耐久性の低下が抑制された成形型を提供する。
【解決手段】樹脂成形品の外形を形作るキャビティ(30)、及び、溶融した樹脂(50)をキャビティ(30)に注入するためのゲート(40)を有する成形型であって、キャビティ(30)は、樹脂成形品の主要部の外形を形作る第1キャビティ(31)、及び、該第1キャビティ(31)とゲート(40)とを結ぶ第2キャビティ(32)を有し、第2キャビティ(32)は、複数の連結管(33)がジグザグに連結されて成り、連結管(33)の樹脂(50)の流動方向に垂直な断面積は、第1キャビティ(31)の断面積よりも小さくなっており、互いに連結する二つの連結管(33)の内、ゲート(40)側の連結管(33)の断面積は、第1キャビティ(31)側の連結管(33)の断面積よりも小さい。
(もっと読む)
樹脂モールド方法および樹脂モールド装置
【課題】成形品の成形品質を向上する。
【解決手段】成形キャビティ11と、成形キャビティ11の周囲に設けられるオーバーフローキャビティ12と、成形キャビティ11とオーバーフローキャビティ12との間に設けられ、エアベント18が形成された境界部13とを有する金型2を用いる。まず、金型2でワークWをクランプして成形キャビティ11へ樹脂を圧送し、オーバーフローキャビティ12への流出を境界部13で抑止しながら、成形キャビティ11内へ樹脂25を充填する。次いで、所定の樹脂圧より高く樹脂圧を上昇させ、成形キャビティ11からエアベント18を介してオーバーフローキャビティ12へ樹脂25を流出させる。次いで、成形キャビティ11内で充填されている樹脂25を加熱硬化させる。
(もっと読む)
樹脂封止方法および樹脂封止装置
【課題】半導体パッケージの成形品質を向上する。
【解決手段】まず、型開きしたモールド金型2にワークWを供給する。また、大きさが均一の粒体樹脂12を計数する。キャビティ凹部11に対応する位置であって、計数した複数の粒体樹脂12を配分して、複数の供給領域A1のそれぞれに供給する。ここで、供給領域A1とその周囲を仕切る段差部B1によって、供給領域A1に供給された粒体樹脂12の動きを規制する。次いで、供給された複数の粒体樹脂12を溶融する。モールド金型2を型締めしてワークWを保持し、溶融した樹脂12が充填されたキャビティ凹部11で、ワークWを樹脂封止する。
(もっと読む)
レンズアレイの製造方法、レンズアレイ、及びレンズモジュール
【課題】高い再現性で所定の形状のレンズアレイを成形することができるレンズアレイの製造方法を提供する。
【解決手段】複数のレンズ部と、複数のレンズ部と一体に形成される基板部とを有するレンズアレイの製造方法であって、レンズ部の形状を反転させた形状のレンズ転写部を含む転写面を有し、該転写面にレンズアレイの外周形状に合わせた形状で設けられ堤状の突起部が形成された型を一対で備える成形型を用い、一対の型のそれぞれの転写面における、レンズアレイの外周形状に合わせた形状で設けられ堤状の突起部で仕切られた領域に、レンズアレイの材料である樹脂を供給し、樹脂を前記一対の型で挟み込み、一対の型の前記転写面それぞれの突起部同士の隙間から、樹脂を流出させつつ、樹脂を前記転写面の形状に倣って変形させ、一対の型で挟み込まれた樹脂を硬化させ、突起部同士の間に存在する樹脂を薄肉部とし、樹脂の硬化後に、硬化された樹脂からなる前記レンズアレイを、薄肉部を起点として一対の型から離型させる。
(もっと読む)
成形装置及び成形方法
【課題】金型の周囲に位置する型枠を熱可塑性樹脂に確実に当接することが可能な成形装置を提供する。
【解決手段】本実施形態の成形装置(1)は、押出装置(12)からシート状に押し出した熱可塑性樹脂(P)を金型(32)のキャビティ(116)に真空吸引し、熱可塑性樹脂(P)をキャビティ(116)に沿った形状に賦形する成形装置(1)であり、金型(32)の周囲に位置し、当該金型(32)に対して移動可能な型枠(33)を備え、型枠(33)の下側を構成する枠下部(33-2)は、型枠(33)の上側を構成する枠上部(33-1)よりも熱可塑性樹脂(P)側に突出している。
(もっと読む)
樹脂成型品及び表示装置
【課題】フローマーク等の外観不良を抑制することが出来る樹脂成型品を提供する。
【解決手段】本発明に係る樹脂成型品は、ベース部から立ち上がる立上り壁4を有し、該立上り壁4の上端面には、樹脂成型時に樹脂材料を注入して形成されるゲート部5が露出している。そして、立上り壁4の外観側とは反対側の内面41には、ゲート部5を挟んで両側部に、立上り壁4の肉厚を立上り壁4の上端面へ向かって徐々に減少させる絞り面51、51が形成されている。
(もっと読む)
転がり軸受用保持器及びその製造方法、並びに転がり軸受
【課題】ボイドが無く高強度で、寸法精度に優れる保持器を、圧縮専用の別機構や、ポケットのバリ取り作業を要することなく低コストで提供する。
【解決手段】保持器形状と一致するキャビティと、キャビティの保持器円環部相当部位の適所に連続して該保持器円環部相当部の外部に設けられた樹脂溜りと、樹脂溜りに連続する空洞及び空洞を摺動する可動ピンを配設した成形用金型を用いるとともに、可動ピンを引いて該可動ピンの先端と樹脂溜りとの間に空所を形成した状態で溶融樹脂組成物を射出してキャビティ、樹脂溜り及び空所を充填した後、溶融樹脂組成物が固化する前に可動ピンを樹脂溜り側に移動して樹脂溜り内の溶融樹脂組成物をキャビティ内に押し込み、この圧縮状態のまま溶融樹脂組成物を固化させて保持器を製造する。また、このようにして得られた保持器を備える転がり軸受を提供する。
(もっと読む)
金型、射出成形による熱可塑性樹脂封止電子基板の製造方法、及び熱可塑性樹脂封止電子基板
【課題】熱可塑性樹脂を用いる射出成形により電子基板を封止する際の、電子基板の変形、及び充填不良の発生を抑制できる金型、当該金型を用いる電子基板の封止方法、及び当該金型を用いる電子基板の封止方法により製造される熱可塑性樹脂封止電子基板を提供すること。
【解決手段】a)電子基板の前面側に設けられたゲート、b)電子基板の背面に誘導部を形成するための凹部I、c)ゲートと凹部Iとを連通する供給路、電子基板の表面において供給路及び凹部Iと連通される、電子基板の表面に誘導部よりも薄肉の被覆部を形成するための凹部II、及び、e)電子基板の背面側に設けられ、電子基板の背面に当接及び離間可能であり、電子基板の背面に当接して電子基板を支持する支持体を備える金型を用いて、電子基板を、熱可塑性樹脂を用いる射出成形により封止する。
(もっと読む)
合成樹脂製射出成形品及びその射出成形方法
【課題】 本発明は、センターゲートが配設される中央部分が薄肉で、その周縁部に厚肉部を有する成形品におけるひけの発生を抑制することを課題とし、高品位の外観を有し、意匠性に優れた射出成形品を提供することを目的とする。
【解決手段】 中央部分を薄肉に形成し、この中央部分の周縁を厚肉に形成した合成樹脂製の射出成形品において、金型の、成形品の中央部分に対応する部分の所定範囲内に配設した複数個のピンゲートを介して溶融樹脂をキャビティ内に射出充填することによって成形した成形品を一次成形品とし、この一次成形品をインサート材として、一次成形品の少なくとも表側面に被覆状に溶融樹脂を流動させて第二次射出成形を実施して成形したものとする。
(もっと読む)
車両用バンパーおよびその成形方法
【課題】射出成形によるウェルドライン発生の抑制と、薄肉,軽量化が可能な車両用バンパーおよびその成形方法の提供を図る。
【解決手段】バンパーセンター2からバンパーサイド3に亘ってモール嵌合溝4を備え、その溝底にはサイドモール6のクリップ7が圧入,係着する止着孔5を形成してある。リャバンパー1の射出成形に際しては、ゲートG1〜G3が集中するバンパーセンター2の板厚TCを小さく、バンパーサイド3の板厚TSを大きくした異なる板厚分布で成形することにより、止着孔5を形成する可動コア周りでの溶融樹脂の会合角度を大きくして、ウェルドラインの発生を抑制できるようにしている。
(もっと読む)
樹脂封止装置
【課題】樹脂封止装置によって成形される成形品の生産性を向上する。
【解決手段】樹脂封止装置1Aは、上下に対向して設けられた上金型3および下金型4を近接させてクランプし、ポット28に供給された樹脂35を上下動するプランジャ31で押し出して、カル14およびゲート16を通じてキャビティ11に樹脂35を圧送し、キャビティ11でワークWを樹脂封止するものである。上金型3は、上下動によりキャビティ11の容積を可変させるクランパブロック8と、上下動によりカル14の容積を可変させるセンターブロック9とを有する。樹脂封止装置1Aは、クランパブロック8を動かして樹脂35が充填されたキャビティ11の容積を小さくすると共に、ゲート16を通じてカル14側に樹脂35を押し戻す。また、押し戻された樹脂35にあわせてカル14の容積を大きくするようにセンターブロック9を動かす。
(もっと読む)
振動板エッジの製造方法
【課題】薄肉の振動板エッジを製造するに当り、厚みの薄さによる破損の発生を防止するとともに、音響特性を大きく向上させた振動板エッジの製造方法を提供する。
【解決手段】成形キャビティ4の周方向の複数箇所に形成した深さ増大域7に、射出ゲート6を配設し、該射出ゲート6からエッジ材料を射出して、エッジ材料を、成形キャビティ4内の周方向に向けて流動させることにより、製造される振動板エッジ10の配向方向を前記周方向とする。
(もっと読む)
射出成形装置、成形型、及び射出成形品の製造方法
【課題】成形に際して成形型のキャビティ内の気体を効果的に排出できるようにする。
【解決手段】成形型50の少なくとも一方の分割型2のパーティング面200に、キャビティ3の周縁に沿って、所定の幅でキャビティ3の全周を囲むように画成された周縁領域9に、キャビティ3の中心から放射状に延びて周縁領域9と交差するようにして形成される第一ベント溝111,112,113,114,115と、周縁領域9の外縁に沿って形成される第二ベント溝121,122,123,124と、第二ベント溝121,122,123,124に接続されて、型外に通じる第三ベント溝131,132,133,134,135とを設け、第一ベント溝111,112,113,114,115、第二ベント溝121,122,123,124、第三ベント溝131,132,133,134,135により、キャビティ3内の気体を型外に排出する気体誘導路を形成する。
(もっと読む)
21 - 40 / 445
[ Back to top ]