
Fターム[4F202CS07]の内容
プラスチック等の成形用の型 (108,678) | 補助操作 (492) | 安全保護装置 (73)
Fターム[4F202CS07]に分類される特許
1 - 20 / 73
成形機の安全ドア装置
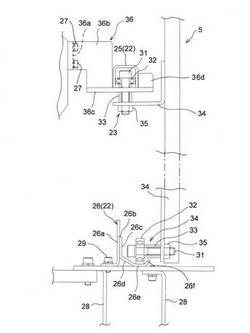
【課題】安価に実施できて、既設のドア本体の交換も容易に行い得る成形機の安全ドア装置を提供する。
【解決手段】安全ドア装置5を、ドア本体21と、該ドア本体21を所定の開閉方向に案内するレール部材25,26と、ドア本体21をレール部材25,26に連結する連結部材23とから構成する。レール部材25,26として、めっき鋼板を加工することによって所定の形状に形成されたものを用いる。これらのレール部材25,26は、成形機に設定された所定のレール固定部にボルト27,29を用いて固着する。
(もっと読む)
射出成形機

【課題】 応答性を高めつつ、複数のコイルの隣接する箇所の高熱化を防止すること。
【解決手段】射出成形機は、固定金型が取り付けられる第1の固定部材と、第1の固定部材と対向して配設される第2の固定部材と、可動金型が取り付けられる第1の可動部材と、第1の可動部材と連結されて第1の可動部材と共に移動する第2の可動部材と、を備え、第2の固定部材と第2の可動部材は、電磁石による吸着力で型締力を発生させる型締力発生機構を構成し、型締力発生機構を構成する第2の固定部材及び第2の可動部材の一方は、電磁石を形成するコイルが複数隣接して配置されるコイル溝を有すると共に、コイル溝内における複数のコイル間の隣接する位置に設けられる熱伝導性部材を有する。
(もっと読む)
射出成形機
【課題】 複数のコイルを効果的に用いて電磁石の応答性を高めること。
【解決手段】射出成形機は、固定金型が取り付けられる第1の固定部材と、第1の固定部材と対向して配設される第2の固定部材と、可動金型が取り付けられる第1の可動部材と、第1の可動部材と連結されて第1の可動部材と共に移動する第2の可動部材と、を備え、第2の固定部材と第2の可動部材は、電磁石による吸着力で型締力を発生させる型締力発生機構を構成し、型締力発生機構を構成する第2の固定部材及び第2の可動部材の一方は、電磁石を形成するコイルが複数配置されるコイル溝を有し、複数のコイルは、コイル溝の深さ方向に積層して配置される。
(もっと読む)
射出成形機
【課題】センサを用いて型厚調整を適切に監視しつつ、不要な警報等を抑制すること
【解決手段】射出成形機は、フレームと、固定金型が取り付けられる第1の固定部材と第1の固定部材と対向して配設され、センターロッドが貫通する第2の固定部材と、可動金型が取り付けられる第1の可動部材と、第1の可動部材とセンターロッドで連結される第2の可動部材と、センターロッドを第2の可動部材に対して移動させる型厚調整機構と、センターロッドとフレームとの位置関係を表す情報を取得するセンサと、センサの検出結果に基づく所定警報出力条件が満たされた場合に、警報を出力する制御装置とを備え、制御装置は、所定条件が満たされた場合に、警報を抑制する。
(もっと読む)
射出成形機
【課題】モータに備えられるブレーキ部の状態を検知可能な射出成形機を提供すること。
【解決手段】モータ部35およびモータ部35を制動可能なブレーキ部36を有するモータ33と、モータ部35およびブレーキ部36を制御する制御装置50とを有する射出成形機10において、制御装置50は、ブレーキ部36によってモータ部35を制動した状態で、モータ部35に所定の出力を生じさせ、モータ部35の回転を検出する回転検出部37からの情報に基づいて、ブレーキ部36の状態を検知する検知部51を有する。
(もっと読む)
固定部材
【課題】相互に分離と固定が可能な被固定部材を固定する、機構が簡単であり、被固定部材の側面に取付が不要でコンパクトな、固定部材を提供する。
【解決手段】固定部材5は、略円筒状の第1固定部材50と、第2固定部材60と、固定ピン70を有し、それぞれは同一直線状に配置される。第1固定部材50は、取付部55と、中空部51を有し、中空部は、複数のスリット53が形成されるとともに、突条部がそれぞれ円筒状の中心方向に撓み可能に形成される。第2固定部材60は、中空部61と、中空部に隣接して係合面62が形成される。第1固定部材と第2固定部材が固定されると、第1固定部材の突条部52が第2固定部材の中空部に挿入され、突条部52が係合面62に係止されるとともに、固定ピン70が第1固定部材の先端部分まで挿入されて、突条部が第2固定部材の係合面に密着固定される。
(もっと読む)
金型異常の検知システム
【課題】金型内部に形成した冷却又は加熱制御のための熱媒体流路からこの熱媒体がキャビティあるいは外部に漏れる前に金型の異常を検出できる金型異常の検知システムの提供を目的とする。
【解決手段】金型内部に熱媒体を循環させるための熱媒体流路と、金型異常を検知するための検知流体を注入する検知流路とを有し、前記検知流路に注入した検知流体の圧力が前記熱媒体の循環圧力よりも高く又は低くなるように設定する検知流体圧力設定手段と、検知流体の圧力変化又は/及び流量変化を検知する検知流体の変動検出手段とを有することを特徴とする。
(もっと読む)
型締装置
【課題】ブレーキの動作を保証可能な型締装置を提供する。
【解決手段】型締装置3は、固定金型503を保持する固定ダイプレート11と、移動金型505を保持し、固定ダイプレート11に対して型開閉方向に移動可能な移動ダイプレート13と、移動ダイプレート13を駆動する駆動力を生じるモータ23とを有する。また、型締装置3は、摩擦抵抗によりモータ23を制動可能なブレーキ28と、ブレーキ28の異常の有無に関する物理量を検出する圧力センサ76と、圧力センサ76の検出結果に基づいて、成形サイクルの1周期毎に異常の有無を判定する(ステップS6)制御装置7とを有する。
(もっと読む)
型締装置及びその制御装置
【課題】ブレーキの動作を保証可能な型締装置を提供する。
【解決手段】ダイカストマシン1の型締装置3は、固定金型503を保持する固定ダイプレート11と、移動金型505を保持し、固定ダイプレート11に対して型開閉方向に移動可能な移動ダイプレート13とを有する。また、型締装置3は、移動ダイプレート13を駆動する駆動力を生じるモータ23と、摩擦抵抗によりモータ23を制動可能なブレーキ28と、モータ23の動作を検出可能なモータ用センサ67とを有する。さらに、ダイカストマシン1は、ブレーキ28に制動力を発揮させた状態で、モータ23に駆動力を生じさせる制御信号を出力し、そのときのモータ用センサ67の検出結果に基づいてブレーキ28における異常の有無を判定する制御装置7を有する。
(もっと読む)
型締装置
【課題】ブレーキの動作を保証可能な型締装置を提供する。
【解決手段】型締装置3は、ブレーキ28を有し、ブレーキ28は、モータ23により駆動されるディスク47と、ディスク47に当接可能なパッド49と、パッド49をディスク47に押し付ける弾性部材57と、ロッド側室60Aに作動液が供給されることにより弾性部材57の付勢力に抗してパッド49をディスク47から離間させることか可能なブレーキシリンダ装置55とを有する。さらに、型締装置3は、弾性部材57の異常の有無に関する物理量を検出するセンサ(76)と、当該センサの検出結果に基づいて弾性部材57の異常の有無を判定する制御装置7とを有する。そして、前記センサは、ロッド側室60Aの圧力を検出する圧力センサ76である。
(もっと読む)
金型の保護方法および保護装置
【課題】金型が取り替えられる度に煩雑な設定をする必要がなく、金型間に異物が挟まったら確実に型締動作を停止する、金型の保護方法を提供する。
【解決手段】可動金型(12)を固定金型(11)に対して型閉して所定の型締力で型締するとき、可動金型(12)が固定金型(11)から所定量だけ離間した型開位置から可動金型(12)が固定金型(11)にタッチする型閉位置までの間、固定盤(5)の振動を監視して、所定のしきい値を超える加速度の振動を検出したら、型閉動作を停止する。
(もっと読む)
スタンパ供給装置及びスタンパ供給方法
【課題】スタンパをスタンパホルダに積載する際におけるスタンパの脱落を抑制できる信頼性が高いスタンパ供給装置及びスタンパ供給方法を提供する。
【解決手段】スタンパ供給装置は、板状のスタンパ20の中心孔にピン部16が嵌合して台座部12の上に複数のスタンパ20を重ねた状態で保持可能であるスタンパホルダ22と、スタンパホルダ22のピン部16の変形の度合いを測定可能であるピン部測定装置(反射型センサ56)と、スタンパ20をスタンパホルダ22に積載するためのスタンパ積載装置と、を含み、ピン部16の変形の度合いが所定の基準の範囲内であるスタンパホルダ22にのみスタンパ積載装置がスタンパ20を積載し、ピン部16の変形の度合いが基準の範囲外であるスタンパホルダ22にはスタンパ積載装置がスタンパ20を積載しないように構成されている。
(もっと読む)
離型検査装置及びそれに用いられる離型検査方法
【課題】離型検査装置において、樹脂成形品の表面を損傷させることなく、離型不良を検知する。
【解決手段】金型を用いて成形された樹脂成形品100の非製品部分102をプレス治具2,3によって挟み込んで固定し、エアー噴出口22から製品部分101に対してエアーを噴出する。離型が正常であれば、エアーは製品部分101によって堰き止められ、圧力センサ4によって検知されない。圧力センサ4がエアーを検知すると、制御部5は、離型が異常であると判定する。
(もっと読む)
型締装置
【課題】不均等な型締力を与えても、型締装置の構成部材に生ずる機械的損傷を最小限に抑えることのできる型締装置を提供する。
【解決手段】ベースフレーム11と、固定ダイプレート12と、移動ダイプレート13と、移動ダイプレート13を固定ダイプレート12に対して進退させる移動ダイプレート移動手段と、固定ダイプレート12内に形成される油圧型締シリンダ18と、一端に形成されたラム16が油圧型締シリンダ18に配置され、他端が移動ダイプレート13に対して固定される複数のタイバー17と、を備え、油圧型締シリンダ18への作動油の供給を調整することにより、タイバー17を介して固定金型14と可動金型15との型締めをする型締装置10であって、型締動作の過程で、型締装置10の所定部位に生ずる応力を検知し、検知された応力が、所定の基準応力を超える場合には、型締動作を停止させる。
(もっと読む)
設定確認画面、射出成形機及び設定確認画面の表示方法
【課題】オプション機能を備えた射出成形機において、金型装置が破損するのを防止することができるようにする。
【解決手段】操作者による操作部32の操作に基づいて表示部31に形成される設定確認画面において、金型装置の内部構造に関して設定されたオプション機能について、オプション機能の名称、オプション機能の設定状態、オプション機能を設定するための設定画面の名称、及びオプション機能を設定するための操作部32の操作要素が一覧で表示される。オプション機能の名称、設定状態、設定画面の名称、及び操作部32の操作要素が設定確認画面に一覧で表示されるので、前回の成形時に選択されたオプション機能の設定が残っているかどうかの設定状態を確認することができる。
(もっと読む)
射出成形方法
【課題】電動モーターを用いて型締め力を発生させる場合、電動モーターが過負荷となってしまったり、可塑化した材料が金型のキャビティから漏出してしまう可能性があった。
【解決手段】可動側金型11Mを第1の駆動トルクT1にて駆動してこれを固定側金型11Sに密着させる型締めステップと、第1の駆動トルクT1よりも小さな第2の駆動トルクT2にて可動側金型11Mを固定側金型11Sに押し当てる保圧ステップと、可塑化された材料をこれら2つの金型11M,11Sの間に画成されたキャビティ14内に少なくとも保圧ステップ中に射出する射出ステップとを具えた本発明による射出成形方法は、型締めステップと保圧ステップとの間に第1の駆動トルクT1から第2の駆動トルクT2へと可動側金型11Mに対する駆動トルクを低減させるステップをさらに具え、このトルク低減ステップの終了時期t3を射出ステップの終了時期t4よりも前に設定した。
(もっと読む)
型締装置の制御方法
【課題】型開完了位置で安全装置を確実に係合させることができる型締装置の制御方法を提供することを目的とする。
【解決手段】複数の係合段部9を有する安全棒7と、安全扉開放時に前記係合段部9に係合可能となるように構成された係合板10からなる安全装置6を備えた型締装置13の制御方法であって、型開完了位置で前記係合板10が前記係合段部9に係合可能となるようにする調整を型開完了設定値Dに対して実施することとする。
(もっと読む)
トグル式射出成形機の型開き量調整装置
【課題】トグル式射出成形機の型開き量を調整可能なトグル式射出成形機の型開き量調整装置を提供することである。
【解決手段】リアプラテン後退指令オンである場合(SA1)、プラテン開き量xはバネが伸びきった状態のバネ入り3枚金型の幅D1以上であるか否か判断し(SA7)、xがD1より小さいと判断された場合、可動プラテン前後進モータを駆動し、可動プラテンをx=D1の位置まで後退させバネからの弾性力による反力を受けない状態とし(SA8)、その後で、リアプラテンを後退動作させる。リアプラテンの後退指令はオンか否か判断し、オンである場合にはステップSA9へ戻りリアプラテンの後退動作を継続し、オンでない場合にはリアプラテン後退の処理を終了する(SA10)。
(もっと読む)
金型の監視方法及び監視装置
【課題】金型周辺の可視光の影響を受けて誤判定を来たすことなく、かつ複雑・高度な照射技術を不要とすることのできる金型の監視装置を提供する。
【解決手段】成形品の排出が終了した金型105の内面から放射される赤外線IRの放射強度を二次元的に検出した赤外線撮像データを出力する赤外線撮像手段1と、成形品が残留していない金型105の内面から放射された赤外線IRの放射強度を二次元的に検出したマスタ画像データが記憶されるマスタ画像記憶手段3と、前記赤外線撮像データと前記マスタ画像データとの比較により抽出された赤外線放射強度の差により前記金型の内面における残留物の有無を判定する演算処理手段4とを備える。
(もっと読む)
縦型射出成形機の異常発生時の処理方法
【課題】異常が発生した場合においても、ロボットによって金型から成形体を取出し、後工程を完了することができる射出成形機を提供する。
【解決手段】射出成形中に、射出成形機1が備える異常検出手段20によって次回成形分の溶融樹脂が不足していると検出した場合、制御部22は、射出成形機1の動作を即座に停止させるのではなく、射出成形中の成形体を取出ロボット40によって取出すべく、侵入許可信号を継続して出力する。取出ロボット40によって成形体が取出され、後工程の全てが完了したことによって取出ロボット40から射出成形機1に対して取出完了信号が出力され、制御部22は当該信号を受けた後に、射出成形機1の動作を異常停止させる。
(もっと読む)
1 - 20 / 73
[ Back to top ]