
Fターム[4F202CU12]の内容
プラスチック等の成形用の型 (108,678) | タイヤ用型、コア (1,668) | 中子 (312) | ブラダー (236)
Fターム[4F202CU12]に分類される特許
41 - 60 / 236
タイヤ成型用折返しブラダーの製造方法および装置
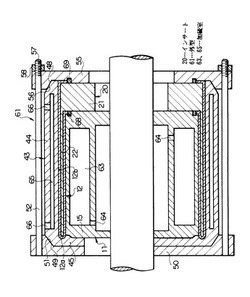
【課題】エッジ部のシャープ性を維持しながら、ブラダーの各部における形状、ゲージを容易に規定の範囲内とする。
【解決手段】内型11の周囲に成形された円筒状部材12の軸方向一側部を、内型11の外側に外嵌されたインサート20と内型11とにより挟持した後、円筒状部材12の軸方向他側部を折返してインサート20の外側に重ね合わせ、次に、内型11、インサート20、外型61の内部に密閉収納された円筒状部材12を加硫してタイヤ成型用折返しブラダーを製造するようにしたので、加硫時における円筒状部材12の形状、ゲージは、内型11、インサート20、外型61により強力に規定される。これにより、ブラダーの各部における形状、ゲージは容易に規定の範囲内となり、エッジ部におけるシャープ性も充分となる。
(もっと読む)
タイヤの製造方法

【課題】生産性に寄与しうるタイヤの製造方法の提供。
【解決手段】この製造方法は、(1)ブラダー8と、このブラダー8が収容されるモールドとを備える加硫装置において、このモールドに、グリーンタイヤが投入される工程と、(2)このブラダー8が膨張する工程と、(3)このモールドのキャビティ面と、このブラダー8との間において、このグリーンタイヤが加圧及び加熱されてタイヤが得られる工程とを含む。この加硫装置2は、このブラダー8を把持するクランプ6を備える。このクランプ6は、このブラダー8の外側に位置する上リングと、このブラダー8の内側に位置する下リング18とを備える。この下リング18の外周面30は、複数の凹部32を有する。これらの凹部32は、この下リング18の周方向に沿って配設される。この凹部32の数は、8個以上12個以下である。
(もっと読む)
タイヤ加硫用ブラダー
【課題】従来よりも、タイヤの成形性に優れ、かつ、エア入り等の不具合を改善することができるタイヤ加硫用ブラダーを提供する。
【解決手段】タイヤを金型との間に挟み込み、膨張することでタイヤを金型に押圧するタイヤ加硫用ブラダーである。タイヤ加硫用ブラダー1のトレッドセンター部に当接する部分に凹部2を有し、かつ、タイヤ加硫用ブラダー1のブラダー幅方向長さをWとしたとき、凹部2のブラダー幅方向の長さWaが0.6W〜0.9Wである。
(もっと読む)
加硫機、及び空気ばねの製造方法
【課題】設置コストが安く、しかも、筒状未加硫ゴム成型体を容易に加硫成形して生産性を高めることのできる加硫機の提供。
【解決手段】下型4と昇降自在な上型5とからなる加硫金型6と、ブラダー7とを備える。ブラダー7を給気状態で中央部が径方向外向きかつ上向きに膨らんだ浮き輪状をなすよう設定する。加硫金型6とブラダー7との間に筒状未加硫ゴム成型体2を配置する。ブラダー装着部材8を介して、ブラダー7の両端部を下型4に固定する。ブラダー7の上端を昇降させる中心機構は省略する。中心機構によるブラダー7の上端の昇降を省略して、簡単な動作で筒状未加硫ゴム成型体2を加硫成形する。
(もっと読む)
タイヤ加硫用ブラダの交換時期判定方法及び交換時期判定装置
【課題】タイヤの成型不良を引き起こすブラダの状態を適切に把握してブラダの交換時期を確実に判定し、ブラダ交換後に行われる成型不良の有無の検査工程及び生産資源の無駄を生じさせることのないタイヤ加硫用ブラダの交換時期判定方法及び交換時期判定装置を提供することを目的とする。
【解決手段】タイヤ内周面の撮像画像から、タイヤの成型時に加硫用ブラダによってタイヤ内周面に型付けされた凸部を除く領域の凹凸状態の散布度を算出し、散布度と予め規定した閾値とを比較し、散布度が閾値よりも大きいときに加硫用ブラダの交換時期であると判定するようにした。
(もっと読む)
タイヤ加硫用ブラダーおよびそれを用いて製造された空気入りタイヤ
【課題】インナーライナー層を損傷することなく、ブラダーとタイヤ内面との間の気体の排出を行うことのできるタイヤ加硫用ブラダーを提供する。
【解決手段】ベントライン4の溝断面の形状は、ブラダーの金型側における幅が0.5mm以上3.0mm以下および深さが0.1mm以上2.0mm以下であり、ベントラインの溝断面積は0.025mm2以上6.0mm2以下であり、ベントラインは、タイヤビードトウ部からタイヤバットレス部に対応する部分の第1ベントライン4aと、タイヤバットレス部からタイヤクラウン部に対応する部分の第2ベントライン4bとを含み、第1ベントライン4aは、タイヤビードトウ部に対応する部分の接線に対する角度αが60°以上90°以下、かつ、第2ベントライン4bは、タイヤビードトウ部に対応する部分の接線に対する角度βが40°以上90°以下であり、角度αと角度βの大きさは、α≧βの関係を満たす。
(もっと読む)
空気入りタイヤの製造方法および空気入りタイヤ
【課題】厚みが薄く、耐空気透過性に優れたポリマー積層体をインナーライナーに用いた空気入りタイヤの製造方法であって、インナーライナーとブラダーとの粘着を防止して、インナーライナーとカーカスとの間にエアーイン現象を生じさせない空気入りタイヤの製造方法、および空気入りタイヤの提供。
【解決手段】スチレン−イソブチレン−スチレントリブロック共重合体からなる厚さ0.05mm〜0.6mmの第1層ならびに、スチレン−イソプレン−スチレントリブロック共重合体からなる第2a層およびスチレン−イソブチレンジブロック共重合体からなる第2b層の少なくともいずれかからなる第2層を含み、第2層の厚さが0.01mm〜0.3mmであるポリマー積層体をインナーライナー9に用いた生タイヤを準備する。生タイヤを金型に装着し、ブラダーにより加圧しつつ加硫して加硫タイヤを得る。加硫タイヤを50〜120℃で10〜300秒間冷却する。
(もっと読む)
空気入りタイヤの製造方法及び加硫装置
【課題】シェイピングユニットに配設された加硫ブラダーに起因する不都合を解消することを可能にした空気入りタイヤの製造方法及び加硫装置を提供する。
【解決手段】空気入りタイヤTの最内面部材となるインナーライナー部材Lを円筒状に把持する一対のクランプ部材11,12を備えたシェイピングユニット10を用い、加硫装置の外部において成形済みのグリーンタイヤT’の内側で加圧媒体Mによりインナーライナー部材Lを膨らませることでシェイピングユニット10とグリーンタイヤT’とを一体化し、シェイピングユニット10をグリーンタイヤT’と共に加硫装置の内部に組み込んでグリーンタイヤT’を金型1内に配置し、金型1内でグリーンタイヤT’の加硫を行うことによりインナーライナー部材Lが内面に一体化された空気入りタイヤTを成形し、しかる後、空気入りタイヤTのビード部から突き出したインナーライナー部材Lの不要部分を切除する。
(もっと読む)
空気入りタイヤの製造方法及び加硫装置
【課題】設備コストの大幅な増加を伴うことなくブラダーレス加硫を可能にした空気入りタイヤの製造方法及び加硫装置を提供する。
【解決手段】空気入りタイヤTの外表面を成形する金型1と、空気入りタイヤTの最内面部材となるインナーライナー部材Lを加硫ブラダーとして円筒状に把持する一対のクランプ部材11,12と、金型1を加熱する加熱手段と、インナーライナー部材Lの内側に加圧媒体Mを供給する加圧媒体供給手段とを備えた加硫装置を用いる。空気入りタイヤTの最内面部材となるインナーライナー部材Lを加硫ブラダーとして使用し、グリーンタイヤT’の内側にて加圧媒体Mによりインナーライナー部材Lを膨らませた状態でタイヤT’の加硫を行うことによりインナーライナー部材Lが内面に一体化された空気入りタイヤTを成形し、しかる後、空気入りタイヤTのビード部から突き出したインナーライナー部材Lの不要部分を切除する。
(もっと読む)
タイヤ用加硫モールドの加熱装置および加熱方法
【課題】電磁誘導加熱によって発熱される電磁誘導発熱体からの熱損失を有効に防止して、加硫モールドのタイヤ接触面への熱伝達効率を大きく高めたタイヤ用加硫モールドの加熱装置を提供する。
【解決手段】加硫ブラダ4との協力下で生タイヤの加硫成形キャビティ5を区画するタイヤ用加硫モールドの加熱装置であって、加硫モールド部分1、2、3の、少なくとも、タイヤとの接触面を、透磁率の小さい金属材料からなり、熱伝導性にすぐれた部材にて区画形成するとともに、タイヤとの接触面から離隔した所定位置に、透磁率の大きい金属材料からなる、電磁誘導発熱体11、12、13を配設し、該電磁誘導発熱体11、12、13を発熱させるコイル14、15、16を加硫モールド部分1、2、3を取付けられるプラテン側部材内7、9、10内に配設してなる。
(もっと読む)
タイヤ加硫用ブラダーのパンク検出装置およびパンク検出方法
【課題】タイヤ加硫用ブラダーに発生したパンクの検出感度を向上させることができ、また、メンテナンス負担を軽減でき、装置寿命を延ばすことができるタイヤ加硫用ブラダーのパンク検出装置およびパンク検出方法を提供する。
【解決手段】センサボックスと、生タイヤの加硫中にタイヤ加硫用ブラダーの内部から漏れ出る加熱加圧媒体の蒸気をセンサボックスに誘導する導入管と、センサボックスに導入された前記蒸気を検出するセンサとを備えたタイヤ加硫用ブラダーのパンク検出装置であって、センサボックスへの前記蒸気の導入を、真空引きにより行うバキューム手段、および/または、センサボックス内にエアを供給して、センサボックス内のエアを排出するエア供給排出手段が備えられているタイヤ加硫用ブラダーのパンク検出装置とこの検査装置を用いたタイヤ加硫用ブラダーのパンク検出方法。
(もっと読む)
予備成型装置、及び空気ばねの製造方法
【課題】筒状未加硫ゴム成型体を容易に予備成型して製品精度を高めることのできる予備成型装置の提供。
【解決手段】上型6及び下型7で成型用型5を構成する。成型用型5とブラダー9との間に筒状未加硫ゴム成型体3を配置する。複数のプレート11、18を放射状に設けて成型用型5を構成し、外部から筒状未加硫ゴム成型体3を目視可能とする。上型6を上下動させるシリンダ8を設ける。ブラダー9とこれに給排気する給排気部10を設ける。ブラダー9に給排気しながら、上型6と下型7とを型締めする。予備成型する際に、筒状未加硫ゴム成型体3に不具合を生じていないことを目視によって確認する。
(もっと読む)
離型剤塗布方法、離型剤塗布装置、及び離型剤供給装置。
【課題】タイヤ加硫用ブラダが取り付けられた型に対する離型剤の付着が抑制された離型剤塗布方法、離型剤塗布装置、及び離型剤供給装置を提供することを目的とする。
【解決手段】挿入工程においてケース42の内部にブラダ18を挿入する。次に、ブラダ18を膨張させ、ケース42の内壁42Dに設けられた塗布部材44にブラダ18の外面を接触させる。そして、塗布工程において、ブラダ18の中心軸Cを中心としてケース42を回転し、ブラダ18の外面に沿って塗布部材44を周方向へ移動させる。これにより、膨張したブラダ18の外面に接触した塗布部材44によって、ブラダ18の外面に離型剤が塗布される。
(もっと読む)
タイヤの加硫装置
【課題】高品質なタイヤを安定に製造しうる加硫装置2の提供。
【解決手段】タイヤ用加硫装置2は、ローカバーRと当接してタイヤのビードを形作る第一ビードリング14aを有するモールド4aと、このモールド4aの内側に位置するブラダー6と、この第一ビードリング14aに置き換えて使用可能な第二ビードリングとを備えている。この第一ビードリング14aをこの第二ビードリングに置き換えることにより、他のモールドが構成される。この他のモールドを使用した場合におけるブラダー6の端縁部20aの位置は、上記モールド4aを使用した場合におけるブラダー6の端縁部20aの位置よりも軸方向において外側にある。この加硫装置2によれば、高品質なタイヤが安定に製造されうる上に、ブラダー6の交換頻度が低減されうる。
(もっと読む)
タイヤ製造方法
【課題】直進安定性及び排水性に優れるタイヤ20が得られうる、製造方法の提供。
【解決手段】この製造方法は、(1)予備成形によってローカバーが得られる工程、(2)上型及び下型54を備えており、この上型及び下型54の組み合わせにより、このローカバーと当接してタイヤ20の外面を形作るキャビティ面56が構成されるモールド50が開かれ、このローカバーがこのモールド50に投入される工程、(3)このローカバーの内側に位置するブラダー52に、加圧媒体が充填される工程、(4)このモールド50が閉じられ、このローカバーがこのモールド50内で加圧及び加熱される工程、(5)このブラダー52から、この加圧媒体が排出される工程及び(6)このモールド50が開かれるとともに、このブラダー52に他の加圧媒体が充填される工程を含む。
(もっと読む)
台タイヤ加硫装置
【課題】外気温の変化によって加硫装置における加硫プロセスの変更を不要とし、加硫中における加硫装置からの放熱量を一定にすることが可能な台タイヤの加硫装置を提供することを目的とする。
【解決手段】未加硫の台タイヤを加硫する台タイヤ加硫装置であって、台タイヤのサイド部及びクラウン部を包囲する金型と、金型の幅方向外側に位置し、金型を加熱する加熱手段と、金型における台タイヤのクラウン部を包囲する位置に設けられる温度調節手段とを有し、温度調節手段が、台タイヤのトレッド貼付面を型付けする面よりも半径方向外側に位置する構成とした。
(もっと読む)
タイヤ加硫用ブラダー
【課題】近年、車両の高速化に伴い操縦安定性の良い偏平率の小さなタイヤが増加しているが、これらのタイヤでは、加硫時のブラダーとの間のエアーの抜け方が変化し、従来の方法ではエアー残留による加硫故障が増加するようになった。
【解決手段】加硫ブラダー表面に設けるエアー抜き用の溝深さを、トレッドセンターからビード部へ向かうにつれ徐々に浅くする。即ち、直線的に、或いは緩やかな曲線を描いて浅くする。または、トレッド部、ショルダー部、サイドウォール部、ビード部などと部位別に段階的に浅くする。ブラダー表面の溝構成は、トレッドセンターに対して互いに交差する主溝と、主溝により区分される陸部に、細幅の溝からなるマイクログルーブまたはペブル模様により副溝を設け、ビード部の溝深さをトレッド部の溝深さの10%〜80%の範囲とする。但し、ビード部の溝深さは少なくとも0.1mm以上とする。
(もっと読む)
タイヤ加硫用ブラダーの製造方法
【課題】使用時における界面剥離の発生を抑制したタイヤ加硫用ブラダーの製造方法を提供する。
【解決手段】未加硫のタイヤ加硫用ブラダーを金型内で加硫することにより加硫済みのタイヤ加硫用ブラダーを製造する方法である。金型内部の加硫圧力を1.0MPa以上10MPa以下とし、タイヤ加硫用ブラダーを構成するゴム配合物の架橋密度90%が達成されるまでの時間を3分以上とする。加硫時の金型温度を2段階以上で変化させるとともに、加硫開始時における第1の金型温度を、ゴム配合物の50%加硫温度とすることが好ましい。
(もっと読む)
タイヤ成形加硫用離型剤組成物及びタイヤ成形用ブラダー
【課題】同一ブラダーを用いてのタイヤ成形加硫回数を飛躍的に伸ばすとともに、タイヤ不良率を大幅に低減することができるタイヤ成形加硫用離型剤組成物及びそれを用いたタイヤ成形用ブラダーを提供する。
【解決手段】(A)環状ジオルガノポリシロキサンもしくは両末端シラノール基含有ジオルガノポリシロキサン又はこれらの組み合わせ 100質量部と、(B)特定のメルカプト基含有アルコキシシランもしくは特定のメルカプト基含有環状ポリシロキサン又はこれらの組み合わせ 5〜30質量部とを、(C)乳化重合触媒 0.1〜15質量部、(D)乳化剤 0.1〜15質量部、及び(E)水 80〜500質量部、の存在下で乳化重合してなるオルガノポリシロキサンラテックスを含有するタイヤ成形加硫用離型剤組成物;上記のタイヤ成形加硫用離型剤組成物でコーティングされたタイヤ成形用ブラダー。
(もっと読む)
タイヤ加硫用ブラダー及びタイヤ加硫装置
【課題】タイヤを均一に加硫することができるタイヤ加硫用ブラダー及びタイヤ加硫装置を提供することにある。
【解決手段】水蒸気が充填されて膨張するゴム袋体であるブラダーの内面に吸水体を固着する。
(もっと読む)
41 - 60 / 236
[ Back to top ]