
Fターム[4F204AA36]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | 硬化性樹脂 (3,171)
Fターム[4F204AA36]の下位に属するFターム
フェノール樹脂系 (119)
アミノ樹脂系(←ユリア、メラミン樹脂) (34)
エポキシ樹脂 (420)
ポリイミド(←ポリアミドイミド) (71)
不飽和ポリエステル、アルキド樹脂 (161)
硬化性ポリウレタン(←通常) (749)
硬化性アクリル樹脂 (226)
エネルギー線硬化性樹脂(光、紫外線、電子線硬化) (508)
Fターム[4F204AA36]に分類される特許
1 - 20 / 883
先進グリッド構造体の製造方法、先進グリッド構造体、および先進グリッド構造体を適用した宇宙望遠鏡
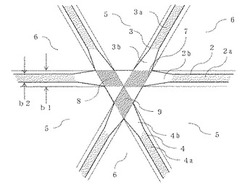
【課題】厚さ方向の炭素繊維量が均一で低熱膨張かつ軽量な先進グリッド構造体およびその製造方法を得る。
【解決手段】3方向へ格子状の溝(2、3、4)が形成された成形型へ、第一のテーププリプレグ群、第二のテーププリプレグ群、第三のテーププリプレグ群を、互いに2つのテーププリプレグ群が重なる交差領域(7、8、9)を設けるようにそれぞれ順に繰り返し積層する積層工程と、加圧下で加熱することにより成形する加熱成形工程とを経て製造される先進グリッド構造体において、第一のテーププリプレグ群、第二のテーププリプレグ群、および第三のテーププリプレグ群のそれぞれは、積層工程において、交差領域(7、8、9)では、テープ幅のまま1層として積層され、非交差領域(2a、3a、4a)では、幅方向へ折り曲げられることで、2層化されて積層される。
(もっと読む)
眼鏡用プラスチックレンズの製造方法および成形型の保管用ケース

【課題】眼鏡用プラスチックレンズ成形用の成形型を保管用ケースから洗浄用ラックに速くかつレンズ成形面を傷つけることなく移し、生産性の向上を図る。
【解決手段】眼鏡用プラスチックレンズ成形用の成形型1を保管用ケース2に収納する収納ステップS1Aを有する。保管用ケース2は、成形型1を立てて上方から出し入れ可能に支持しかつレンズ成形面とは非接触で支持する。保管用ケース2の上に洗浄用ラック13を上下反転させて載せるラック接続ステップS2を有する。洗浄用ラック13は、成形型1を立てて上方から出し入れ可能に支持しかつレンズ成形面とは非接触で支持する。保管用ケース2と洗浄用ラック13とを上下反転させる移載ステップS3を有する。成形型1を洗浄する洗浄ステップS4と、成形型1を使用して眼鏡用プラスチックレンズを成形する成形ステップS5とを有する。
(もっと読む)
光学素子の製造方法、微細構造形成用型、および微細構造形成用型組立体
【課題】光学素子の製造方法において、曲率を有する光学面を有する光学素子の光学面に複数の凹凸形状による微細構造を精度よく形成することができるようにする。
【解決手段】凸レンズ面1aに沿って配置された複数の凹凸形状による反射防止部を備える光学素子の製造方法であって、弾性体からなる基体部5Aの一表面に、反射防止部の凹凸形状を凸レンズ面1aの接線方向に沿って伸長または圧縮し反転させた形状からなる成形面部を形成して、微細構造形成用型5を製作する型製作工程と、微細構造用形成用型5を湾曲させて、一表面を凸レンズ面1aに実質的に沿う形状に変形させることにより、成形面部を反射防止部が反転した形状に変形させる型変形工程と、凸レンズ面1aを有するレンズ本体1の凸レンズ面1aに成形用樹脂を塗布し、型変形工程で変形された成形面部5c’を凸レンズ面1aに押圧し、成形用樹脂を硬化させる成形工程と、を備える方法とする。
(もっと読む)
埋込型樹脂流動媒体シートおよびそれを用いた繊維強化プラスチック、およびその繊維強化プラスチックの製造方法
【課題】 樹脂含浸後に樹脂流動媒体を剥離する必要がなく、そのまま埋め込むことができる埋込型樹脂流動媒体シート等を提供すること。
【解決手段】
液体樹脂を注入して成形される繊維強化プラスチックに用いられる樹脂流動媒体シート1であって、この樹脂流動媒体シート1を、強化繊維糸を編物組織によりシート状に編成して、JIS L 1018に準拠して測定した圧縮率が45〜60%で、かつ、真空圧−0.1MPa下における空隙率を75〜95%にして、樹脂注入後に繊維強化プラスチック内に埋込可能にするという技術的手段を採用した。
(もっと読む)
自動車部材を製造する方法及び当該方法により製造された自動車部材
【課題】簡単に実施することができる繊維強化材料の製造方法を提供する。
【解決手段】繊維強化材料を、自動車のハイブリッド部材1を製造するために自動車部材中に挿入し、その際、自動車部材の予熱が、補強パッチ8の硬化に使用されるか、または自動車部材と補強パッチ8が熱せられるので、繊維強化材料が硬化し、形状形成の前及び/又は最中及び/又は後に、少なくとも部分的に金属の層10を繊維層上にもたらし、その際、金属の層10が、補強パッチ8の、自動車部材と反対に位置する側に設ける。
(もっと読む)
複合充填材を製造する方法及び装置
【課題】信頼性があり、繰り返しが可能で、製造プロセスを自動化することによって人件費を削減する、その長さに沿って可変の断面を有する複合充填材を製造する方法及び装置、また、剛性、強靱性、及び/又は耐亀裂性が向上した充填材が得られる上述した方法及び装置を提供すること。
【解決手段】複合充填材を製造する装置は、少なくとも一つのダイスと、強化プライストリップのスタックをダイスを通して移動させるデバイスを含む。ダイスは、プライストリップのスタックを所望の断面形状へ成形するのに適したダイス周囲面を有する。ダイス面の断面はダイス周囲において変化しうる。
(もっと読む)
自動車のハイブリッド部材を製造する方法および当該方法により製造された自動車のハイブリッド部材
【課題】自動車のハイブリッド部材を、コスト面において効率的に実施することができるような製造方法の提供。
【解決手段】以下のステップによる方法で解決される。・ベースボディ1を、三次元に型成形された自動車部材として製造するステップ。・少なくとも一層の繊維材料を準備し、好ましくは二つ以上の層が積層されて樹脂に浸透され、及び/又は樹脂を付勢されるステップ。・繊維材料をプリフォーム部分へ切断するステップ。・ブランク2をプリフォーム3上に載置して加熱するステップ。・ベースボディ1をプリフォーム3上に位置決めするステップ。・ベースボディ1及び/又はプリフォーム3を押付けて、ブランク2をベースボディ1の形状へと形成するステップ。・ブランク2を硬化するステップ。
(もっと読む)
人造大理石
【課題】無機充填剤の水酸化アルミニウムに起因する、加熱による白化を抑制することができる人造大理石を提供する。
【解決手段】熱硬化性樹脂および無機充填剤を含有する樹脂組成物を成形して得られる人造大理石において、無機充填剤として水酸化アルミニウムを含有し、水酸化アルミニウムのNa2O含有量が0.06質量%以下であることを特徴としている。
(もっと読む)
硬化物の製造方法および硬化物
【課題】硬化性に優れた硬化物の提供。
【解決手段】(A)窒素カチオンを有するオニウム塩と(B)硬化性化合物を含有する組成物にプラズマを照射することを含む、硬化物の製造方法。
(もっと読む)
LEDパッケージ用基板、LEDパッケージ、LEDパッケージ用基板の製造方法、および、LEDパッケージの製造方法
【課題】低コストで製造可能なLEDパッケージ用基板を提供する。
【解決手段】LEDパッケージを製造するために用いられるLEDパッケージ用基板であって、LEDチップの第1の電極に電気的接続するためのダイパッドおよびLEDチップの第2の電極に電気的接続するためのリードを備えたリードフレームと、トランスファ成形によりダイパッドとリードとの間の抜き孔に充填され、かつ、リードフレームの表面上の端部にダム部を成形する樹脂とを有する。
(もっと読む)
金属張積層板、プリント配線基板、半導体パッケージ、半導体装置および金属張積層板の製造方法
【課題】実装時の反りが低減された金属張積層板を提供する。
【解決手段】熱硬化性樹脂と充填材と繊維基材とを含む絶縁層101の両面に金属箔103を有する金属張積層板積層板100であり、該金属張積層板100は、エッチングにより両面の金属箔103を除去後、(1)105℃で4時間の予備加熱処理と、(2)表面温度が260〜265℃で5秒のリフロー処理とからなる加熱処理をおこなったとき、下記式B−Aから算出される寸法変化率が金属張積層板100の縦方向105および横方向107ともに、−0.080%以上0%以下である。A(%)=(予備加熱処理後寸法−初期寸法)/初期寸法×100、B(%)=(リフロー処理後寸法−初期寸法)/初期寸法×100、寸法変化率(%)=B−Aなお、各段階における積層板の寸法はIPC−TM−650の2.4.39に準拠して室温で測定する。
(もっと読む)
筒型繊維強化樹脂成形品の製造方法および繊維強化樹脂層付き塩化ビニル製継手
【課題】 インフュージョン成形法を使用して、表面性の良好な成形品を得ることができる筒型繊維強化樹脂成形品の製造方法およびこの製造方法によって得られる繊維強化樹脂層付き塩化ビニル製継手を提供する。
【解決手段】 成形型と同一形状のプリフォーム成形型に強化繊維を積層してバインダー樹脂および硬化剤を塗布することによって、筒状のプリフォーム5を予め形成しておく。このプリフォーム5を強化繊維層4に離型布7を介して積層した状態として気密性フィルム16内に収容し、マトリックス樹脂を注入する。
(もっと読む)
繊維強化プラスチック構造体の成形方法および装置
【課題】積層枚数が異なる領域を複数箇所有する繊維強化プラスチック構造体の成形において、安価な作業コストと高い寸法精度を両立すること。
【解決手段】成形型上に複数枚積層された強化繊維織布を真空バッグで封入し、バッグ内部に液状の樹脂を注入後、硬化制御装置で樹脂を硬化させるプロセスにおいて、積層枚数の異なる領域の少なくとも2箇所以上に、樹脂注入中の強化繊維織布の厚みを測定できる厚みセンサ122,129と強化繊維織布内部の樹脂含浸状態を定量化できる樹脂含浸センサ123,130とを1組で備え、且つ、該積層枚数の異なる領域のそれぞれに連通する樹脂注入経路および真空吸引経路を個別に遠隔操作で開閉できるバルブ116を備え、該厚みセンサの計測値の確認とそれを基にした制御信号の発信、樹脂含浸センサの計測値の確認とそれを基にした制御信号の発信、及び全てのバルブの開閉制御信号の発信を一つの端末から遠隔操作する。
(もっと読む)
光学素子の製造装置および製造方法、並びに制御プログラム
【課題】光学素子の製造において、製造時間の短縮と、光学機能面の面精度の向上とを両立する。
【解決手段】成形型10,11の間に樹脂を挟んで光学素子を製造するにあたって、上記樹脂に成形型11を接触させた状態で、上記樹脂の温度がゲル化点に到達するまで硬化させる。その間、ロードセル16によって成形型11に作用する圧力を監視し、この圧力が負圧となったことが検出された時点で、上記成形型へ作用する圧力を所定の正圧まで増加させ、その後、上記正圧を維持するように成形型11の位置を制御しながら上記樹脂を硬化させる。
(もっと読む)
プラスチックレンズの離型方法
【課題】成形されたプラスチックレンズをモールドから離型させる際にプラスチックレンズにひび割れが生じにくいプラスチックレンズの離型方法を提供すること。
【解決手段】凸型モールド2と、凹型モールド3とをレンズ成形面が対面するように所定間隔離間させて配置し、粘着テープ4で巻回したレンズ成形ユニット1内にモノマーを充填して固化させプラスチックレンズを成形する。これを温度差のある水溶液が収容された複数の水槽中に所定時間順に浸漬させていく。水溶液は界面活性剤等を加えて界面張力を低くすることが離型を促進させるために好ましく、超音波によって振動を与えることも好ましい。
(もっと読む)
繊維強化プラスチック構造体およびその製造方法
【課題】この発明は、成形型の表面に形成されたゲルコート層の表面に樹脂拡散用の溝を形成して、コア材の表面に形成される樹脂拡散用の溝を不要とし、生産性に優れた繊維強化プラスチック構造体およびその製造方法を得る。
【解決手段】この繊維強化プラスチック構造体の製造方法は、第1樹脂拡散用の溝7aが表面の全面に形成された第1ゲルコート層11aを成形下型10の表面に形成する工程と、第1ゲルコート層11aの表面上に第1強化繊維基材13aおよびコア材2を積層する工程と、第1強化繊維基材13aおよびコア材2を封入するようにバギングフィルム18を成形下型10に取り付け、バギングフィルム18の内部の空気を吸引して減圧する工程と、減圧されたバギングフィルム18の内部に液状の樹脂を注入し、該樹脂を第1強化繊維基材13aおよび第1樹脂拡散用の溝7a内に含浸させ、硬化させる工程と、を備えている。
(もっと読む)
注入ノズル
【課題】ノズル本体に対するバルブピンユニットの着脱を容易にする。
【解決手段】ノズル本体1側における外形が円筒形の本体側連結部5の外面を部分的に切り欠いて平坦部5bと円弧部6を形成する。円弧部6には半径方向にのびるピン穴8を設ける。本体側連結部5には円周方向にのびる小径段差部7を設ける。バルブピンユニット10の環状のバルブピンユニット側連結部12には半径方向内方にのびる内向きフランジ部13とピン14とを設ける。内向きフランジ部13を部分的に切り欠いて切欠部15を形成する。ノズル本体1側の円弧部6に、バルブピンユニット10側の切欠部15を位置合わせし、バルブピンユニット10を回転させ、内向きフランジ部13を小径段差部7に係合させると共に、バルブピンユニット10側のピン14をノズル本体1側のピン穴8に引き抜き可能に挿通する。
(もっと読む)
槽及び槽の成形方法
【課題】注型成形時に水返し片を構成する板状部材と金型の間への樹脂の浸入を防止することができる槽と、当該糟の成形方法を提供する。
【解決手段】下金型に、水返し片15を構成するインサート部材5,6を挿入する溝を設け、溝内に挿入したインサート部材5,6の上からエラストマ7,8を圧入する。溝の角部に相当する部位にはゴム部材9を圧入配置する。そして金型のキャビティに成形樹脂材11を充填すると、成形樹脂材11は、槽本体1a,上縁フランジ部1bを成形すると共に、インサート部材5,6、エラストマ7,8を槽本体1aと一体化する。その際、成形樹脂材11は、インサート部材5,6と金型の間の隙間に浸入することができない。そのため、脱型時に円滑に脱型できる浴槽1を提供することができる。
(もっと読む)
適合可能なブレード
【課題】本発明の目的は、凹状のギャップ又は複雑な形状に適合可能なチューブ状構造体を提供することである。
【解決手段】本発明は、チューブ状構造体(32)に係り、互いに円状の関係を有する複数の軸方向部位(30)と、このチューブ状構造体を形成するようにこの軸方向部位と互いに連結するバイアス部位とを有するチューブ状構造体(32)を開示する。チューブ状構造体の軸方向部位は、この構造体のバイアス部位よりも大きな径を有する。
(もっと読む)
複合材料構造体及びその製造方法
【課題】軽量化を図ることができる複合材料構造体及びその製造方法を提供すること。
【解決手段】複合材料構造体11は、繊維強化樹脂のスキン材13同士の間に中空部12が形成された中空構造を有する。この複合材料構造体11は、スキン材13同士が、両スキン材13及び中空部12を貫通する繊維強化樹脂の結合部材14により結合されている。
(もっと読む)
1 - 20 / 883
[ Back to top ]