
Fターム[4F204AG01]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 一般形状、構造物品(用途物品優先) (4,801) | 板状体(←シート、フィルム) (726)
Fターム[4F204AG01]の下位に属するFターム
厚板 (171)
Fターム[4F204AG01]に分類される特許
61 - 80 / 555
プレス成形方法およびその成形体
【課題】強化繊維と熱可塑性樹脂からなる成形材料の成形体製造時における形状賦形性および表面外観に優れるプレス成形方法および成形体を提供すること。
【解決手段】繊強化繊維と熱可塑性樹脂からなる成形材料をプレス成形する方法において、工程(I)〜(IV)を含んでなるプレス成形方法。
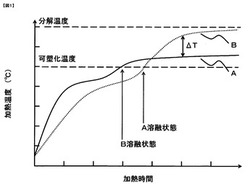
工程(I):予め、シート状の成形材料を積層せしめた後、該成形材料を構成する熱可塑性樹脂の可塑化温度以上まで加熱し、かつ、該成形材料の最外層の温度(A)と、該成形材料の厚み方向の中心の温度(B)の温度差(ΔT=B−A)が20℃以上、100℃以下の範囲内となる温度に加熱する工程。
工程(II):可塑化温度まで加熱せしめた成形材料を搬送し、解放された所定の成形型へ配置する工程。
工程(III):前記成形型を型締めすることで成形材料を加圧冷却し、成形品を得る工程。
工程(IV):前記成形型を解放し、前記成形型から成形品を取り出す工程。
(もっと読む)
マグネシウム合金部材およびその製造方法

【課題】樹脂部材を備えるマグネシウム合金部材、およびその製造方法を提供する。
【解決手段】Alを5.8〜10質量%含有するマグネシウム合金の圧延板2であり、その一方の面2Aから他方の面2Bに貫通する貫通孔2Hを有する圧延板2と、圧延板2における一方の面2Aの一部から貫通孔2Hを経て他方の面2Bの一部に至ることで圧延板2に機械的に係合する樹脂部材3と、を備えるマグネシウム合金部材1である。このマグネシウム合金部材1は、インサート成形により製造することができる。本発明のマグネシウム合金部材1によれば、樹脂部材3が圧延板2に確りと固定されて外れることがない。
(もっと読む)
両面レンチキュラーレンズシートの作製方法
【課題】基材の両面に形成するレンチキュラーレンズの光軸の位置精度を高く保ちつつ、高い生産性を両立することが出来る両面レンチキュラーレンズシートの提供。
【解決手段】支持体の両面に形成されたレンチキュラーレンズ形成用塗膜に金型を押圧して、両面にレンチキュラー形状のレンズを成形する両面レンチキュラーレンズシートの作製方法において、少なくとも前記支持体の片面にガイドを形成するガイド形成工程と、前記ガイドにより前記金型の位置合わせを行い、レンチキュラー形状のレンズを成形するレンチキュラー形状のレンズ成形工程とを有することを特徴とする両面レンチキュラーレンズシートの作製方法。
(もっと読む)
樹脂積層体の連続製造方法
【課題】機能層の密着性が高く、層の剥離が抑制され、外観に優れ、優れた光学特性を備えた樹脂積層体、特に、機能層としてハードコート層を有し耐擦傷性に優れる樹脂積層体を、短時間で効率よく連続して製造できる樹脂積層体の連続製造方法を提供する。
【解決手段】同一方向に同一速度で移動する下部支持シート及び上部支持シートのうち少なくとも一方に、機能層を形成した透光性樹脂シートを用い、該透光性樹脂シートを機能層側が内側になるように配置し、下部支持シート上に光重合性単量体混合物を供給しつつ、該光重合性単量体混合物上に上部支持シートを積層し、透光性樹脂シートを介して活性線を照射して光重合性単量体混合物を重合硬化させて機能層と一体化した後、下部支持シート及び上部支持シートを剥離し樹脂積層体を形成する。
(もっと読む)
光拡散性ジメチルシリコーンゴム組成物及びLED光拡散成型体
【課題】耐候性に優れ、全光線透過率と光拡散性を両立した硬化物を与える光拡散性ジメチルシリコーンゴム組成物、及び該組成物を成形、硬化してなるLED光拡散成型体を提供する。
【解決手段】ジメチルポリシロキサン又はジメチルポリシロキサンと無機質充填剤又はジメチルポリシロキサンと無機質充填剤とウエッターとからなる透明又は半透明な未架橋ジメチルシリコーンゴム配合物100質量部に、平均粒径が0.5〜100μmで、かつフェニル基含有シロキサン単位を含むシリコーン弾性体粒子からなる光拡散剤0.1〜100質量部を添加、分散してなることを特徴とする光拡散性ジメチルシリコーンゴム組成物。
(もっと読む)
熱伝導シート、その製造方法及びこれを用いた放熱装置
【課題】高い熱伝導性を維持する一方で、柔軟性等の追加特性を有する電気絶縁性の熱伝導シートを提供する。
【解決手段】非球状粒子(A)と、0.1〜2.0mmol/gのカルボキシル基を有する有機高分子化合物(B)と、硬化剤(C)と、を含む樹脂組成物からなる熱伝導シートを、前記非球状粒子(A)が、前記熱伝導シート内部で該熱伝導シートの厚み方向に対して前記非球状粒子(A)の長軸方向で配向している熱伝導シートとする。
(もっと読む)
冷却装置および冷却方法
【課題】樹脂組成物を効率よく冷却することができる冷却装置および冷却方法を提供すること。
【解決手段】冷却装置1は、シート状に成形された樹脂組成物であるシート材Q2を、その面方向に沿って搬送する搬送手段2と、搬送手段2により搬送されているシート材Q2を冷却する冷却手段3とを備えている。シート材Q2は、冷却手段3で冷却される直前の温度が40〜60℃のものである。そして、冷却手段3は、シート材Q2の冷却速度が0.2〜5℃/秒となるように冷却する冷却能を有している。
(もっと読む)
プリプレグ積層ヘッド及びこれを備えたプリプレグ自動積層装置
【課題】被積層体(ワーク)の積層対象ピースに貼り付けて積層するプリプレグシートの裁断ピースのみを積層シューで押圧することを可能にし、裁断ピースを所定位置に正確に位置決めすることを可能にするプリプレグ積層ヘッド及びこれを備えたプリプレグ自動積層装置を提供する。
【解決手段】プリプレグ積層体の長さ方向T1に交差する方向に繊維方向T2を向けてプリプレグシート8を積層するためのプリプレグ積層ヘッドを、被積層体Wの幅方向両外側にそれぞれ配設され、プリプレグシート8を被積層体W上に重ねるように案内する一対のガイドローラと、一対のガイドローラの間に繊維方向T2に進退自在に配設され、一対のガイドローラの間に案内されたプリプレグシート8を一面側から押圧して被積層体Wに貼り付けるための積層シュー31とを備えて構成する。そして、積層シュー31をプリプレグシート8の幅方向に分割して形成する。
(もっと読む)
強化繊維成形体及びその製造方法
【課題】強度・剛性が向上する等の強化繊維成形体を得る。
【解決手段】この発明の強化繊維成形体は、四角形状である基材5aは、各頂点からそれぞれ周方向に離れた切込み始点Aから内側に切込み終点Bまで切断されて形成された切込み部6a〜6dと、隣接した各切込み終点B同士を結ぶ第1の折線イと、各切込み終点Bから外側方向に延びた第2の折線ロを有し、基材5aは、第1の折線イで折曲されて底面部の構成要素である底面及び側面部の構成要素である側面となる本体部5a1と、第2の折線ロで折曲されて隣接した側面に重層して連結した重ね部5a2とから構成されている。
(もっと読む)
高周波誘導加熱ダブルスチールベルトプレス装置
熱可塑性プラスチック―連続繊維混成複合体製造装置に関し、より詳細には、誘導加熱方式でダブルスチールベルトを使用して急速加熱を可能にし、精密かつ均一な温度制御を可能にした高周波誘導加熱ダブルスチールベルトプレス装置に関して開示する。 (もっと読む)
真空RTM成形方法
【課題】真空RTM成形方法において、厚さが大きく樹脂含浸性が低いプリフォームを用いた場合にも、未硬化樹脂が効率的にプリフォームに供給されるとともにすみやかにプリフォーム内厚さ方向に含浸され、厚さの大きい繊維強化複合材料を未含浸なく短時間で成形すること。
【解決手段】真空RTM成形方法において、型の上に、複数の強化繊維基材を貫通する孔を有するプリフォームを配置し、その上に不透性材質からなり貫通孔を有する中間部材を、その孔位置をプリフォームの孔と略一致させて配置し、その上に樹脂拡散メディアを配置し、中間部材との間につくられる閉空間に前記樹脂メディアが配置されるようにバッグ材を配置した後に、前記閉空間の内部を減圧にするとともに、前記樹脂拡散メディアに樹脂を注入して、前記中間部材の孔を通してプリフォームに樹脂を含浸する。
(もっと読む)
積層体の製造方法
【課題】反りが少なく、透明性、樹脂基材と機能性層との密着性に優れ、また機能層によりそれぞれ優れた性能が得られ、さらに光学歪が少なく、表面欠陥が少なく外観に優れた積層体を製造する。
【解決手段】機能性層付き転写フィルムの前記機能性層が形成されていない面を型へ貼り合わせる第1の工程、前記フィルムが貼り合わされた型と他の型を、前記フィルム側が内側に位置するように向かい合わせて鋳型を作製する第2の工程、前記鋳型に樹脂原料を注入し注型重合を行う第3の工程、重合終了後、該重合により形成された樹脂基材上に、前記フィルムが積層された樹脂積層体を鋳型から剥離する第4の工程、及び、その後機能性層を樹脂基材側に残してフィルムを剥離する第5の工程、を含む積層体の製造方法。
(もっと読む)
ナーリング加工装置
【課題】フィルムロールの巻きずれ防止の精度向上が図れるナーリング加工装置を提供する。
【解決手段】第一のナーリングロール20と第二のナーリングロール30とで樹脂フィルム50を挟圧して樹脂フィルム50にナーリング加工を施すナーリング加工装置10であって、前記第一のナーリングロール20の外周面29に、頂部25が平面とされ、該平面が樹脂フィルム50を介して前記第二のナーリングロールの外周面39に当接する、周方向に延びる凸条24を突設し、前記第二のナーリングロール30の外周面39に、前記第一のナーリングロール20の凸条24間に形成される溝部26に樹脂フィルム50を押し込む、周方向に延びる凸条34を突設する。
(もっと読む)
光学シート、面光源装置、および、透過型表示装置
【課題】優れた光学的機能を発揮し得るとともに安定して製造され得る光学シートを提供する。
【解決手段】光学シート40は、シート状の本体部45と、本体部の一方の面46上に配列された複数の第1単位形状要素50と、本体部の一方の面上に配列され、本体部のシート面上の一方向と平行に延びる複数の第2単位形状要素55と、一つの第1単位形状要素および当該一つの第1単位形状要素に前記一方向から接続する一つの第2単位形状要素の接続箇所の少なくとも一部分を覆う接続部42と、を備える。複数の第1単位形状要素の各々は、複数の第2単位形状要素の各々および接続部よりも高い位置まで本体部の一方の面から突出している。
(もっと読む)
黒鉛含有成形体及びその製造方法
黒鉛含有成形体は、黒鉛粒子を少なくとも1種の固体添加剤と混合して、少なくとも1種の無機添加剤を含有する混合物にするか、無機添加剤と有機添加剤との混合物を含有する混合物にするか、又は10質量%を超える有機添加剤を含有する混合物にし、こうして得られた混合物を引き続き圧縮する方法により得られ、その際に、使用される少なくとも1種の添加剤が、ISO 13320により測定される1〜500μmの平均粒径(d50)を有する。 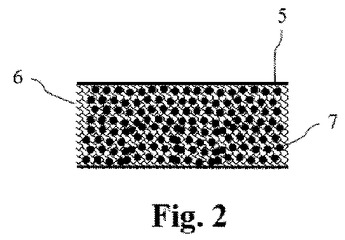 (もっと読む)
(もっと読む)
騒音低減性の押出コーティング組成物
基材を押出コーティングするための方法が提供される。本方法は、押出コーティング組成物を基材の表面に押出コーティングによって適用する工程を含む。これらの方法では、押出コーティング組成物は、ポリオレフィン及び無機粒子材料を含み、前記無機粒子材料は、2μm以下の平均粒径と、前記ポリオレフィン及び前記無機粒子材料の総重量に基づいて少なくとも20重量%の粒子負荷とを有する。 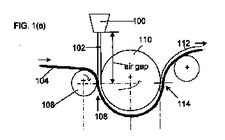 (もっと読む)
(もっと読む)
ゴムシートの成形装置及び成形方法
【課題】収縮が大きい材料であっても、圧延後のゴムシートの収縮を改善することのできるゴムシートの成形方法及び成形方法を提供する。
【解決手段】ゴムシートの成形装置は、未加硫ゴムを圧延してゴムシートsを形成するカレンダー装置1よりもゴムシートsの移動方向下流側に設けられた伸張装置4を備える。この伸張装置4は、ゴムシートsの移動方向と直交するゴムシートsの幅方向に、当該ゴムシートsの幅寸法を、元の寸法の110%以上に拡大させる装置である。
(もっと読む)
炭素長繊維強化ポリアミド複合材料
【課題】平衡吸湿下でも高い剛性を有し、成形上がりで表層結晶化が進行し、生産性の高い、耐熱変形性を有する構造材用ポリアミド複合材料を提供する。
【解決手段】平均30mm以上の炭素長繊維(A)100質量部に対して、ヘキサメチレンテレフタルアミド共重合体(B)30〜250質量部、タルク、クレイ、周期表第1a属金属含有の有機化合物から選ばれた一種以上の結晶核剤(C)0.01〜10質量部を含有することを特徴とする炭素長繊維強化ポリアミド複合材料である。
(もっと読む)
検査方法、複合材部品の製造方法、検査装置、及び複合材部品製造装置
【課題】本発明の目的は、繊維強化プラスチックテープ間の隙間量が精度よく測定される検査方法、複合材部品の製造方法、検査装置、及び複合材部品製造装置を提供することである。
【解決手段】検査方法は、積層ヘッド23が移動しながら繊維強化プラスチックテープ70を貼り付ける貼り付け中に積層ヘッド23に取り付けられた撮影ユニット31が画像を撮影すること、繊維強化プラスチックテープ70の貼り付け中における積層ヘッド23の移動変位の撮影ユニット31の光軸方向の移動変位第1成分と、移動変位の光軸方向に垂直な面内の移動変位第2成分と、画像とに基づいて、繊維強化プラスチックテープ70と他の繊維強化プラスチックテープの間の隙間量を算出すること、を具備する。
(もっと読む)
複合材部品製造方法、複合材部品製造装置及び検査装置
【課題】本発明の目的は、適切に貼り付けられた繊維強化プラスチックテープの貼り付け状態を誤って不適切と判定することを防止することである。
【解決手段】複合材部品製造方法は、繊維強化プラスチックテープを積層する過程を有する。複合材部品製造方法は、繊維強化プラスチックテープの積層中に、繊維強化プラスチックテープ70の貼り始め部位V1から貼り終り部位Vnまでの複数部位V1〜Vnにおいてテープ70の貼り付け状態を判定することを具備する。複数部位V1〜Vnの第1部位においてテープ70が他の繊維強化プラスチックテープと重なっていると判定され、且つ、複数部位V1〜Vnの第2部位においてテープ70と他の繊維強化プラスチックテープとの間に隙間があると判定された場合に積層が停止される。複数部位V1〜Vnの全てにおいてテープ70が他の繊維強化プラスチックテープと重なっていると判定された場合に積層が継続される。
(もっと読む)
61 - 80 / 555
[ Back to top ]