
Fターム[4F204AG01]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 一般形状、構造物品(用途物品優先) (4,801) | 板状体(←シート、フィルム) (726)
Fターム[4F204AG01]の下位に属するFターム
厚板 (171)
Fターム[4F204AG01]に分類される特許
41 - 60 / 555
繊維強化複合成形体及びその製造方法
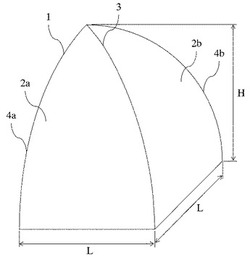
【課題】強度、剛性が向上した繊維強化複合成形体を得る。
【解決手段】この発明の繊維強化複合成形体は、第1の成形体曲面2a、第2の成形体曲面2b、第1の成形体曲面2aと第2の成形体曲面2bとを連結する連結線部3、第1の成形体曲面2aの連結線部3と対向する部位である第1の成形体辺部4a及び第2の成形体曲面2bの連結線部3と対向する部位である第2の成形体辺部4bを有しており、繊維強化複合成形体の基材である強化繊維クロスは、連結線部3を介して連続的に設けられている。
(もっと読む)
高分子ナノ配向結晶体材料の二次成型方法

【課題】本発明は、高分子ナノ配向結晶体材料(NOC材料)の二次成型方法を提供する。
【解決手段】本発明にかかるNOC材料の二次成型方法は、高分子ナノ配向結晶体材料を加熱してモバイル相または高密度絡み合いネットワーク構造を有する融液にする加熱工程;前記加熱工程によってモバイル相または高密度絡み合いネットワーク構造を有する融液になった高分子ナノ配向結晶体材料を成型する成型工程;および前記成型工程後の高分子ナノ配向結晶体材料をオーダー相に相転移するまで冷却する冷却工程;を含む。
(もっと読む)
熱伝導シートおよびその製造方法
【課題】柔軟性を有し、かつ、高い熱伝導率を有する熱伝導シートおよびその製造方法を提供すること。
【解決手段】塩素化ポリエチレン100質量部に対し、平均粒径15〜600μmのグラファイトを400〜730質量部配合した組成物を圧延ロール成形した、厚さ0.1〜2.0mmの熱伝導シートによる。該熱伝導シートは、上記組成物を混練した後、厚さ0.1〜2.0mmに圧延ロール成形される。また、前記製造方法で厚さ0.1〜0.5mmに成形した薄層シートを複数枚重ねて熱プレス成形または圧延ロール成形して、厚さ0.5〜2.0mmのシートとしてもよい。
(もっと読む)
成形体の構造制御方法
【課題】光重合性組成物からなる薄板状のマトリックスと、該マトリックス中に配設され該マトリックスと屈折率が異なる複数の柱状構造体とを備えた成形体において、複数の柱状構造体の配列ピッチが制御された成形体を容易且つ簡便な方法で提供する。
【解決手段】光重合性組成物10を薄板状に配置し、該光重合性組成物10に平行光22を照射することにより該光重合性組成物10を重合する成形体の製造方法において、(a)光重合性組成物10に含まれる多官能モノマーの分子量、(b)光重合性組成物10に含まれる開始剤の種類、及び(c)光重合に用いる光の波長、の少なくとも一つを変更することにより、柱状構造体の配列ピッチを制御する。
(もっと読む)
吸収性物品に係るプレス装置、及びプレス方法
【課題】ロールの外周面への接着剤の付着や同外周面への繊維状連続シートの貼り付きを軽減する。
【解決手段】互いの外周面を対向させて駆動回転する一対のロールを具備し、前記一対のロール同士の間のロール間隙に、熱可塑性接着剤を介して重合物が重ね合わされた状態の繊維状連続シートをその連続方向に沿って通す際に、前記外周面によって前記重合物と前記繊維状連続シートとを一体に挟圧するプレス装置である。前記一対のロールのうちで少なくとも前記繊維状連続シートの側に位置するロールを加熱する加熱機構を有する。前記加熱機構によって、前記ロールの外周面の温度が70℃〜120℃の範囲に収まるように前記ロールが加熱される。
(もっと読む)
フォトニック結晶構造を有する高分子膜の製造方法
【課題】コレステリック液晶を含まずにフォトニック結晶構造を有する高分子膜を形成することができ、さらに、生じた高分子膜がいかなる液晶または液体も含まずに、ブラッグ反射特性を有して、大幅な製造コストダウンを図り、その応用性を拡大する高分子膜の製造方法を提供する。
【解決手段】混合ステップS01、照光ステップS02、拡散ステップS03、液晶除去ステップS04の工程を備える製造方法。混合ステップでは、非対称性液晶、光学活性添加剤、モノマー及び光開始剤を混合して、液晶モノマー混合物を製成することで、液晶モノマー混合物が透光容器に充填される。照光ステップでは、マスクによって、液晶モノマー混合物に対して照光する。拡散ステップでは、液晶モノマー混合物のうちの一照光領域の周囲のモノマーを照光領域に拡散させる。液晶除去ステップでは、非対称性液晶を除去して、高分子膜を形成させる。
(もっと読む)
ポリテトラフルオロエチレン延伸フィルムの製造方法およびポリテトラフルオロエチレン延伸フィルム
【課題】より高い引張破断強度を有するPTFE延伸フィルムの製造方法、および該製造方法により得られるPTFE延伸フィルムの提供を目的とする。
【解決手段】数平均分子量5×106以上のポリテトラフルオロエチレン(A)のエマルションと、数平均分子量1×106〜4×106のポリテトラフルオロエチレン(B)のエマルションとを、ポリテトラフルオロエチレン(A)とポリテトラフルオロエチレン(B)の固形分比(A/B)が99/1〜10/90となるように混合して得られた樹脂組成物を、減圧雰囲気下、溶融状態で圧縮成形してフィルムを得て、該フィルムを溶融延伸する、PTFE延伸フィルムの製造方法。また、該製造方法により製造したPTFE延伸フィルム。
(もっと読む)
加飾シートの製造方法及び樹脂成形品の製造方法
【課題】ドクターブレードを使用して、複数の色調を有し、高級感の高い柄模様等を有するSMC成形等に適用される加飾シートの製造方法を実現する。
【解決手段】上フィルム3の搬送路に沿って、加飾層用樹脂4を一定量供給するためのドクターブレードを複数備え、そのうちの上流側のドクターブレード6の先端部に切り欠き8が形成されて櫛状になっており、この切り欠き8の高さは、下流側のドクターブレード7と上フィルム1の間隙9よりも小さく、上流側で上フィルムの表面に帯状の模様用の加飾層用樹脂10を塗布し、下流側で地となるベース用の加飾層用樹脂11を塗布し、一対の含浸ローラ2で下フィルム1とともに加圧して、加飾シート5を製造する。
(もっと読む)
ゴムシートの製造ラインおよび製造方法
【課題】設備の大型化を伴わずにシートの厚みのバラツキを抑制することができるゴムシートの製造ラインおよび製造方法を提供する。
【解決手段】第1カレンダーロール1と、第1カレンダーロール1との協働によりゴム材料5からゴムシート6aを連続的に圧延成形する第2カレンダーロール2と、第3カレンダーロール3と、正回り方向へ回転し、第3カレンダーロール3との協働によってゴム材料5からゴムシート6bを連続的に圧延成形する第4カレンダーロール4と、を備え、一対のゴムシート6a、6bを重合した状態の下で、第2カレンダーロールと第4カレンダーロールとの協働によってゴムシート6を圧延成形できる様に構成され、得られたゴムシート6の両側部を裁断するゴムシートの製造ラインである。ゴム材料5を一対のカレンダーロールの両側の2ヶ所の供給部に連続的に供給でき、かつ、2ヶ所の投入部間の距離aが、ゴムシートの幅bよりも大きい。
(もっと読む)
繊維強化樹脂成形品及び賦形成形方法
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる繊維強化樹脂成形品及び賦形成形方法を提供する。
【解決手段】繊維強化樹脂成形品100は、複数本の強化繊維束を含む織物基材3の少なくとも一方の表面に熱可塑性樹脂を主成分とする樹脂材料4が付着された成形原反材1を裁断し積層した一対の積層成形材5によって熱可塑性樹脂を主成分とする成形材4aを狭持し芯材として積層してなる。この様に積層成形材5と熱可塑性樹脂を主成分とする成形材4aとを積層することによって曲げ強度を向上し、軽く高強度の成形品を得ることができる。また織物基材3に要するコストを低減できる。
(もっと読む)
不織布ウェブからフィルムを作製する方法
不織布ウェブをフィルムに変換する工程により、不織布ウェブからフィルムを作製する方法、及びこれから作製される単位容量製品が提供される。 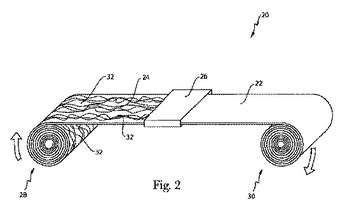 (もっと読む)
(もっと読む)
賦形成形方法及び繊維強化樹脂成形品
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法及び繊維強化樹脂成形品を提供する。
【解決手段】成形原反材1を積層し、予備積層成形型で予備圧縮成形した積層成形材5を予備加熱型6で近赤外線放射装置7によって近赤外線で予備加熱型6内の熱盤8上に載置された積層成形材5を予熱し、一方3次元形状を有し、加圧方向を軸とする周回方向に上型方向と下型方向とに交互に押し切り面を設けた賦形型である成形型9を予熱して成形原反材1の溶融温度に昇温する。次に積層成形材5を予熱された成形型9に収納し、成形型9によって積層成形材5を圧縮する。これによって織物基材3に付着している樹脂材料4を軟化して積層成形材5の層間を接着し、形状を保持させる。その後成形型9を固化温度に急冷して型を開き離型する各工程によって成形原反材1を積層して3次元形状に賦形する。
(もっと読む)
透明樹脂板の連続的製造方法
【課題】外観が良好であり、安全な透明樹脂板の連続的製造方法を提供する。
【解決手段】移送される帯状体にメチルメタクリレートを30質量%以上含有する重合性液体を供給し、前記帯状体上に展延した前記重合性液体の上に活性エネルギー線透過性フィルムを繰り出しながら被せ、前記フィルムの上から照射強度1mW/cm2〜30mW/cm2の活性エネルギー線を照射して前記重合性液体を硬化させる透明樹脂板の連続的製造方法であって、
前記重合性液体の帯状体への供給部、および活性エネルギー線透過性フィルム繰り出し部を非密閉型クリーンブース内に配設し、前記クリーンブース上方からクリーンブース内へクリーンエアを、特定の換気回数となるように供給し、かつ排気風量に対する供給風量の比Xが特定範囲となるように供給する透明樹脂板の連続的製造方法。
(もっと読む)
未加硫ゴムの圧延装置
【課題】カレンダーロールへのゴムシートのゴム焼けや密着を有効に低減させることができる未加硫ゴムの圧延装置を提供する。
【解決手段】三本以上のカレンダーロールで、未加硫ゴムの連続圧延し、各カレンダーロールの温度をそれぞれ独立に調整して、最終のカレンダーロール4を最も高温とし、中間のカレンダーロール3を最も低温としてなることを特徴とする。
(もっと読む)
多層銅張積層板の製造方法
【課題】多層銅張積層板の反りを抑制することが可能であり、寸法収縮を均一に収縮させ寸法精度のばらつきを抑制し、更に多層銅張積層板の変形(歪み)を抑制することが可能である多層銅張積層板の製造方法を提供する。
【解決手段】予め回路形成された内層回路板と、外層板又は銅箔と、プリプレグとからなる多層銅張積層板の製造方法において、予め回路形成された内層回路板と、外層板又は銅箔とをプリプレグを介して重ねて積層体とする工程、前記積層体と、金属板とを、プレス段内の許容範囲の高さまで交互に積載する工程、前記積層体をプレスにて加熱加圧して多層化接着し多層銅張積層板とする工程、加熱加圧直後プレス段内から前記多層銅張積層板と金属板とが交互に積載された形態で抜取りし放置冷却する工程を有する多層銅張積層板の製造方法。
(もっと読む)
テスト用カレンダ装置
【課題】新たな樹脂材料を用いて新しいフィルム製品を開発するための複数のテストを、小量の試験材料で、個別に実施することができるテスト用カレンダ装置を提供する。
【解決手段】2ロールモジュール12、本体モジュール14、及びテイクオフモジュール16を備える。2ロールモジュール12は、本体モジュール14の上面に直接かつ着脱可能に固定され、テイクオフモジュール16は、本体モジュール14の後方側面に直接かつ着脱可能に固定されている。さらに、ベースモジュール18、冷却モジュール20、及びワインダモジュール22を備える。冷却モジュール20とワインダモジュール22は、ベースモジュール18の上面に共通レール18aに沿って移動可能かつ着脱可能に固定されている。
(もっと読む)
電子写真装置用ブレード部材製造方法及び製造装置
【課題】硬化時間の速いポリウレタン組成物を用い高品質な電子写真装置用ブレード部材を連続的に成型する製造方法及び製造装置を提供する。
【解決手段】外周面に連続した成型用溝を形成した成型ドラムとエンドレスベルトを用いる電子写真装置用ブレード部材製造方法において、電子写真装置用ブレード部材が粘度が500〜3000mPa・sであるA)〜D)を含むポリウレタン組成物を硬化したポリウレタン樹脂であり、組成物の注入点は成型ドラムとエンドレスベルトが初めに接触する部分からエンドレスベルトの移動方向に対して上流側のエンドレスベルト上の成型用溝に対向する位置にある方法。A)ポリイソシアネートB)数平均分子量が1000〜4000のアジペート系ポリエステルポリオールC)分子量200以下の鎖延長剤D)イソシアヌレート化触媒20〜500ppm、ウレタン化触媒200〜1500ppm。
(もっと読む)
カレンダ装置
【課題】カレンダ装置の全長を抑える。
【解決手段】カレンダ装置10は、樹脂材料を練って押し出す押出ユニット3と、押し出された樹脂材料を加圧する第1のロールユニット5と、第1のロールユニット5からの樹脂材料を圧延する第2のロールユニット7と、第2のロールユニット7で圧延された樹脂材料を巻き取る巻取ロール11とを備える。第2のロールユニット7が第1のロールユニット5よりも前方側に位置する。
(もっと読む)
誘導加熱式ロール装置
【課題】樹脂材料を圧延しながらまたは練りながら当該樹脂材料を加熱する場合に、ロールの温度を設定温度まで短時間で上昇させることができるとともに、設定温度まで上昇した後に、ロールの温度を上限温度以下に抑えることもできる装置を提供する。
【解決手段】樹脂材料を間に挟むことで、当該樹脂材料を圧延しまたは練る第1および第2の樹脂加工体を備える。第1および第2の樹脂加工体の少なくとも一方は、ロール5aである。ロール5aの内部に設けられた誘導加熱コイル25と、ロール5aの内部に形成された冷媒流路37に、冷媒を供給する冷媒供給装置27と、をさらに備える。誘導加熱コイル25は、ロール5aを誘導加熱し、冷媒供給装置27は、冷媒流路37に冷媒を供給することで、加熱されたロール5aを冷却する。
(もっと読む)
装飾用フィルムの製造方法
【課題】ポリオレフィン系樹脂組成物を用いたカレンダー成形法による装飾用フィルムの製造方法であり、漆黒性を有するとともに、PVCを用いた場合のような良好な品質を有するフィルムを得ることが可能な製法を提供する。
【解決手段】カーボンブラックを含有するポリオレフィン系樹脂組成物を調製する工程と、ポリオレフィン系樹脂組成物をカレンダーロール加工する工程とを有し、ポリオレフィン系樹脂組成物を調製する工程は、ポリオレフィン系樹脂組成物の温度がカレンダーロール加工時の温度より高温で、かつ、ポリオレフィン系樹脂組成物の分解温度未満となる条件下で原料混合物を溶融混練することにより行い、ポリオレフィン系樹脂組成物をカレンダーロール加工する工程は、カレンダーロール設備温度が160〜190℃、カレンダーロール上のポリオレフィン系樹脂組成物の温度が160〜190℃の条件下で行う、単層構造の装飾用フィルムの製造方法。
(もっと読む)
41 - 60 / 555
[ Back to top ]