
Fターム[4F204AH17]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 車両(←軽車両)部材 (961)
Fターム[4F204AH17]の下位に属するFターム
車体(←ボディ、ドア) (64)
ステアリングホイール (6)
タイヤ (34)
タイヤチェーン、無限軌条
ウエザーストリップ、モール(←トリム) (21)
バンパ (9)
パネル(←コンソールボックス) (82)
車両用内装材、クッション(←座席) (396)
ヘッドレスト (33)
Fターム[4F204AH17]に分類される特許
301 - 316 / 316
吸収体システムの直接発泡裏打ち方法
本発明は、特に自動車エンジンルームに用いられる、優れた熱安定性と騒音減少効果を有する質量吸収体システムや遮音体の製造方法に関するものである。片面あるいは両面にカバー層(3)を有する発泡体層(2)あるいはフリース層(4)よりなる吸収体システムを直接裏打ち発泡する方法を開示する。本方法は、ごく低密度の吸収体の質量体側に泡不透過カバー層(3)を備え、該吸収体は該発泡型に配置され、そして該発泡工程を始動させる前に閉じられた発泡型内の該質量体と反対側から該吸収体中に一定圧を生じせしめることを特徴とする。 (もっと読む)
自動車用整流板

ブロー成型体の中子に補強繊維を巻き付けてRTM成形し、連続した強化繊維の中空構造からなるFRPにより車幅方向に横長な水平翼を成形し、従来に比べて軽量で、走行性能を向上した自動車用整流板を提供する。
【課題】
そこで本発明の課題は、従来の製法で問題としてきた整流板の重量に対して、水平翼を中空構成とすることにより従来の整流板に対して軽量化し、さらに単に中空構造を実現するだけではなく芯材が無くても強度の低下をできるだけ抑えて、自動車の操縦性能の向上を提供することにある。
【解決手段】
車幅方向に横長な水平翼が継ぎ目のない繊維強化樹脂の中空構造からなる自動車整流板。
(もっと読む)
耐弾性成形品の製造方法
本発明は、各単層が一方向に配向した強化用繊維と、30質量%以下のプラスチックマトリックス材料とを含み、この強化用繊維が高延伸ポリエチレン繊維であり、各単層における繊維の方向を隣接する単層内の繊維の方向に対して回転させて単層の積層体を形成し、次いで25MPaを超える圧力と125℃から150℃の温度で前記積層体を圧縮する耐弾性成形品の製造方法において、前記プラスチックマトリックス材料の100%弾性率が少なくとも3MPaである方法に関する。 (もっと読む)
ハロゲンフリーポリマー組成物およびそれらの製造方法
ハロゲンフリー高分子材料、ハロゲンフリー難燃剤およびカップリング剤を有する組成物が提供される。テープを製造する方法であって、前述した組成物を裏地に成形する工程と、前記テープを形成するために前記裏地の表面に接着剤を被着させる工程とを含む方法も提供される。UL510(第7版)を用いてテープを試験する時、テープは、少なくとも約60%の破断点伸び、少なくとも10.34Mpa(1500psi)の破断点引張強度、少なくとも1,000V/テープ厚さミルの絶縁耐力、少なくとも約0.175N/mmの平均接着強度ならびに23.0℃の温度および96%の相対湿度により空気中で96時間にわたりテープを調節した後に元の平均絶縁耐力の少なくとも90%の保持率の物理的特性の少なくとも1つを有する。  (もっと読む)
(もっと読む)
繊維強化樹脂構造体の製造方法、繊維強化樹脂構造体、及び複合基材

【課題】 強度が高くかつ低コストな繊維強化樹脂構造体の製造方法、繊維強化樹脂構造体、及びこれらに用いる複合基材を提供する。
【解決手段】 本発明に係る繊維強化樹脂構造体の製造方法は、複合基材100を成形型内に配置する工程と、成形型内に未硬化の樹脂を供給する工程と、未硬化の樹脂を硬化させる工程と、を含み、複合基材100は、繊維基材20、繊維基材20上に互いに平行に配置された複数の繊維束50A、及び縫い糸70を備え、縫い糸70は繊維基材20と複数の繊維束50Aとを縫い合わせている。
(もっと読む)
3次元発泡解析方法、それを用いた製品設計支援方法及びそれらを記録した記録媒体
【課題】発泡流路構造の適正化および発泡材料注入量の適正化を図るための発泡流動挙動を解析できる計算方法、計算プログラムを開発する。
【解決手段】密度を、流体が注入口を通過してからの経過時間項および肉厚項を含む関数として入力して、ある時間において計算された密度を連続の式および運動方程式に代入することにより流動速度および圧力を求める。ここで、粘度は時間項を含む関数とする。このとき、計算の収束を判定し、収束しない場合は、境界条件および成形条件を修正する。また、計算が収束した場合には、密度および圧力分布の判定を行い、密度および圧力分布が設計許容範囲からはずれる場合には、モデル形状、物性値または成形条件を修正する計算手法を用いた解析プログラムによって、発泡流路構造の適正化および発泡材料注入量の適正化を図る。
(もっと読む)
ポリウレタン成形品の製造方法
【課題】 本発明は、良好なエッジ鮮鋭度を有する立体PU物品を簡単に製造することを可能とする方法を提供することを課題とする。
【解決手段】 本発明は、強化用繊維層又は強化用繊維マットに付与されるポリウレタン-成形用混合物がガス及び気泡安定剤を含む、ポリウレタン成形品の製造方法に関する。これらの成形品は、自動車及び建築用途、並びに家具用途において有用である。
(もっと読む)
改良コア材料
本発明は、密閉金型システム、ハンドレイアップ適用および/またはスプレーアップ適用での使用に適する、好ましくは、1バールの圧力において30%より大きい圧縮抵抗性を有する、ドレープ可能なコア材料であって、ウェブ内にフォーム構造を含有する少なくとも一つの繊維質ウェブを基材としており、前記フォーム構造が多数の部材から形成されており、それら部材は樹脂に対して透過性である流路によって相互に分離されている、前記コア材料に関する。さらに、本発明はかかるコア材料を含む積層物、コア材料の製造方法、およびかかる積層物の製造方法に関する。  (もっと読む)
(もっと読む)
高分子複合体の形成もしくは硬化方法
本発明によれば、加熱された蒸気の存在下、高分子複合体を形成もしくは硬化させる工程を含む、高分子複合体の形成もしくは硬化方法が提供される。 (もっと読む)
パネルアセンブリ及びその製造方法
パネルアセンブリは、パネル(2)と、パネル(2)に接着され且つその周囲の少なくとも一部分に沿って延びるガスケット(1)とを含む。パネルアセンブリを生成するために、硬化性組成物をモールド表面(6)及びその上に位置するパネル(2)の上に直接又は間接的に付加する。硬化性組成物は、それをモールド表面(6)上に付加するとき、押出し材料の動粘性係数よりも低い動粘性係数を有する。硬化性組成物に高い圧力を加える必要なしに、より良好な表面品質を達成できる。公知のRIM法とは対照的に、硬化性組成物は、密閉モールド内に射出されず、パネル(2)の周囲の少なくとも上述した部分に沿って移動するアプリケータ装置によって開放型モールド(8)のモールド表面(6)上に付加される。より安価なモールド、軟らかい弾性材料で作られたモールド(8)を用いることができる。  (もっと読む)
(もっと読む)
繊維強化されたプラスチックプレートの連続生産方法
第1のウェブ形状の繊維組織体(2)が繊維敷設装置に案内され、一つ又はいくつかの追加のウェブ形状の繊維組織体(7a、7b、7c)が繊維案内装置(3a、3b、3c)によって第1の繊維組織体上に直線状に並んで配置される。繊維案内装置(3a、3b、3c)の上流側又は下流側に組込まれた一つ又はいくつかの母材案内装置(7a、7b、7c)は、PBTの環状オリゴマーのような反応性出発物質等の母材出発物質を繊維組織体の複数の遊離層に案内するために使用される。母材出発物質からなる中間層によって、一回又は複数回にわたって被覆された複数層繊維ウェブ(6)は、連続プレス装置(12)に案内され、母材出発物質は低粘度の液体に変成される。複数層の繊維ウェブを加圧し、PBTからなるプラスチックプレート素材を生産することができる。  (もっと読む)
(もっと読む)
カレンダー加工された巻き線箔
ポリオレフィンのメルトフローインデックスが5g/10分未満、好ましくは1g/10分未満、特に0.7g/10分未満であることを特徴とする、ハロゲンを含まないカレンダー加工された、特に難燃性のポリオレフィン巻き線箔。 (もっと読む)
金型内で予備成形体を形成するための装置および方法
繊維予備成形体を形成する装置および方法は成形支持面上に繊維および結合材を分散し、それにより、材料が調整された後に成形支持面に対して塗布され、この成形支持面において複合材料が凝固する。繊維等の補強材料が熱可塑性材料または熱硬化性材料等の結合材と混合され、それにより、材料同士が付着する。その後、制御された所定の重量割合で粘着性混合物が支持面上に分散され、この支持面において、混合物が支持面に付着して冷却し凝固する。堆積された混合物は、繊維間に隙間を有するオープンマットになることができる。また、堆積された混合物は、完全に凝固する前に、最終的な所望の形状へと更に成形することができる。この方法によれば、溶媒の必要性およびそれに伴う問題が排除される。プロセスは、補強材料を所定位置に保持するための真空システムまたはプレナムシステムを必要としない。予備成形体は、部位や非対称形状を含む任意の形状に形成することができ、また、コンポジット成形品へと処理される間において金型内に残存することができる。 (もっと読む)
強化要素を備えるガラスユニット
本発明は、プラスチック材料製の周囲フレームまたは周囲要素がオーバーモールドされた板ガラス要素(10)を備える、ガラス取り付けに関する。上記フレームまたは周囲要素は、板ガラス要素のための少なくとも一つの強化要素(13’、14’、15、16、17、18’、19’、19”、20)を備え、この強化要素は、オーバーモールドプラスチック材料(9)によって上記フレームまたは周囲要素に接続され、または板ガラス要素(10)の近傍で平行またはほぼ平行な方向に配置されたコア部分(11)を備える輪郭によって形成され、板ガラス要素に対して遠位側の少なくとも一つの突出部分(12)を備える。上記発明は、上記突出部が、上記板ガラス要素の方向に開いているポケットを形成していないことを特徴とする。 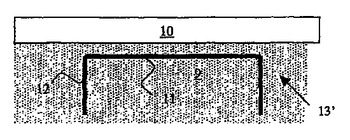 (もっと読む)
(もっと読む)
フォーム積層体製品及びその製造方法
一対の対向する主表面及び各主表面に対し確保されたカバー層を包含する積層体製品が記載されている。カバー層は本質的にファイバーグラスを含まず、内に配置した複数の多孔性材料層を有する重合体基質を包含する。積層体製品における強化材料としてファイバーグラス(及びASTMD5034に従って測定したときに約0.5GPa以上の引張りモジュラスを有する他のシート材料)の使用はファイバーグラスの代りに多孔性材料層を用いることによって避けることができる。本発明の好ましい態様では、多孔性材料層はファイバーグラスマットより小さい引張りモジュラスを有するが極めて高い強度特性を有するフォーム積層体製品を製造するために用い得る。 (もっと読む)
リング状摩擦材の製造方法
【課題】 弾性体であり非圧縮体のゴムやプラスチックを加圧媒体として用い、圧力を上下や円周方向に、擬等方向的にかけて円筒状金属内面に摩擦材料を固着させる。
【解決手段】 下記の工程を備えたリング状摩擦材の製造方法であり、金型(1)内に金属リング(4)をセットし、前記金属リング(4)の内側には加圧媒体(6)をセットし、前記金属リング(4)と前記加圧媒体(6)の隙間に熱硬化性樹脂を含む摩擦材原料(5)を充填し、前記金属リング(4)と前記摩擦材原料(5)を押さえリング(3)で押さえ、加圧パンチ(7)で前記加圧媒体(6)を加圧して、圧力を等方的に発生させることにより前記摩擦材原料(5)を圧縮成形して前記金属リング(4)に固着させて一体とし、一体とした前記摩擦材原料(5)及び前記金属リング(4)を加熱して前記熱硬化性樹脂を硬化させる。
(もっと読む)
301 - 316 / 316
[ Back to top ]