
Fターム[4F204AH17]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 車両(←軽車両)部材 (961)
Fターム[4F204AH17]の下位に属するFターム
車体(←ボディ、ドア) (64)
ステアリングホイール (6)
タイヤ (34)
タイヤチェーン、無限軌条
ウエザーストリップ、モール(←トリム) (21)
バンパ (9)
パネル(←コンソールボックス) (82)
車両用内装材、クッション(←座席) (396)
ヘッドレスト (33)
Fターム[4F204AH17]に分類される特許
201 - 220 / 316
複合材料製構造部材の成形方法および複合材料製構造部材
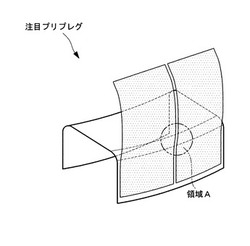
【課題】繊維しわを低減させることにより、良質な成形品の製造を可能とすること。
【解決手段】成形型にプリプレグ積層品を押圧する際に、繊維配向の異なる複数のプリプレグを平板状に積層することにより、成形型用のプリプレグ積層品を作製する作製過程と、作製過程にて作製された成形型用のプリプレグ積層品を成形型に押圧する押圧過程とを有し、作製過程では、繊維配向がしわ発生方向と一致または近似する注目プリプレグにおいては、しわ発生部位またはその近傍でしわ発生を抑制するのに有効な方向に沿って分割し、分割後のプリプレグを用いてプリプレグ積層品を作製する。
(もっと読む)
強化繊維基材積層体およびその製造方法

【課題】取り扱い性が良好で、3次元形状にも優れた賦形性を有するプリフォーム用基材を提供することを目的とする。
【解決手段】
本発明の強化繊維基材積層体は強化繊維基材が複数枚積層してなる平面状の強化繊維基材積層体であって、該強化繊維基材の積層層間の、全面にわたって接合部が分布しており、かつ、前記積層層間が、接合力が500〜1000N/m2である高接合領域と、前記高接合領域より接合部の分布する密度が低い低接合領域から形成されることを特徴とする強化繊維基材積層体に関するものである。
(もっと読む)
繊維強化樹脂の製造方法
【課題】RTM成形(Resin Transfer Molding)において表層に発生していたピンホールを減少させ、後工程の塗装工程等に必要な補修工程を低減し、生産性を向上させる方法を提供する。
【解決手段】型のキャビティ1内に少なくとも強化繊維基材3を配置し、キャビティ内に樹脂を注入し硬化させる繊維強化樹脂の製造方法であって、強化繊維基材の少なくとも片面に、表層形成用基材4a,4bと、該表層形成用基材と強化繊維基材との間に位置し表層形成用基材との含浸係数比率が1.5〜10である樹脂拡散媒体5a,5bとを、カバーファクターが90%〜100%である少なくとも1枚の織物からなる中間層を介して配置することを特徴とする繊維強化樹脂の製造方法。
(もっと読む)
繊維強化複合材
【課題】低コストで製造することのできる繊維強化複合材を提供する。
【解決手段】連続繊維が一方向に配列されて形成されたx糸層4とy糸層5は、交互に複数層積層されて2軸配向の積層繊維群6を形成している。繊維構造体1は、厚さ方向糸7と抜け止め糸8によって結合された積層繊維群6の連続繊維が切断されていない非切断領域2と、連続繊維が切断されている切断領域3とを備えている。切断領域3は製品形状に成形する際に変形が必要な部分に設けられている。また、繊維構造体1の両端部は非切断領域2となっている。切断領域3は、前記各糸の一部が切断されている為、拘束力が弱く変形しやすい。従って、連続繊維の三次元繊維構造体を強化材としても成形の際の変形が容易である。
(もっと読む)
複合材成形体及びその製造方法
【課題】樹脂をマトリックスとした複合材部品において、ボルト締結で他の部品と接合した際に、軸力の低下を抑制することができるとともに生産性良く製造することができる複合材成形体を提供する。
【解決手段】複合材成形体11は、強化繊維12及びマトリックス樹脂からなり、一部に孔13が形成されている。孔13の周囲部分11aは、繊維体積率Vfが他の部分11bより高く形成されている。孔13の周囲部分11aは、単位体積当たりの樹脂量が減少して繊維体積率Vfが他の部分11bより高く形成されている。複合材成形体11の孔13が形成されている部分は、片面が凹部14となっている。
(もっと読む)
サンドイッチ積層板の製造方法
【課題】樹脂トランスファー成形法を用いたサンドイッチ積層板の製造方法において、繊維強化材に対する樹脂の含浸性を良くし、ボイドの少ないサンドイッチ積層板を製造する方法を提供すること。
【解決手段】繊維強化材、発泡コア、繊維強化材の順に積層されたサンドイッチ積層板の製造方法において、発泡コアとして、その両面に樹脂注入路と樹脂排出路を交互に且つ互いに実質的に平行に設けたものを用い、熱硬化性樹脂を、樹脂注入路から注入し樹脂排出路から排出することにより、繊維強化材に含浸せしめることを特徴とする方法。
(もっと読む)
プリプレグ積層体及び繊維強化プラスチック
【課題】
良好な流動性、複雑形状追従性を有し、繊維強化プラスチックとした場合、優れた力学物性、その低バラツキ性、優れた寸法安定性を発現するプリプレグ基材の積層体、ならびに該プリプレグ積層体を加熱硬化した繊維強化プラスチックを提供する。
【解決手段】
本発明のプリプレグ積層体1は、一方向に引き揃えられた炭素繊維7と、熱硬化性樹脂とで構成されたプリプレグ基材において、このプリプレグ基材を、炭素繊維を横切る方向に断続的な有限長の切り込み6a、6bからなる列が複数列設けられたプリプレグ基材2a〜2dの積層体2と、積層体の少なくとも最表層の片側に一方向に引き揃えられた炭素繊維や炭素繊維の織物からなる連続する炭素繊維のみを強化繊維とするプリプレグ基材3、4とで構成したことを特徴とする。
また、本発明の繊維強化プラスチックは、かかるプリプレグ積層体1を加熱、硬化せしめて成形したものである。
(もっと読む)
ランフラットタイヤ支持体及びその製造方法
【課題】耐へたり性及び衝撃吸収性が改善されたランフラットタイヤ支持体並びにその製造方法を提供する。
【解決手段】外周部14、リムと接する内周面を有する内周部12、及び外周部14と内周部12を接続するリブ部16、20とからなり、弾性体にて形成されており、弾性体はポリエーテルグリコールと芳香族ジイソシアネートとからなるイソシアネートプレポリマーと硬化剤とを反応硬化させたポリウレタン弾性体であり、硬化剤は芳香族ジアミンと3官能架橋剤とからなるランフラットタイヤ支持体とする。
(もっと読む)
繊維強化樹脂成形品の真空注入成形方法
【課題】 強化繊維基材層、および注入樹脂の拡散を促進させるための樹脂拡散ネットの最適な配置方法を確立し、注入樹脂の未含浸部位の発生を容易に抑えられるようにする。
【解決手段】 成形型1上に強化繊維基材層2を形成し、注入樹脂の拡散を促進する樹脂拡散ネット3を強化繊維基材層2の上層に敷設して、これらの強化繊維基材層2および樹脂拡散ネット3をバッグフィルム5によって成形型上に気密に被覆して成形部を形成する。さらに、この成形部内を真空減圧する減圧源6および成形部内に樹脂注入する注入管4を一定方向に配設する。ここで、樹脂拡散ネット4は、強化繊維基材層2の大きさよりも所定寸法小さい大きさで構成されており、強化繊維基材層2の辺縁部より内側に均等に配設される。そして、真空吸引による減圧環境下で樹脂注入を行い、強化繊維基材層2に注入樹脂を含浸させて繊維強化樹脂成形品を得る。
(もっと読む)
開口部を有する繊維強化プラスチックパネルの製造方法
【課題】開口部を有するFRPパネルの製造方法において、コア材の環境要因による劣化を防ぐことができる、軽量かつ高強度・高剛性な開口部を有するFRPパネルの製造方法を提供することにある。
【解決手段】
コア材に開口部を設け、該開口部内側に樹脂注入ラインを配置すると共に、コア材に前記樹脂注入ラインから放射状に溝を設ける
(もっと読む)
繊維強化樹脂成形品の真空注入成形方法
【課題】 成形に要する作業時間の短縮化を図り、特に、最短の樹脂注入時間で強化繊維のもつ利点を十分に発揮した良質の成形品を容易に得る。
【解決手段】 成形型1上に強化繊維基材層2を形成し、注入樹脂の拡散を促進する樹脂拡散ネット4を強化繊維基材層2の上層に敷設して、これらの強化繊維基材層2および樹脂拡散ネット4をバッグフィルム6によって成形型上に気密に被覆して成形部を形成する。さらに、この成形部内を真空減圧する減圧ホース7を強化繊維基材層2の周囲に配設する。ここで、強化繊維基材層2の辺縁部から減圧ホース7までの距離Lは、50mm以上となるように設定する。そして、真空吸引による減圧環境下で注入管5から樹脂注入を行い、強化繊維基材層2に注入樹脂を含浸させて繊維強化樹脂成形品を得る。
(もっと読む)
繊維強化樹脂成形品の製造方法
【課題】樹脂の事前脱泡が不要で、LRTM法の場合に比較して高Vfで品質の良い繊維強化樹脂成形品を製造することができる繊維強化樹脂成形品の製造方法を提供する。
【解決手段】キャビティ14の外側にキャビティ14を囲むように減圧通路15が形成されるとともに、キャビティ14及び減圧通路15の一部に跨るように脱気用部材18を配置した状態で型閉じされる成形型11を使用する。キャビティ14内に強化繊維基材30を配置した状態で減圧通路15を介してキャビティ14内を減圧するとともに、キャビティ14に連通する注入孔19から樹脂をキャビティ14内に注入して強化繊維基材30に樹脂を含浸させる。キャビティ14内に樹脂を第1の圧力で注入し、キャビティ14内に注入された樹脂がゲル化を開始した後、樹脂の注入圧力をLRTM法における注入圧力より高い第2の圧力に加圧して注入する。
(もっと読む)
三次元形状サンドイッチ構造を製作するための方法
各々が補強材料及び成形可能材料で被覆された2つの両側主表面を有する、特に紙ハニカム構造の圧縮性コア層を備える積層材料(1)から三次元形状サンドイッチ構造が製作される。積層材料(1)は、2つの相互に可動な金型部分(7、9)を有する圧縮金型内で成形される。コア層内のひび、裂け目又は割れ目の形成を低減させるために、第1の金型部分(7)は少なくとも2つの相互に可動な金型部品(10及び11〜12)で構成される。第1の金型部品(10)をその成形位置へ向けて動かすことにより、積層材料(1)の第1の部分が最初に深絞りされ、それにより積層材料にしわが形成され、第2の金型部品(11〜12)が、第1の金型部品(10)よりも後で及び/又は低速で動かされる。第1の金型部品による積層材料(1)の深絞り領域への引き寄せはほとんど又は全く妨害されないという事実により、このようにして第1の金型部品(10)によるしわの形成が促進される。第2の金型部品を異なる副部品(11〜13)で構成し、これらの部品もまたその成形位置へ向けて連続的に動かすようにすることができる。 (もっと読む)
真空注入法にて使用されるポリマーを提供する方法及び装置
【課題】
【解決手段】本発明は、ファイバ材料に液体ポリマーが含浸され、また、鋳型キャビティを有する鋳型18が使用される、真空注入法によりファイバ複合材料のシェル部材を製造する方法に関する。鋳型キャビティ内にて、下方分配層11が配置される。複数のファイバ層を含むファイバ挿入体1が下方分配層11の上方に配置される。第一の上方分配層9及び第二の上方分配層10がファイバ挿入体の上方にて互いに横断方向に距離をおいて配置され、このため、第一の分配層の少なくとも一部分はファイバ挿入体1の第一の領域2に重なり合い、また、第二の分配層の少なくとも一部分は、ファイバ挿入体1の第二の領域3に重なり合い、第一の領域2及び第二の領域3は、第一及び第二の分配層9、10の何れにも重なり合うことなく、中間領域6により分離される。第一の入口通路7は、第一の分配層9の上方に配置され、第二の入口通路8は、第二の分配層10の頂部に配置される。ファイバ挿入体1の中間領域6の上方に半透過性膜5が配置され、該膜は、第一の分配層9及び(又は)第二の分配層10の上に重なり合うよう拡張することができ、また、該膜は、気体に対して透過性で且つ液体ポリマーに対して実質的に不透過性であり、上記半透過性膜5は真空源と連通している。最後に、それ自体、既知の方法にて、真空バッグ19が鋳型18の頂部に配置され、真空バッグは、真空源によって空気が排除され、また、第一及び第二の入口通路7、8を介してポリマーが鋳型内に導入される。本発明は、該方法を使用してポリマーを提供する装置にも関する。 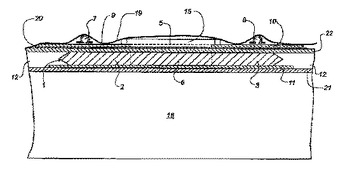 (もっと読む)
(もっと読む)
液状物検出センサ、液状物検出方法及び複合材構造物の形成方法
【課題】加工が容易であるとともに、光の応答特性のバラツキの少ない液状物検出センサを提供することを目的とする。
【解決手段】光源25から供給された光を伝送する第1の光路22と、第1の光路22を伝送された光が外部へ散乱する湾曲部(光散乱部)23と、湾曲部23から進入した光を所定位置まで伝送する第2の光路24と、を備え、第1の光路22、湾曲部23及び第2の光路24は、光透過性材料から構成され、湾曲部23における外部への光の散乱量は、第1の光路22における外部への光の散乱量又は第2の光路24における外部への光の散乱量よりも多い液状物検出センサ21。
(もっと読む)
熱可塑性樹脂複合部材のための秀れた製造プロセス
連続的なプロセスで調節される可変の厚さの熱可塑性樹脂の複合積層材料を形成する製造方法である。このプロセスは部材又はコンポーネントを多層の積層体へ積層するために自動化された装置またはハンドレイアップを使用する。各積層体は方向及び位置を維持するために適切な位置に取付けられているプライ成長領域を含んだ全てのプライを含んでいる。合体加工は全ての必要な部材の特徴を含んでおり、これらの多数のプライ積層体から10の異なる厚さの領域を潜在的に有する単一の一体化された熱可塑性樹脂複合積層を形成するためにカスタム化された多数のプライ積層体に対して整合される。 (もっと読む)
多軸成形材料、プリフォーム、FRPおよびそれらの製造方法
【課題】 複雑形状に賦型するときにシワが発生する問題や、強化繊維の目曲がりを誘発する問題を解決し、優れた取扱性・樹脂含浸性・賦型性を有し、力学特性および品位の優れたFRPを生産性よく得ることができる多軸成形材料、プリフォーム、およびそれらを用いたFRP、ならびにそれらの製造方法を提供する。
【解決手段】 多数本の強化繊維糸条が並行に配列されたシートが、少なくとも2枚、該強化繊維糸条が交差するように積層されて積層体を構成し、該積層体が一体化された多軸成形材料であって、各シートにおける強化繊維糸条の目付が50〜350g/m2の範囲内であり、少なくともシート間に、FRPのマトリックスを構成する樹脂から構成された不織布が15〜250g/m2の範囲内で配置されており、かつ、前記積層体は、前記不織布の局所的な融着により一体化されていることを特徴とする。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】
樹脂の無駄や廃棄物の量を増加させずに、バッグフィルムによるパスメディアの拡散効率の低下を防止する。
【解決手段】
成形型上に強化繊維基材を配置し、前記強化繊維基材の全体をバッグフィルムで覆い、前記成形型との間をシールしてキャビティを形成し、前記キャビティ内を減圧するとともに液状樹脂を注入し、前記強化繊維基材に樹脂を含浸させる繊維強化プラスチックの製造方法において、前記強化繊維基材の上に、パスメディアを配置し、前記バッグフィルムのヤング率をEb、厚さをTbとしたとき下記式(I)を満たすヤング率ESおよび厚さTSを有する補助シートを、前記パスメディアと前記バッグフィルムとの間に配置することを特徴とする繊維強化プラスチックの製造方法。
ESTS3>EbTb3 (I)
(もっと読む)
発泡体コアを有するFRP製成形品の成形法
【課題】FRP製成形品あるいはその部品として使用される、発泡体コアを有するFRP製成形品を、生産効率良く成形する方法を提供すること。
【解決手段】発泡体コアを有するFRP製成形品を成形するに際し、(1)目的とする成形品の成形型と相似な縮小型を用いて、発泡体コアを加圧・圧縮法によって作成する工程、(2)前記成形品の成形型の内表面に沿ってプリプレグを敷設した後、このプリプレグ上に発泡性シートを重ねて配置し、次いで、(1)で得られた発泡体コアを、前記成形品の成形型内部に、前記プリプレグ及び発泡性シートを介して配置する工程、(3)前記成形品の成形型内部を減圧して後又は減圧しながら、成形型を加熱し、前記発泡性シートを発泡させると共にプリプレグを硬化させる工程からなる成形法。
(もっと読む)
複合材成形用通気パッドおよび複合材成形方法
【課題】複合材成形における気道の確保
【解決手段】 複合材成形用通気パッド20は、可撓性を有するモノフィラメント31を、織製し又は編んだ網材22で形成した。また、必要に応じて、網材22の表面に不織布21、23を取り付けてもよい。
(もっと読む)
201 - 220 / 316
[ Back to top ]