
Fターム[4F204AH17]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 車両(←軽車両)部材 (961)
Fターム[4F204AH17]の下位に属するFターム
車体(←ボディ、ドア) (64)
ステアリングホイール (6)
タイヤ (34)
タイヤチェーン、無限軌条
ウエザーストリップ、モール(←トリム) (21)
バンパ (9)
パネル(←コンソールボックス) (82)
車両用内装材、クッション(←座席) (396)
ヘッドレスト (33)
Fターム[4F204AH17]に分類される特許
281 - 300 / 316
繊維強化複合材料成形用マンドレル
【課題】複合材料製非真直部材の成形を行うに際して、賦形工程を容易にできるとともに、賦形中に繊維の皺や不都合な折れ曲がりが生じにくく、寸法の安定性、変形容易性に優れるマンドレルを提供する。
【解決手段】長手方向の中間部にすくなくとも一つの表層が低弾性材料からなる変形部と高弾性材料からなる非変形部を有する繊維強化複合材料成形用マンドレルであって、25℃〜200℃の温度範囲内の特定温度以上に昇温することで変形部の形状変化によりマンドレル形状変化を引き起こし、形状変化後は5℃〜200℃の温度範囲内で温度を変化させてもその形状を維持することを特徴とする、繊維強化複合材料成形用マンドレル。
(もっと読む)
多方向繊維強化熱可塑性樹脂板及びその製造法並びに製造システムと加圧成形装置

【課題】 この発明は、熱可塑性合成樹脂を含浸させた繊維強化板を製造することを目的としたものである。
【解決手段】 この発明は、強化繊維束を熱可塑性合成樹脂繊維で被覆した複合組紐又は複合撚紐を並列し、該並列繊維を縦方向、横方向、斜方向に積層して一体状の繊維シートとし、該繊維シートの単数シート又は複数シートを加熱、加圧して前記熱可塑性合成樹脂繊維を溶融し、強化繊維入りの板状に成形したことを特徴とする多方向繊維強化熱可塑性樹脂板により目的を達成した。
(もっと読む)
FRP成形用強化繊維基材の賦形方法および賦形装置
【課題】従来、成形型上に樹脂を含浸させる前の強化繊維基材を載せて積層し、その後、バッグフィルムや成形型で覆い、その中に樹脂を注入し硬化させることで成形品を得たり、予め、樹脂を含浸させた機材を賦形型に積層し、予備賦形してプリフォームとし、成形型に入れて硬化成形させたりしていた。このとき、強化繊維基材を賦形する工程では、人手により基材を所定形状に賦形することが多く、生産性が低くコストが高い要因となっていた。本発明は、かかる問題点の解決を目的とするものである。
【解決手段】対向する少なくとも2つ以上の賦形型により挟み加圧するFRP成形用強化繊維基材の賦形方法であって、強化繊維基材の一部を固定した後、残り部分を賦形型に挟み加圧することを特徴とするFRP成形用強化繊維基材の賦形方法。
(もっと読む)
特に自動車の構築に使用される成形部材を製造する方法、およびこの目的で適切なコーティングを有するシート
本発明は成形部材の製造方法に関する。該方法は、以下の工程を含む:支持シートに、水性または溶媒を含有する顔料含有コーティング組成物(P)を塗布し、かつ完全に架橋された後で、透明コーティング(KE)を与えるラジカル的に架橋可能なコーティング組成物を塗布し、そこから乾燥されたが、まだ完全に架橋されていないコーティング(KT)を得て、そのコーティングされた支持シートを成形し、液体のプラスチック材料で裏打ちまたはフォーム裏打ちし、前記コーティング(KT)を、まだ行われていなければ、硬化または後硬化させ;その際、前記架橋可能なコーティング組成物(K)がラジカル的に架橋可能な成分(KK)を含有し、該成分は、カルバメート基および/またはビウレット基および/またはアロファネート基および/または尿素基および/またはアミド基を有する。 (もっと読む)
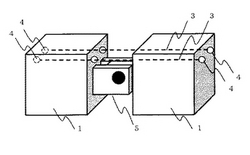
成形プロセスおよび製品
自動車部品を製造する成形プロセスにおいては、2つの金型のうち雌型部分(1)に、例えば、ステンレス鋼、スズ、ニッケル−スズ、銅、または亜鉛などの金属が溶射される。熱膨張補償層(3)が溶射された金型表面(1)に置かれ、樹脂含浸性の繊維材料層がそこに塗布される。得られた組立品は硬化され、それから金型の雌型部分から取り外される、もしくは、金型から取り外され、それから硬化される。合成部分の金属表面(2)は、例えば、研磨、コーティング、塗装、またはこれらの組合せなどのような更なる処理を施される。「ウインドー」は、金型部分の領域を金属で溶射されないままにしておくことによって製造される。このようにして、照明用パネル、アンテナ、または近接センサーが、完全に形成される。 (もっと読む)
トルクロッド及びその製造方法
【課題】 車両衝突時の衝撃的な大荷重によりロッド本体が応力集中部を起点とし、所定の方向へ確実に変形してパワーユニットを路面側へ脱落させる。
【解決手段】 トルクロッド10では、ゴム弾性体26の外周面に外周側へ凸状とされた突起部40が形成されると共に、第2円環部16の内周面における連結ステー部18との接合部付近に突起部が挿入される凹状のノッチ部42が形成されている。これにより、車両の衝突時に衝撃的な大荷重が主軸方向に沿ってロッド本体12に作用した場合には、ロッド本体12を、ノッチ部42付近を起点として所定の方向へ確実に変形又は破壊することができるので、車両の衝突時に一定の大きさ以上の衝撃的な荷重が主軸方向と略一致する車両前後方向に沿ってパワーユニットに作用した際に、パワーユニットを路面側へ脱落するような方向へ移動できる。この結果、パワーユニット及びその周辺構造物が車内側へ移動しなくなり、これらが搭乗者に損傷を与えることを効果的に効果的に防止できる。
(もっと読む)
マット用滑り止めシートの製造装置と製造されたシート
本発明は、マット用滑り止めシートの製造装置及び上記装置によって製造される滑り止めシートに関する。本製造装置は、フレーム上に回転可能式に取り付けられて上記シートの片側表面に接触するベース・ローラと、上記ベース・ローラから予め決められた間隔で離隔配置されるようにフレームに回転可能式に取り付けられ、かつ上記シートのもう一方の面を圧縮するためにその表面上に形成された滑り止め副パターンを有するリセス(陥凹部)付き成形ローラと、成形部材とベース・ローラとの間に画定されるニップの予め決められた長さ内で成形ローラの少なくとも外周と接触するように配置され、かつシートの表面部分が貫通穴を通過して成形ローラの表面に接触するように主/副の滑り止めパターンの複数の貫通穴を有する成形部材とを備える。各副パターンは、幾つかの小突起と、連続する十字形またはX字形の断面とを有し、主パターンの各突起の少なくとも表面部分から突き出している。 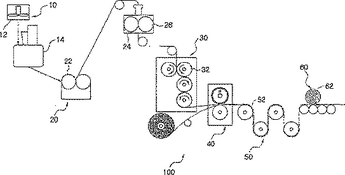 (もっと読む)
(もっと読む)
RTM成形装置および方法
【課題】比較的大型の繊維強化樹脂製品を成形するRTM成形において、ボイドのない高品質の成形品を効率よく短時間で成形可能なRTM成形装置および方法を提供する。
【解決手段】成形型のキャビティ内に強化繊維基材を配置し、該キャビティの外周に配置された樹脂注入ラインから樹脂排出ラインに向けてマトリックス樹脂を注入して該強化繊維基材に樹脂含浸後、加熱硬化させる繊維強化樹脂のRTM成形装置において、樹脂注入ラインが複数に分割形成されていることを特徴とするRTM成形装置、およびRTM成形方法。
(もっと読む)
防撓材及びその製造方法並びにその防撓材を用いたFRP構造物
【課題】 接着面積の増加とともに剥離強度(接着強度)を向上させることができる防撓材およびその製造方法並びにその防撓材を用いたFRP構造物を提供する。
【解決手段】 心材1と、該心材1の側面および上面を覆うように該心材1に接合された繊維強化プラスチックからなる補強部材2とからなり、該補強部材2が外側に拡大された脚接着部3を有するハット型断面を有する防撓材において、前記補強部材2の内側にあって、前記心材1の下部側面から下面にわたって下面の全部または一部を覆うように繊維強化プラスチックからなる第2の補強部材5を設ける。
(もっと読む)
ブレーキパッドの製造方法
【課題】 ポリイミド樹脂を結合剤とするブレーキパッドと同程度の耐熱性・耐磨耗性を備えるブレーキパッドを容易に成形し得るブレーキパッドの製造方法を提供する。
【解決手段】 繊維基材と摩擦調整剤と結合剤を主成分とするブレーキパッドの製造方法であって、結合剤としてポリイミドの前駆体のモノマーを選択し、該モノマーと繊維基材と摩擦調整剤とを混合し、これらを加圧加熱成形してモノマーを重合させてポリイミドとすることによってブレーキパッドの成形体を得る。
(もっと読む)
移動体用アンダーカバーおよびその製造方法
【課題】
低密度な繊維強化樹脂層と表皮層で構成されてなる、軽量性と力学特性だけでなく、吸音性にも優れた移動体用アンダーカバーと、その製造方法を提供する。
【解決手段】 少なくとも繊維強化樹脂層と表皮層で構成されてなるアンダーカバーであって、該繊維強化樹脂層が強化繊維の交叉位置に熱可塑性樹脂が配置された格子構造を有し、該繊維強化樹脂層の密度dが0.05〜1.0g/cm3の範囲内であり、前記の強化繊維の交点が熱可塑性樹脂で融着されてなる移動体用アンダーカバーで、この移動体用アンダーカバーは、繊維強化樹脂層と表皮層を含む成形用基材を、予め加熱して繊維強化樹脂層を厚み方向に膨張させた後、賦形することで製造することができる。
(もっと読む)
プリプレグ用エポキシ樹脂、プリプレグ、繊維強化複合材料およびこれらの製造方法
従来のエポキシ樹脂組成物と比較して、低温でも短時間に硬化が完了し、かつ室温での保存においても、十分な使用可能期間を確保できる、プリプレグに好適に使用されるエポキシ樹脂組成物。エポキシ樹脂と分子内に少なくとも一つの硫黄原子を有するアミン化合物との反応生成物と分子内に少なくとも一つの硫黄原子を有するアミン化合物の少なくとも一つ、尿素化合物及びジシアンジアミドからなるエポキシ樹脂組成物であって、エポキシ樹脂組成物中の硫黄原子及び尿素化合物の含有率が、それぞれ0.2〜7質量%及び1〜15質量%であるエポキシ樹脂組成物。 (もっと読む)
プリフォームの製造方法、プリフォームの製造装置およびプリフォーム
【課題】3次元形状を有するプリフォームを、自動的、正確に効率良く製造するプリフォームの製造方法。
【解決手段】下記(A)〜(E)の工程を含むプリフォームの製造方法。(A)工程:強化繊維糸条がロール巻きの状態から基材を巻き出す巻き出し工程。(B)工程:強化繊維長手方向に対し所定のズレ角を持った方向に所定の間隔で裁断し、平行四辺形状の強化繊維基材を形成する裁断工程。(C)工程:各層内において互いに平行し、各層間では糸条が所定角度ずつズレを持った状態になるよう長手方向に連続したシート状の積層体を形成する積層工程。(D)工程:強化繊維基材の積層体を加熱し、樹脂材料(イ)を軟化させ、圧力を加えて強化繊維基材どおしを部分的に接着する接着工程。(E)工程:(D)工程の接着積層体を、所定の型に沿わせて変形させ該変形状態で加熱・加圧をすることにより該接着積層体を該型形状に賦形する賦形工程。
(もっと読む)
炭素繊維強化プラスチック成形体およびその製造方法
【課題】 炭素繊維の体積分率が低い炭素繊維強化プラスチック成形体、および、その製造方法を提供する。
【解決手段】 単繊維6000〜48000本で束ねられてなる炭素繊維束11が撚られ、螺旋状を呈する螺旋炭素繊維束13が所定に配列し、螺旋炭素繊維束13間に合成樹脂が硬化してなるマトリックスを含んでなる炭素繊維強化プラスチック成形体であって、螺旋炭素繊維束13は5〜30回/mのピッチであり、炭素繊維の体積分率は5〜50%である炭素繊維強化プラスチック成形体。
(もっと読む)
吸音材及びその製造方法
【課題】軽量性に優れると共に剛性が高く、自動車のエンジンルームにおけるフードサイレンサーや、ダッシュサイレンサーとして好適な吸音材を提供する。
【解決手段】ポリウレタンフォーム11と、前記ポリウレタンフォーム11の片面に積層接着された表面材21と、前記ポリウレタンフォーム11の前記表面材21とは反対側の面に積層接着された熱硬化性樹脂含有硬化フェルト31とで吸音材を構成した。前記吸音材の曲げ剛性は6〜10N/25mmである。前記熱硬化性樹脂含有硬化フェルト31における前記ポリウレタンフォーム11とは反対側の面にも表面材を積層接着してもよい。前記表面材21は不織布が好適である。
(もっと読む)
音響減衰積層体を迅速に加熱する炉および音響減衰積層体を製造する装置並びに方法
互いに向き合って配置されるデカップラ繊維層(12)と質量層(14)を有する音響減衰積層体(10)を成形する装置と方法に関する。積層体(10)のデカップラ繊維層(12)と質量層(14)は、それぞれ、熱風源(36)と加熱されたプラテン(34)によって実質的に同一の時間内に選択された温度に加熱される。加熱された積層体(10)は型(40)に移送され、型(40)によって所定の三次元形状に成形される。  (もっと読む)
(もっと読む)
鞍乗型車両の車体被覆用カバー、それを備えた鞍乗型車両、及び鞍乗型車両の車体被覆用カバーの製造方法
【課題】 表面に描かれる模様等を自由に選択することができ、その模様等が容易に剥がれることのない車体被覆用カバーを提供する。
【解決手段】樹脂層92と、所定の文字等が描かれたグラフィック層90と、クリア層80とを積層してなるシート82を形成する。シート82をインサート成型用の金型内にセットし、金型内に樹脂を注入する。注入された樹脂によって樹脂層92が溶融し、注入された樹脂と樹脂層92とは一体化され、カバー本体84を形成する。クリア層80及びグラフィック層90はカバー本体84に埋め込まれ、クリア層80とカバー本体84とは略面一となる。
(もっと読む)
成形可能な熱可塑性積層体を製造する方法
【課題】
レゾルシノールアリーレートポリエステル鎖成分を含む第1表面層と、基材に接合するのに適した第2表面層とを含む積層材を作成する方法。
【解決手段】
第1表面層ポリマー材料及び第2表面層ポリマー材料を、ダイを通して、第1のニップを定める第1の表面ロール及び第2の表面ロールからなるカレンダーロールスタックの第1のニップ中に共押出して積層材を形成する。第1のニップで約400N/cm以上のニップ荷重を積層体にかけることができ、そのロールスタックから積層材を回収することができる。第1のロールと第2のロールは、各々、約5マイクロメートル以下の表面平滑度及び約40〜約150℃の温度を有することができる。
(もっと読む)
保安装置
【課題】 一対のロール上へのゴムの投入作業および一対のロール間に形成される投入部に向けてゴムを押し遣る作業を可能にしながら、緊急時に一対のロールの回転を停止する所定の作動性能が得られるようにする。
【解決手段】 回転軸が水平方向に並列する一対のロール1上に上方からゴムGが投入されるゴムロール機に配在される保安装置であって、一対のロール1における頂部1a間に形成される投入部Aを危険領域に設定すると共に、この危険領域における状況を検知する検知手段2が一対のロール1の軸芯線に沿う側方に配在されてなる。
(もっと読む)
繊維強化複合材料の製造方法および繊維強化複合材料ならびにそれを用いた一体化構造部材
【課題】別の部材と容易にかつ強固に接着させることのできる、連続強化繊維基材を用いたRTM成形による繊維強化複合材料の製造方法および連続強化繊維基材に関する
【解決手段】連続強化繊維基材の表面の少なくとも一部分に熱可塑性樹脂を主成分とする熱可塑性基材を配置する積層工程と、前記熱可塑性基材を溶融させ連続強化繊維基材表面に熱可塑性樹脂の被膜を形成させる予熱工程と、熱硬化性樹脂の注入・硬化反応させる硬化工程とを含む繊維強化複合材料の製造方法である。また連続強化繊維からなる基材の表面の少なくとも一部分に熱可塑性樹脂の被膜が形成されている連続強化繊維基材であって、連続強化繊維基材から得られる成形品の表面に熱可塑性樹脂の層を形成させるための複合材料表層用連続強化繊維基材である。
(もっと読む)
281 - 300 / 316
[ Back to top ]