
Fターム[4F204AH17]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 車両(←軽車両)部材 (961)
Fターム[4F204AH17]の下位に属するFターム
車体(←ボディ、ドア) (64)
ステアリングホイール (6)
タイヤ (34)
タイヤチェーン、無限軌条
ウエザーストリップ、モール(←トリム) (21)
バンパ (9)
パネル(←コンソールボックス) (82)
車両用内装材、クッション(←座席) (396)
ヘッドレスト (33)
Fターム[4F204AH17]に分類される特許
121 - 140 / 316
発泡体充填乗物用中空部材の製造方法
【課題】乗物用中空部材内に硬質発泡体を挿入して容易かつ精確に位置決めする方法の提供。
【解決手段】(a)熱活性化発泡性接着剤を有し、かつ硬質発泡体の表面から伸びる少なくとも一つの一体型位置決めピンを有する硬質発泡体を含む硬質発泡体挿入体を、その位置決めピンが中空部材の孔中に押し入って硬質発泡体挿入体が中空部材内に位置決めかつ保持されるように構成された、少なくとも一つの孔を有する乗物用中空部材中に挿入し、そして
(b)内部に硬質発泡体挿入体を有する中空部分を熱活性化発泡性接着剤を活性化するのに充分な温度及び時間加熱して発泡体を充填した乗物用中空部材を生成せしめることを含んでなり、発泡体充填中空部材が、工程(b)の前に、発泡体挿入体の壁及び乗物用中空部材の壁によって規定される一時的なドレインチャンネルを有する、発泡体充填乗物用中空部材の製造方法。
(もっと読む)
繊維強化部材の製造方法

【課題】製造される繊維強化部材の表面に意匠面が形成される場合において、簡易な方法で、少なくとも該意匠面に生じ得るひけやクラックを効果的に抑止することのできる繊維強化部材の製造方法を提供する。
【解決手段】本発明の繊維強化部材の製造方法は、一層の繊維強化材SZもしくは複数の繊維強化材SZの積層体からなる繊維強化基材SKを、成形型10のキャビティC内に収容する前段階で、もしくは収容した後に、該繊維強化基材SKの表面の一部もしくは全部に熱伝導性物質Nを塗布もしくは散布し、マトリックス樹脂MをキャビティC内に注入して繊維強化基材SKに含浸させ、熱硬化させて繊維強化部材SBを製造するものである。
(もっと読む)
バキューム成形装置
【課題】複数回のバキューム成形に亘ってフィルム材を再利用することができるバキューム成形技術を提供する。
【解決方法】バキューム成形装置10は、カーボン繊維(素材)50を所定の形状を有する製品に成形する成形面22を有するプリフォーム型(成形型)12と、プリフォーム型12の成形面22を気密に覆うバッグフィルム(フィルム材)30を備えている。バッグフィルム30には、成形前後のカーボン繊維50を成形面22とバッグフィルム30の間に出し入れ可能に開閉するファスナ部40が形成されている。そのため、カーボン繊維50を成形面22とバッグフィルム30の間に出し入れする際に、ファスナ部40を通して出し入れすることができ、プリフォーム型12に接合されているバッグフィルム30を取り外す必要がない。複数回のバキューム成形に亘ってバッグフィルム30を再利用することができる。
(もっと読む)
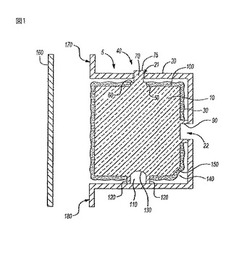
繊維強化プラスチック成形品および繊維強化プラスチック成形品の応力緩和方法
【課題】クラックの発生を抑制できる繊維強化プラスチック成形品および繊維強化プラスチック成形品の応力緩和方法を提供する。
【解決手段】繊維強化プラスチック成形品10は、熱収縮する収容体40と、収容体を囲む繊維強化プラスチック20と、収容体と繊維強化プラスチックとの間に配置され、収容体の熱収縮に起因して繊維強化プラスチックに作用する引張応力を緩和する緩和層50と、を有する。
(もっと読む)
RTM成形繊維強化複合材料、およびその製造方法
【課題】優れたマイクロクラック耐性を有し、かつ、一定疲労付与後の圧縮特性に優れたRTM成形繊維強化複合材料を提供すること。
【解決手段】エポキシ樹脂を含む主剤とエポキシ樹脂を硬化させうる成分を含む硬化剤とからなり、180℃の温度下で2時間硬化した硬化物について、ASTM D5045−93に従って測定された25℃での破壊靭性(GIc)が100〜200J/m2のエポキシ樹脂組成物を、弾性率が200〜400GPaである炭素繊維を積層してなるプリフォームに注入含浸して加熱硬化されてなる繊維強化複合材料であり、23℃環境下での有孔板圧縮強度が220〜300MPaであることを特徴とするものである。
(もっと読む)
FRPの製造方法
【課題】高精度なアウターモールドラインが要求されるC型断面桁材のコーナー部の板厚と平坦部の板厚を均一にできる成形方法を提供する。
【解決手段】強化繊維基材の積層体からなるウェブ4とフランジ3を有し、C型断面を有する繊維強化プラスチックの製造方法であって、強化繊維基材の積層体からなるウェブとフランジを有するプリフォーム1を雌型に配置する際に、前記プリフォームのフランジのインナーモールドライン側の端部6から前記プリフォームのフランジのアウターモールドライン側の端部7を結ぶ線8と、前記雌型のフランジに該当する壁面9との間に実質的に隙間が無いように配置する工程を含むこと等を特徴とする。
(もっと読む)
発泡プラスチック系断熱材
【課題】断熱性能、難燃性、湿度に対する遮蔽性能に優れた性能を発揮する発泡プラスチック系断熱材を提供する。
【解決手段】本発明による発泡プラスチック系断熱材は、プラスチック系発泡体の表面に遮熱塗料で形成された断熱層が設けられていることを特徴とする。本発明による発泡プラスチック系断熱材の製造方法は、シート状物に発泡性樹脂成形材料を吐出し、次いで同成形材料を発泡させて、少なくとも片面にシート状物が積層されたプラスチック系発泡体を得るに当たり、予め該シート状物に遮熱塗料で断熱層を形成しておくことを特徴とする。
(もっと読む)
繊維強化樹脂成形品の製造方法
【課題】肉厚の成形品を得る場合や、強度の高い成形品を得る場合においても、マトリックス樹脂の含浸不良や含浸時間の長期化を防止することができ、生産性の高い繊維強化樹脂成形品の製造方法を提供することを目的としている。
【解決手段】強化繊維層を厚み方向に分かれた複数の分割層に分割し、分割層と分割層の間にも樹脂拡散媒体を挟み込み、気密空間内に供給されたマトリックス樹脂を強化繊維層表面の樹脂拡散媒体と分割層間の樹脂拡散媒体とによって拡散させながら強化繊維層に含浸させることを特徴としている。
(もっと読む)
多層構造緩衝材の製造方法、ダンプトラックの受け木の製造方法、多層構造緩衝材及びダンプトラックの受け木
【課題】耐久性が高く安価でありかつ衝撃吸収性に優れた多層構造緩衝材の製造方法及び多層構造緩衝材を提供する。
【解決手段】ポリエチレン、ポリプロピレンのいずれかの再生樹脂を主成分とし、その他の再生樹脂を混入した樹脂材料を押出機24,26内で混練して加熱溶融し、この加熱溶融した樹脂を、押出機に装着され、内部に発泡ポリエチレンシート55を挿入した金型40内に加圧注入し、成型することで樹脂材料を発泡ポリエチレンシート55と一体化する。
(もっと読む)
プリフォーム用基材とその製造方法及び熱硬化性バインダー樹脂粉末
【課題】賦形性と形態安定性に優れ、且つ、再接着可能なプリフォーム用の強化繊維基材を提供すること。
【解決手段】シート状の強化繊維基材の片面又は両面に、分子中に少なくとも2個の不飽和基を有し、融点(Tm)が40〜150℃、平均粒子径が20〜500μmの範囲にあるの熱硬化性バインダー樹脂の粉末が、前記強化繊維基材に対し0.1〜20重量%の範囲で付着してなるプリフォーム用基材。バインダー樹脂の粉末は、ガラス転移点温度(Tg)が35〜120℃で、融点(Tm)+10℃における粘度が200〜1000Pa・sのビニルエステル樹脂又はアクリル樹脂を主体としたものが好ましい。
(もっと読む)
FRP成形品の内圧成形法
【課題】R3部などの細かな部分で接合する必要があるFRP成形品を成形する場合に、優れた表面状態のものを得るための内圧成形法を提供すること。
【解決手段】
上下分割型の金型を用いるFRP成形品の内圧成形法であって、上型と下型にそれぞれプリプレグを敷設し、上部賦形体と下部賦形体を別々に賦形・作製し、その後、金型内部に内圧バッグを挿入し上型と下型を型締めして内圧成形する方法において、上部賦形体と下部賦形体はラップ部分がないように賦形・作製し、上部賦形体と下部賦形体の接合部の内側に帯状のプリプレグを配置し、その後、金型内部に内圧バッグを挿入し上型と下型を型締めして内圧成形することを特徴とする方法。
(もっと読む)
表面光沢を有するFRP成形品の製造方法
【課題】金型にメッキ処理などをすることなく、通常の金型を用いるプレス成形で、表面光沢を有するFRP成形品を製造する方法を提供すること。
【解決手段】繊維強化材とマトリックス樹脂とからなるプリプレグの積層体を用いて、プレス成形によりFRP成形品を製造するに際し、この積層体の表面の最外層に、アクリル樹脂のフィルム又はシートを配置してプレス成形することを特徴とする表面光沢を有するFRP成形品の製造方法。
(もっと読む)
摩擦材の製造方法
【課題】 短時間で成形可能な摩擦材の製造方法を提供する。
【解決手段】 繊維状物質、結合材及び摩擦調整剤を含む摩擦材組成物を用いた摩擦材の製造方法であって、
(i)少なくとも繊維状物質及び摩擦調整剤を含む原料を混合し、原料混合物を得る工程
(ii)前記原料混合物にゴム状物質を加え混錬し、摩擦材組成物を得る工程
(iii)前記摩擦材組成物を常温で加圧成形する工程
を含む摩擦材の製造方法又は(ii)の工程の後に、さらに結合材を含む原料を加え混合する工程を含む摩擦材の製造方法。
(もっと読む)
繊維強化複合材料及びその製造方法
【課題】繊維強化樹脂とエラストマーからなるシートとで構成される繊維強化複合材料及びその製造方法に関し、特に、機械的強度に優れ且つ卓越した耐衝撃性を有する繊維強化樹脂とエラストマーからなるシートとで構成される繊維強化複合材料及びその製造方法を提供する。
【解決手段】炭素繊維とシクロオレフィンポリマーの架橋体を含む繊維強化樹脂表面の少なくとも一部分にエラストマーからなるシートが一体化されてなる繊維強化複合材料。炭素繊維の表面の少なくとも一部分に接触するようにエラストマーからなるシートを配置する積層工程、ならびに前記エラストマーからなるシート及び炭素繊維の存在下にシクロオレフィンモノマー、重合触媒及び架橋剤を含んでなる硬化性組成物を硬化させる硬化工程とを含む繊維強化複合材料の製造方法。
(もっと読む)
プレス成形方法および成形体
【課題】強化繊維と熱可塑性樹脂からなる成形材料を用いたプレス成形において、作業性と成形性とを兼ね備えたプレス成形方法およびプレス成形方法で得られた成形体の提供
【解決手段】成形型を用いて、強化繊維と熱可塑性樹脂からなる成形材料をプレス成形する方法であって、少なくとも下記2種類の形状を有する成形材料(A)、(B)を積層して配置する工程、前記成形型の下面となる型の上に積層、配置した成形材料(A)、(B)を前記成形型の上面となる型を用いて加圧する工程を有するプレス成形方法。成形材料(A)が前記凹部の型の有する開口部の投影面積以下の投影面積を有する形状、成形材料(B)が少なくとも前記突起部形成用の溝部の投影面積以上の投影面積を有する形状である。
(もっと読む)
ウレタン発泡成形体、その製造方法、および磁気誘導発泡成形装置
【課題】 放射状に配向した磁性体を備えてなり、異方性を有するウレタン発泡成形体を提供する。また、その好適な製造方法、および磁気誘導発泡成形装置を提供する。
【解決手段】 ウレタン発泡成形体は、孔部と、該孔部を略中心とする放射状に配向された磁性体と、を備えてなる。磁気誘導発泡成形装置1は、内部に環状キャビティ43が区画されている発泡型4と、環状キャビティ43の軸部に配置されている芯棒磁石部41と、環状キャビティ43の周縁部に配置されているリング磁石部42U、42Dと、を備え、芯棒磁石部41とリング磁石部42U、42Dとの間に磁力線Lを発生させて発泡成形する。
(もっと読む)
フランジ付き繊維強化樹脂中空部品の成形方法
【課題】異形断面や曲がり部を持つフランジ付き繊維強化樹脂中空部品を、十分に軽量化した状態でかつ肉厚もほぼ等しい状態で、容易にかつ低コストで成形することができる成形方法を提供する。
【解決手段】予備成形した中空樹脂コア10と第2のコア15との接合体の外周に強化繊
維21とマトリックス用樹脂24とを積層して中空積層体20とする。中空積層体20か
ら第2のコア15を引き抜き、引き抜いた領域を押圧してフランジ状部分26を形成する
。その中空樹脂コア10内に加圧用バッグ30を挿入配置し、成形型40内に配置する。
成形型内に配置した中空積層体20の加圧用バッグ30内に圧力を付与しながら加熱して
、フランジ状部分26も含めて樹脂と強化繊維とを一体化する。
(もっと読む)
ルーフライニングの製造方法
【課題】樹脂発泡材の無駄を省くことができるルーフライニングの製造方法を提供することを目的とする。
【解決手段】車両のルーフ部に装着するウレタンからなるルーフライニングの製造方法において、前記ルーフ部と同等の面積の底壁13を有し、かつ上部開口部15に至るまで前記底壁13形状が上方に連続する容器14と、前記容器14の底壁13よりも小さな面積の底面21を備え、かつ高さが前記容器14よりも高く底面21形状が上方向に連続するブロック20とを備え、前記容器14内の所定位置にブロック20を設置する工程と、前記ブロック20が設置された容器14にウレタンを注入する工程とを有することを特徴とする。
(もっと読む)
成形用中空部材
【課題】成形用中空部材の製造工数を抑制しながら、成形用中空部材の耐圧性を向上させる。
【解決手段】成形用中空部材1は、耐圧ホース11と、この耐圧ホース11の外周面を覆うように設けられたシリコーンゴム製外覆体12とを備えている。
(もっと読む)
FRP構造体の製造方法
【課題】一体化された構造体が優れた強度特性を発揮でき、とくに接合界面部分で高い層間強度を保持できるとともに、大型のFRP構造体でもオートクレーブなどの設備を使わず安価にかつ容易に成形できるようにしたFRP構造体の製造方法を提供する。
【解決手段】少なくとも一つ以上のプリキュアした繊維強化複合材の一部に接着剤を配置する接着剤配置工程と、高靭性化粒子を少なくとも前記接着剤との接合面側に分散付与した強化繊維基材を前記接着剤の層と接して配置する強化繊維基材配置工程と、繊維強化複合材の一部あるいは全部と強化繊維基材の全部を密閉媒体で覆って内部を減圧する密閉減圧工程と、密閉媒体内部を加熱する加熱工程と、密閉媒体内に樹脂を注入して硬化させる樹脂注入硬化工程を含むことを特徴とするFRP構造体の製造方法。
(もっと読む)
121 - 140 / 316
[ Back to top ]