
Fターム[4F204EB01]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の区分 (4,116) | 一定長物品(不連続物品)の製造方法 (1,945)
Fターム[4F204EB01]に分類される特許
141 - 160 / 1,945
パネルの製造方法
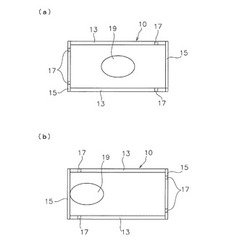
【課題】パネル表面の中央部の表面平滑性が良好であり、かつコーナー部の収縮による凹み(ヒケ)が防止でき、外観不良発生を防止可能な硬質ポリウレタンサンドイッチパネルの製造方法を提供する。
【解決手段】下面材、上面材及び前記下面材と上面材の間に配設した枠材にて形成されるキャビティー内に原液組成物を供給するパネルの製造方法であって、原液組成物のゲルタイム(Tg)と前記原液組成物がキャビティーに供給後発泡してキャビティーに充填される充填時間(秒)を(Tf)とが2≦Tg−Tf≦15(秒)を充足し、硬質ポリウレタンフォームのジャストパック密度(djp)とパネルを構成する充填フォーム密度(dp)とが110≦100(dp/djp)≦130(%)を充足し、枠材のコーナー部近傍にガス抜き孔17が形成されており、前記ガス抜き孔の断面積は1コーナー当たり合計15mm2以上である方法。
(もっと読む)
RTM成形装置及びRTM成形方法、並びに半成形体

【課題】大型部材及び厚板部材に対しても未含浸や繊維の蛇行等を引き起こさずに樹脂を含浸させることができ、高靭性且つ高精度な成形体を得ることのできるRTM成形装置及びRTM成形方法を提供することを目的とする。
【解決手段】RTM成形装置100は、繊維強化基材11と成形型1との間に配置され、貫通孔7が複数形成され、且つ、キャビティ内を減圧したときのキャビティ内の圧力下において実質的に厚さが変化しない剛性を有する表面成形層4と、表面成形層4の繊維強化基材11と反対の側に位置し、表面成形層4の複数の貫通孔7と連通して形成された樹脂流路を含む樹脂拡散部5と、を繊維強化基材11の少なくとも一方の面側に備える。
(もっと読む)
光硬化性材料の成形方法および成形装置
【課題】金属等の材料で構成された上型と下型とを用い、光硬化性材料の成形体を成形する場合において、光硬化性材料での硬化ムラの発生を無くすことができ、光硬化性材料をもれなく効率良く硬化させることができる光硬化性材料の成形方法を提供する。
【解決手段】紫外線等の光を通さない材料で構成された上型7、下型9のすくなくともいずれかに、光硬化性材料11を供給し、上型7を下型9の近傍にまで近づけて位置決めし、上型7と下型9との外側で光源19A,19Bから出射された光URを、上型7と下型9との間に存在している光硬化性材料11に、進路を変化させて照射する。
(もっと読む)
成形体の成形方法および成形体
【課題】型と成形材料とを直接接触させることなく、型に形成されている成形パターンに対応したパターンを備えた成形体の成形方法等を提供する。
【解決手段】成形パターン13が形成されている型11のおもて面に、弾性を備え平板状に形成された成形用基板3を設置し、型11に空気を通すことで成形用基板3を真空吸着して弾性変形させ、成形用基板3を型11の成形パターン13の形状に倣わせ、成形材料5を、成形用基板3のおもて面に供給し、成形材料5を硬化し、硬化した成形材料5とともに成形用基板3を型11から離す。
(もっと読む)
カウンター用成形型
【課題】さまざまな大きさ又は形状の樹脂製カウンターを1つの金型で成形可能であり、成形した樹脂カウンターの品質を安定させることが可能なカウンター用成形型を提供することである。
【解決手段】カウンター用成形型1は、金型本体たる上型2及び下型3と、上型2と下型3を合致させた際に形成される成形キャビティ5と、成型キャビティ5内における樹脂が充填される領域を制限可能な入れ子部材10を有する。入れ子部材10には、流路形成部12が形成されており、流路形成部12は成形キャビティ5内に樹脂を充填する際、樹脂注入路6と一体の流路を形成する。このことにより、入れ子部材10を取り換えるだけで、大きさ等が異なる成形品の成形や、成形品に応じた流路の大きさ及び形状の変更が可能となる。
(もっと読む)
浴槽及び該浴槽を形成するための注型成形方法及び前記浴槽を注型成形によって形成するための金型装置
【課題】残留空気の発生を軽減して形成された補強リブを備える浴槽、及び該浴槽を成形するための注型成形方法と金型装置を提供する。
【解決手段】この課題を解決するために、注型成形で形成された浴槽1が、本体2底部3下面4に前記底部3を補強する補強リブ6を一体に備えると共に、前記補強リブ6の突出下端7に下方に突出した凸部8を一体に備え、前記凸部8が、注型用のキャビティ17内の空気を集める空気溜め部21に前記樹脂30を注入した、空気溜め部21跡より成るものとした。
(もっと読む)
積層体の製造方法及び積層体
【課題】異なる素材からなる複数の層同士の接着強度を向上させることによって、各層間の剥離が容易に発生するのを防止することができる積層体の製造方法を提供する。
【解決手段】異素材層2を形成するに際し、成形体1の表面における異素材層2との接触領域1aを、成形体1の軟化温度の80%以上の温度で加熱することにより、該接触領域1aを形成する発泡性樹脂粒子1bを軟化させると共に膨張させて接触領域1aに凹凸を形成し、該凹凸の凹部に入り込むように異素材層2が形成されることを特徴とする。
(もっと読む)
インサート成形用金型構造及びインサート成形方法
【課題】金型キャビティ内の必要な部分にのみ樹脂を充填させることが可能であり、脱型不良や成形品の寸法バラツキ等のないインサート成形を実施可能なインサート成形用金型構造及びインサート成形方法を提供する。
【解決手段】インサート部材本体9と、樹脂が充填される領域を制限可能な調整手段10とを具備したインサート部材2を、金型本体1の内部に形成された部材配置部7に配置する。このときインサート部材本体9と部材配置部7の間に形成される隙間12を調整手段10によって液密に封止する。そして、金型本体1の内部に形成された成形キャビティ5に溶融状又は液状の樹脂を注入し、成形キャビティ内に充填した前記樹脂を硬化させて所望の成形品を形成する。
(もっと読む)
注型成形金型、並びに成形品の製造方法
【課題】リブを備えた成形品であってもリブに発生するヒケを抑制可能な注型成形金型、並びに成形品の製造方法を提供することである。
【解決手段】注型成形金型1は、裏面型2と表面型3を有し、成形キャビティ4を有している。成形キャビティ4は、裏面型2と表面型3とが合わさって形成される空間であり、成形品30を成形可能なものである。注型成形金型1は、温度調節手段10を内蔵している。温度調節手段10は、表面側温度調節手段11と、裏面側温度調節手段12と、リブ側温度調節手段13との3系統に区分されている。表面側温度調節手段11は、成形品30の表面31に各々相当する位置の温度を制御可能である。裏面側温度調節手段12は、成形品30の裏面32に相当する位置の温度を制御可能である。リブ側温度調節手段13は、成形品30のリブ33に相当する位置の温度を制御可能である。
(もっと読む)
レンズラック及びプラスチックレンズの製造方法
【課題】複数のプラスチックレンズを一度に製造できるようにする。
【解決手段】本発明のレンズラック1は、複数の第1の挟持部材3と、複数の第1の挟持部材3を有する第1の支持台2と、複数の第1の挟持部材3に対向してプラスチックレンズを成形する成形型を挟持する複数の第2の挟持部材5と、複数の第2の挟持部材を有する第2の支持台4と、を備えている。また、複数の第1の挟持部材3又は複数の第2の挟持部材5の少なくとも一方に、複数の第1の挟持部材3又は複数の第2の挟持部材5を成形型に向かって付勢するコイルばね6を備えている。
(もっと読む)
繊維強化樹脂の製造装置及び繊維強化樹脂の製造方法
【課題】成形型の取り付け及び取り外しの作業を容易に行うことができる繊維強化樹脂の製造装置を提供する。
【解決手段】複数の型体27〜30から構成される成形型26を用いて繊維強化樹脂を製造する製造装置は、水平方向に延びる回動軸まわりに回動可能な支持体14と、型体27等を支持体14に固定する型体支持部20と、を備え、型体27等は型体支持部20よりも支持体14の回動中心側に位置するように支持体14に取り外し可能に固定されている。型体27〜30を有する型体ユニットU1〜U4は、型枠25が型体支持部20に取り外し可能に取り付けられている。型体27〜30は型枠25に固定されたアクチュエータ21〜24のロッド21a〜24aに固定され、アクチュエータ21〜24により型開き位置と型閉め位置とに移動可能に設けられている。
(もっと読む)
FRP構造体
【課題】面内強度を向上でき、かつ表面平滑性に優れたFRP構造体を提供する。
【解決手段】繊維強化布を幅方向に接続して成形されたFRP構造体であって、0゜方向層11と90゜方向層12とを有する繊維強化布1どうしを突き合わせ、その突き合わせ部の90゜方向層12の上に、90゜方向層の一方向帯布2を直接重ねて一体成形したFRP構造体。
(もっと読む)
成形品および成形品の成形方法
【課題】型を用い成形材料を硬化することで成形品を得るときに、成形品を型から容易に分離する。
【解決手段】本体部2と、本体部2に一体的に設けられ、一部が本体部2から突出している離型用部材4とを有する成形品1である。
(もっと読む)
発泡成形品の製造方法及びこれに用いる袋状体付き発泡型
【課題】バリの発生をなくし、型のメンテナンスを不要にし、離型剤の塗布も不要にして、アンダーカット部を有する発泡成形品を作製できる発泡成形品の製造方法及びこれに用いる袋状体付き発泡型を提供する。
【解決手段】発泡成形品6のアンダーカット部61を形成する窪み20が在る凹型2を、ヒンジ軸2dを中心に回動して型割れ,拡開する一対の分割型2a,2bで構成して、アンダーカット部61が解消され脱型できるようにする一方、上面開口の袋状であって、分割型の分割ライン27沿いに、袋主要部41から屈折してひだ状又は蛇腹状に突出する折畳み部分45を有し、さらに折畳み部分45が両分割型の分割面24に挟まれて、両分割型2a,2bの接合でできる断面凹形の型内面21を袋主要部41が覆うようにセットされるフィルム製袋状体4を設け、且つ折畳み部分45を分割面24に挟着させて袋状体4がセットされた両分割型2a,2bとの型閉じで、発泡成形品用キャビティCを形成する相手型を設けてなる。
(もっと読む)
成形品の成形方法、成形品および型
【課題】成形材料を硬化させて成形品を成形する成形品の成形方法等において、簡素な工程で成形品の要部での欠陥の発生を防止する。
【解決手段】成形材料13を硬化することで、要部3と周辺部5とを備えた成形品1を成形する成形品1の成形方法において、要部3の硬化を、周辺部5の硬化よりも先に終了させる。
(もっと読む)
成形材料の成形装置および成形材料の成形方法
【課題】簡素な構成で上型と下型との位置ずれの測定を従来よりも短時間で行うことができる成形装置を提供する。
【解決手段】上型M1と下型M2とを用いて成形材料を成形する成形装置1において、上型M1が設置される上型設置体3と、下型M2が設置され上型設置体3に対して相対的に移動位置決め自在である下型設置体5と、上型設置体3に一体的に設けられた被測定体9と被測定体9の位置を測定するために下型設置体5に一体的に設けられた変位センサ11とを備えた測定部7とを有する成形装置1である。
(もっと読む)
インサート構造を有するサンドイッチパネルおよびその製造方法
【課題】重量増加の原因となる金属インサート部品の使用を極減させるとともに、強度的な信頼性の高いインサート構造を有するサンドイッチパネルおよびその製造方法を得る
【解決手段】コア材(11)の厚さ方向の両面に配置され、繊維クロス(12a)で構成された表皮(12)と、両面に配置された表皮間を貫通する孔を有し、繊維ブレードで構成されたインサート部(13)とを備えたインサート構造を有するサンドイッチパネル(10)であって、表皮(12)とインサート部(13)との接合部の繊維が連続し一体構造化されている。
(もっと読む)
成形型、並びに、樹脂成形品の成形方法
【課題】本発明は、ベント部の清掃作業を軽減し、樹脂成形品の生産性を向上できる成形型、並びに、樹脂成形品の成形方法を提供することを目的とした。
【解決手段】成形型1は、金型本体たる上型2及び下型3と、上型2と下型3を合致させた際に形成される成形キャビティ5と、成形キャビティ5と連通した脱気部10と、脱気部10に配される含浸部材20とを有する。含浸部材20は、樹脂が含浸した状態においては、少なくとも当該樹脂が含浸した部位が他の部位と分離可能な構成とされており、成形キャビティ5内に樹脂が充填され、その樹脂が硬化した後に成形品を離型すると、含浸部材20の一部が成形品側に一体的に付着する。
(もっと読む)
硬質ポリウレタンフォームの製造方法
【目的】
本発明は、発泡剤としてHCFCを用いた硬質ポリウレタンフォームよりも断熱性能に優れると共に、寸法安定性や燃焼性においても優れた硬質ポリウレタンフォームを提供することを目的とする。
【構成】
本発明は、ポリイソシアネートとポリオールとを発泡剤および触媒などの存在下で反応させて硬質ポリウレタンフォームを製造するに際し、前記ポリオールが、アニリンを開始剤とし、水酸基価550〜630mgKOH/gのポリエーテルポリオールを全ポリオール100重量部に対して10〜100重量部使用することを特徴とする。
(もっと読む)
ウレタン発泡成形体およびその製造方法
【課題】 放熱性に優れたウレタン発泡成形体、およびその製造方法を提供する。
【解決手段】 ウレタン発泡成形体は、ポリウレタンフォームの樹脂骨格と、該樹脂骨格中に含有され、互いに連接して配向している磁性体粒子と、非磁性体からなり、少なくとも一部が該樹脂骨格の表面に露出している熱伝導性粒子と、を有する。また、ウレタン発泡成形体の製造方法を、発泡ウレタン樹脂原料と、オイルと、磁性体粒子と、熱伝導性粒子と、を含む原料を、発泡型のキャビティ内に注入する原料注型工程と、該キャビティ内の磁束密度が略均一になるように磁場をかけながら発泡成形する発泡成形工程と、を有するように構成する。
(もっと読む)
141 - 160 / 1,945
[ Back to top ]