
Fターム[4F204EB01]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の区分 (4,116) | 一定長物品(不連続物品)の製造方法 (1,945)
Fターム[4F204EB01]に分類される特許
101 - 120 / 1,945
車両用シートパッド及びその製造方法
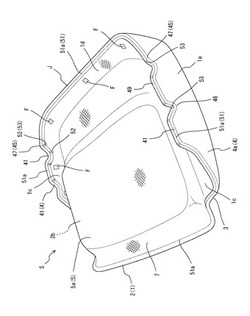
【課題】パッド本体の裏面とパッド本体の外とにまたがるリクライニング装置等との間で発生する異音を防ぐ車両用シートパッド及びその製造方法を提供する。
【解決手段】発泡体からなるパッド本体1と、該パッド本体の発泡成形でその裏面に被着一体化される起毛55を備えたシート状不織布5aと、を具備し、且つ、パッド本体1にはその外縁部沿いに裏面側へ張り出す立壁状の張出部4が形成され、さらに、張出部4の裏面側厚み面41にその長手方向に向けて起伏のある凹凸部45が形成される一方、不織布5aは、凹凸部45に対応する不織布外周部51に、その外周縁51aから不織布中央部へ向け短冊状に複数の切込みを入れて短冊状部53を複数有する短冊状部付き不織布5に加工形成され、さらに、切込み52でできた短冊状部53同士が重なり合うか又は短冊状部間が開くことにより形成される曲面で凹凸部45を覆うようにして、凹凸部45に短冊状部53が被着一体化されてなる。
(もっと読む)
眼鏡用プラスチックレンズおよびその製造方法
【課題】眼鏡製造工程での枠入れ時の廃棄物量を低減するための手段を提供すること。
【解決手段】レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿するための2つの開口を有し、かつ内壁面に円周方向に連続して突設された突起帯を有する環状のガスケットの前記2つの開口に第1モールドおよび第2モールドをそれぞれ嵌挿させることにより、前記突起帯を含むキャビティを形成すること、および、前記キャビティ内にプラスチックレンズ原料液を注入し、該キャビティ内でプラスチックレンズ原料液を重合することにより眼鏡用プラスチックレンズを得ること、を含み、前記得られる眼鏡用プラスチックレンズは、前記突起帯の形状が転写されることにより側面に内側に向かってくびれた溝部が形成された成形体であり、該溝部を横断する断面の平面視形状が非円形であることを特徴とする眼鏡用プラスチックレンズの製造方法。
(もっと読む)
樹脂注型金型

【課題】可動側封着金具と樹脂侵入防止部材間に設けられるシール部材を所定圧力で圧縮することができる樹脂注型金型を提供する。
【解決手段】一方のキャビティー2aを設けた一方の金型1aと、一方のキャビティー2aと組合される他方のキャビティー2bを設けた他方の金型1bと、キャビティー2a、2b内にセットされる真空バルブ3と、真空バルブ3の可動側封着金具7と可動側通電軸8とを囲むような樹脂浸入防止部材の可動側シールド9と、可動側シールド9と可動側封着金具7間に設けられたシール部材10と、可動側シールド9を移動させる移動装置とを備え、移動装置は、一方の金型1aと他方の金型1bとを閉鎖することで、シール部材10を圧縮する方向に可動側シールド9を移動させるとともに、この可動側シールド9に加圧ばね25のばね力を加えるようになっている。
(もっと読む)
粗糸の束、粗糸の束を製造する方法、及び加工物を製造する方法
【課題】粗糸の束を製造する有利な方法を提供する。
【解決手段】粗糸1の束5を製造する方法において、長手方向一方向繊維の多数の粗糸1と、付加的な構成要素2,36とを束5に集合させる。
(もっと読む)
基板処理方法、プログラム、コンピュータ記憶媒体、基板処理装置及びインプリントシステム
【課題】基板上に塗布膜を効率よく形成し、基板処理のスループットを向上させる。
【解決手段】ウェハ処理装置において、ウェハWの表面W1に紫外線を照射し、当該表面W1を洗浄する(図18(a))。その後、ウェハWの表面W1全面に密着剤Bを塗布し(図18(b))、当該密着剤Bを焼成した後(図18(c))、密着剤Bをリンスして、ウェハW上に密着膜BFを成膜する(図18(d))。その後、ウェハWの密着膜BF上に光重合開始剤を有するレジスト液Rを塗布する(図18(e))。その後、ウェハW上のレジスト液Rに所定の光量の紫外線を照射し、当該レジスト液Rを、ウェハW上で拡散せず、且つ凝集しないような流動性を有する半硬化状態にする。そして、ウェハW上に半硬化状態のレジスト膜RFを成膜する(図18(f))。
(もっと読む)
シートクッションパッドの製造方法
【課題】上型に対する補強布の取付作業が容易なシートクッションパッドの製造方法を提供する。
【解決手段】補強布14に取り付けられた変形可能な形状記憶部材52を、上型3(内型22)の形状に沿うように変形させ、その形状を維持させることにより、補強布14を上型3の形状に沿った状態で取り付ける。形状記憶部材52を上型3の形状に沿うように変形させるだけで、その形状を維持させることができるので、固定ピンを用いた方法などと比較して補強布14の取付作業が容易である。
(もっと読む)
光学素子の製造方法および光学素子
【課題】気泡の混入を防止した光学素子の製造方法を提供する。
【解決手段】ガラス基板2の上に2つの樹脂層4,6を各層ごとに重ねて成形する光学素
子1の製造方法であって、2つの樹脂層4,6のうちガラス基板2の方から数えて2層目
の樹脂層6を成形する際、2層目の樹脂層6の外周部が該2層目の樹脂層6よりガラス基
板2側に位置する1層目の樹脂層4の外周部よりも内側に位置するように成形を行う。
(もっと読む)
車両用内装材の製造方法
【課題】カバー部材の位置決め精度が高められた車両用内装材を製造すること。
【解決手段】減圧吸引機構26bを備える下型26と上型とから成る一対の型を有し、一対の型を型閉じすることで形成される成形空間内に成形品が成形される成形装置と、減圧吸引機構22bを備え、下型26の露出面26aの形状に沿った固定面22aを有する固定冶具22と、を用いて車両用内装材を製造する方法であって、固定冶具22の固定面22aに表皮材12を吸引固定させる工程と、固定冶具22に固定された表皮材12と下型26の露出面26aとを当接させる工程と、下型26の露出面26aに表皮材12を吸引固定させる工程と、下型26と上型とを型閉じする工程と、成形空間内に発泡材(発泡樹脂)を注入する工程と、発泡材を発泡、硬化させてクッション材14を形成した成形品を形成する工程と、成形品を脱型する工程と、成形品から不要部分を取り除く工程とを備える。
(もっと読む)
パターン形成方法およびパターン
【課題】インクジェット法を用いて光硬化組成物の適用を行っても超微細パターンが良好に形成できるパターン形成方法を提供する。
【解決手段】重合性化合物および重合開始剤を含有する光硬化性組成物を基材上または微細パターンを有するモールド上に適用し、該光硬化性組成物をモールドまたは基材で挟んだ状態で光照射することを含むパターン形成方法であって、光硬化性組成物の25℃における粘度が12〜100mPa・sであり、光硬化性組成物は、液滴を吐出により、基材上または微細パターンを有するモールド上に適用し、前記光硬化性組成物の吐出時の温度が28℃以上である、パターン形成方法。
(もっと読む)
表皮一体発泡品
【課題】インストルメントパネル等に好適な装飾性の高い溝状模様と皺模様を有する表皮一体発泡品を提供する。
【解決手段】可撓性のプラスチックからなる一枚の表皮15と、表皮15の裏面で発泡形成された発泡体とを有する表皮一体発泡品10において、表皮15には、発泡体の発泡形成時の発泡圧により表皮15の溝16が押圧されて溝幅が開口部側よりも底部側で狭くされた溝状模様Mを表面に有し、溝状模様Mの両端には、発泡体の発泡形成時の発泡圧により表皮15の溝16が押圧されて溝幅が開口部側よりも底部側で狭くされる際の表皮15の変形により発生した皺模様17を有する構成とした。
(もっと読む)
レンズ成形型及びレンズ成型方法
【課題】分離失敗が原因のレンズ不良率を低減する。
【解決手段】レンズ成形型は、完全光学面の型面である成型面を有する上型モールドと、下型モールドと、上型モールド及び下型モールドの外周間を連結してキャビティを形成するレンズ成型用ガスケットと、を備える。上型モールドは、成型面の中心の接線方向に平行な面を有し、成型面の縁に沿って設けられたレンズ離型部を備える。
(もっと読む)
靴用インソール
【課題】高い強度を維持しながら衝撃吸収性を大幅に向上させた靴用インソールを提供する。
【解決手段】厚さ10ないし100μmのポリウレタン皮膜3がラミネートされた生地2のポリウレタン皮膜側に、超軟質ポリウレタン層4及び熱可塑性ポリウレタンフィルム5をこの順で積層させて形成される靴用インソール1であって、前記超軟質ポリウレタン層4は、その側面を含めて前記熱可塑性ポリウレタンフィルム5で覆われて、該熱可塑性ポリウレタンフィルム5と前記ポリウレタン皮膜3とで形成される空間内に内包されていることを特徴とする靴用インソール1。
(もっと読む)
ウレタン発泡成形体、その製造方法、およびウレタン発泡成形装置
【課題】 欠肉等の欠陥が少なく、薄くて低密度なウレタン発泡成形体を提供する。また、このようなウレタン発泡成形体を、簡便に製造することができる製造方法、およびウレタン発泡成形装置を提供する。
【解決手段】 ウレタン発泡成形体の製造方法を、対向して配置された第一基材30と第二基材31との間に、磁性体粒子Sを含む液状の発泡ウレタン樹脂原料U1を配置する原料配置工程と、第一基材30と第二基材31との間の、発泡ウレタン樹脂原料U1の周囲の少なくとも一部に形成された、発泡ウレタン樹脂原料U1の流動方向と交差する方向に磁力線Lが集中した磁力線集中領域Mにより、発泡ウレタン樹脂原料U1の流動をせき止めながら、発泡ウレタン樹脂原料U1を発泡成形する発泡成形工程と、を有するように構成する。
(もっと読む)
プラスチックレンズ成形型用注入口形成装置
【課題】注入口を常に一定の大きさで形成することが可能なプラスチックレンズ成形型用注入口形成装置を提供する。
【解決手段】モールド組立体3を支持する支持部21と、前記テープ8に注入口を形成する切断部22とを備える。モールド組立体3は、レンズ面成形用の型となる一対の円板状モールド部材の外周部にコバ面成形用の型となるテープ8が巻き付けられたものである。切断部22は、テープ8に貫通部8aを形成するテープ貫通装置23と、移動装置24とによって構成されている。移動装置24は、前記貫通部8aがモールド組立体3の軸線方向とは直交する方向に長く形成されるようにテープ貫通装置23を移動させるものである。
(もっと読む)
プラスチックレンズ用成形型の製造方法およびプラスチックレンズ用成形型製造装置
【課題】プラスチックレンズ用成形型を品質が高くかつ均一となるように製造できるようにする。
【解決手段】テープ16が巻回されたモールド組立体11をクランプ装置31に保持させる保持ステップS1を有する。テープ16の予め定めた目標注入口位置を注入口形成装置5に位置決めする位置決めステップS2を有する。注入口形成装置5によってテープ16に注入口を形成する注入口形成ステップS3を有する。モールド組立体11の外周面における注入口と対応する位置に注入補助部材を接着させる接着ステップS4とを有する。
(もっと読む)
注型成形用金型、及び注型成形品の製造方法
【課題】注型成形による二層成形の際に発生する非製品領域を容易に除去可能な注型成形用金型、及び、注型成形品の製造方法を提供することを課題とする。
【解決手段】キャビティ5の端部付近に、下型4より突出した突出部(流路狭め部)6を形成する。前記突出部6により、第一層に形成された低剛性部(薄肉部)は、他より薄肉となっているため剛性が低く、低剛性部を起点に、下方へ力を加えることで、低剛性部より先端が分離し、除去すべき非製品領域の部分が小さくなる。また、前述の通り、低剛性部の周囲の第一層は剛性が低くなっているため、手による加工でも十分に先端を分離させることができる。
(もっと読む)
透明遮音板およびその製造方法
【課題】本発明の課題は、耐候性や強い衝撃を受けて破損した際にも破片が飛散し難い耐衝撃性に加え、透明性や視認性にも優れる透明遮音板およびその製造方法を提供する。
【解決手段】本発明の透明遮音板は、アクリル樹脂層(A)と、単量体単位組成がアクリル酸エステル単位30〜85重量%、メタクリル酸エステル単位10〜69.99重量%、これら以外の単官能単量体単位0〜49.99重量%、及び多官能単量体単位0.01〜5重量%である共重合体並びに有機多塩基酸エステルを少なくとも含有する軟質アクリル樹脂層と、アクリル樹脂層(B)とがこの順で積層されたものである。
(もっと読む)
プラスチックレンズ成形型用補助部材接着装置
【課題】モールドのばらつきに対しても常に一定の位置に注入補助部材を正しく接着できるようにする。
【解決手段】モールド組立体3を支持する支持部21と、モールド組立体3に注入補助部材4を接着する接着部22とを備える。接着部22は、注入補助部材4を支持する支持装置23と、支持装置23を移動させて注入補助部材4をモールド組立体3のテープ7に接触させる移動装置24とを備える。移動装置24は、支持装置23が移動するときの負荷を検出する検出部25を備える。移動装置24は、前記負荷の大きさが予め定めた大きさに達したときに支持装置23を停止させるものである。
(もっと読む)
プラスチックレンズ成形型用位置検出装置
【課題】モールド組立体のテープに形成される注入口の目標位置を速くかつ高い精度で特定する。
【解決手段】モールド組立体2と対向する検出部21と、検出部21とモールド組立体2との少なくともいずれか一方を他方に対してモールド組立体2の軸線方向に移動させる移動装置とを備える。検出部21の検出結果に基づいてテープ5の注入口6の目標位置を特定する位置特定部23を備える。モールド部材とテープ5は、光を透過可能な材料によって形成される。検出部21は、光路26がモールド組立体2を軸線方向とは直交する方向に横切る発光素子24と受光素子25とを有する。位置特定部23は、光路26がモールド部材を横切るときの光の透過率と光路26がテープ5を横切るときの光の透過率とを用いてモールド部材の端縁を検出し、この端縁の位置に基づいて目標位置を特定するものである。
(もっと読む)
成形品成形装置および成形品成形方法
【課題】第1の型と第2の型とを用いて成形品を成形する成形品成形装置において、従来よりも短いタクトタイムで精度の高い成形品を得る。
【解決手段】下型M1と上型M2とを用いて成形品W1を成形する成形品成形装置1において、下型型設置体9と下型設置体9に対して相対的に移動位置決め自在である上型設置体11とを備えた成形品成形部3と、成形品W1における、第1パターンW3と第2パターンW4との間の位置ずれ量を測定する位置ずれ量測定部5と、成形品成形部3で成形品W1を成形しているときに、成形品W1の測定を位置ずれ量測定部5で行い、この測定結果に応じて上型設置体11の相対的な位置を補正し成形品成形部3で次の成形品W3の成形をする。
(もっと読む)
101 - 120 / 1,945
[ Back to top ]