
Fターム[4F204EB01]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の区分 (4,116) | 一定長物品(不連続物品)の製造方法 (1,945)
Fターム[4F204EB01]に分類される特許
21 - 40 / 1,945
車両用フロアスペーサ、および、車両用フロアスペーサ成形方法
【課題】実用性の高い車両用フロアスペーサ及び、それの成形方法を提供する。
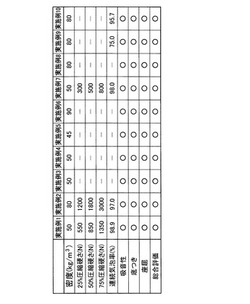
【解決手段】ウレタンフォーム原料によって金型内部で成形される車両用フロアスペーサにおいて、連続気泡率(ASTM D 2856−94)が、75%以上であり、密度(JIS K 7222)が、40〜95kg/m3であり、25%圧縮硬さが300N以上、かつ、50%圧縮硬さが500N以上、かつ、75%圧縮硬さが800N以上とする。また、金型内部でフロアスペーサを成形する方法において、多価アルコールにエチレンオキサイドを付加重合させることにより得られる官能基数4〜6、水酸基価400〜500のポリエーテルポリオールであり、EO率が35%以上であり、全ポリオールに対して2〜15質量%となるポリエーテルポリオールをウレタンフォーム原料として採用する。これにより、低密度化、高い圧縮硬度、高い吸音性を実現することが可能となる。
(もっと読む)
クッションパッドの製造方法及び発泡成形型

【課題】車両用、特には自動車用のシートクッションパッド2に、裏面に近接して耐力フレーム27を埋め込むにあたり、エアポケットや欠肉といった不具合の発生を低減でき、しかも、製造効率や作業性に優れたものを提供する。
【解決手段】耐力フレーム27の近傍におけるキャビティー16の天井面について、一部が中子型13によって形成されるようにする。すなわち、中子型13から、ひさし状の延在部51が耐力フレーム27の上方にまで延びるようにすることで、上型11と中子型13とのパーティングライン18が、耐力フレーム27の真上に来るようにする。また、さらには、ひさし状延在部51よりもさらに突き出すフレーム取り付け用延在部52を設けることで、中子型13に耐力フレームを取り付けるようにする。
(もっと読む)
樹脂注型品およびその製造方法
【課題】常態では金属部材に強固に接着し、廃棄時には熱硬化性樹脂を容易に分離させることが可能な樹脂注型品を提供する。
【解決手段】主回路を構成する中心導体1の金属部材と、中心導体1の表面に、エポキシ化リグニンと、ジシアンジアミドのような硬化剤と、メチルセロソルブのような溶剤とで構成される絶縁ワニスを塗布して設けたリグニン接着層2と、リグニン接着層2の周りにエポキシ樹脂のような熱硬化性樹脂をモールドして設けた絶縁層3と、を具備したことを特徴とする。
(もっと読む)
電気絶縁用注型品およびその製造方法
【課題】陽極酸化処理の後に長期間保管した後で注型作業を行っても、その接着力が低下せずに、長期間優れた高温クリープ特性を有する接着界面を有する電気絶縁用注型品の提供およびそのような接着界面を有する電気絶縁用注型品の製造方法を提供する。
【解決手段】酸化被膜16は、複数の柱状セル8から構成され、この柱状セル8のほぼ中心付近にはその軸方向に伸び前記柱状セル表面で開口する孔3を有するとともに、この孔3の軸方向の内周面にはこの内周面に対してほぼ垂直方向に伸びる枝孔7をさらに有しており、その厚みは0.5μmより厚く2.0μm未満あり、接着剤は、前記柱状セルの各孔に充填されるとともにその厚みが1μm以上40μm以下である。
(もっと読む)
プラスチックレンズの離型方法
【課題】成形されたプラスチックレンズをモールドから離型させる際にプラスチックレンズにひび割れが生じにくいプラスチックレンズの離型方法を提供すること。
【解決手段】凸型モールド2と、凹型モールド3とをレンズ成形面が対面するように所定間隔離間させて配置し、粘着テープ4で巻回したレンズ成形ユニット1内にモノマーを充填して固化させプラスチックレンズを成形する。これを温度差のある水溶液が収容された複数の水槽中に所定時間順に浸漬させていく。水溶液は界面活性剤等を加えて界面張力を低くすることが離型を促進させるために好ましく、超音波によって振動を与えることも好ましい。
(もっと読む)
軟質ウレタンモールドフォーム用副資材及びフォームの製造方法
【課題】ベントホールでのガス抜きにおいてガスのみを成形金型内から外部へ排出できるとともに、原料が含浸することなく異音防止に優れた軟質ウレタンモールドフォーム用副資材、及び軟質ウレタンモールドフォームの製造方法を提供することを課題とする。
【解決手段】ベントホールを有した上金型と下金型を備えた成型金型の上金型の内側に、前記ベントホールを覆うように配置されて使用される軟質ウレタンモールドフォーム用副資材において、水蒸気は通すが,水は通さない第1のシート7と、この第1のシート7に貼り合わされた,通水性を有する第2のシート8とを具備することを特徴とする軟質ウレタンモールドフォーム用副資材4。
(もっと読む)
成形体およびその成形方法
【課題】軽量であり、かつ、成形性が良好な、成形体およびその成形方法を提供する。
【解決手段】繊維集合体からなる芯材20を、表側面材21と裏側面材22とで挟んで積層体25を形成して、積層体25の、成形後に折れ曲がる角部となる部分に、他の部分に比べて液状の発泡性熱硬化性樹脂40を多く含浸させる。そして、発泡性熱硬化性樹脂40が含浸した積層体25を加圧成形することで、液状の発泡性熱硬化性樹脂40を加熱発泡させて、発泡性熱硬化性樹脂40を積層体25の内部に充填させる。さらに、積層体25を加熱することで発泡性熱硬化性樹脂40を硬化させる。
(もっと読む)
注入ノズル
【課題】ノズル本体に対するバルブピンユニットの着脱を容易にする。
【解決手段】ノズル本体1側における外形が円筒形の本体側連結部5の外面を部分的に切り欠いて平坦部5bと円弧部6を形成する。円弧部6には半径方向にのびるピン穴8を設ける。本体側連結部5には円周方向にのびる小径段差部7を設ける。バルブピンユニット10の環状のバルブピンユニット側連結部12には半径方向内方にのびる内向きフランジ部13とピン14とを設ける。内向きフランジ部13を部分的に切り欠いて切欠部15を形成する。ノズル本体1側の円弧部6に、バルブピンユニット10側の切欠部15を位置合わせし、バルブピンユニット10を回転させ、内向きフランジ部13を小径段差部7に係合させると共に、バルブピンユニット10側のピン14をノズル本体1側のピン穴8に引き抜き可能に挿通する。
(もっと読む)
現像ローラの製造方法
【課題】大量の画像出力をおこなった場合でも、部分的な高抵抗化を生じにくい現像ローラの製造方法を提供する。
【解決手段】軸芯体、導電性の弾性層および導電性の表面層を有する現像ローラの製造方法であって、該軸芯体を配置した円筒状の成形金型のキャビティ内にカーボンブラックを含む液状シリコーンゴム混合物を注入し、該液状シリコーンゴム混合物を硬化させて該弾性層を形成する工程、および該弾性層の上にカーボンブラックを含む該表面層を形成する工程を有し、該成形金型のキャビティ内の、該軸芯体の表面と対向する面の少なくとも一部は、フッ素樹脂を含む粒子を共析させた金属めっき層で構成されており、
該液状シリコーンゴム混合物中の該カーボンブラックは酸性カーボンブラックである。
(もっと読む)
槽及び槽の成形方法
【課題】注型成形時に水返し片を構成する板状部材と金型の間への樹脂の浸入を防止することができる槽と、当該糟の成形方法を提供する。
【解決手段】下金型に、水返し片15を構成するインサート部材5,6を挿入する溝を設け、溝内に挿入したインサート部材5,6の上からエラストマ7,8を圧入する。溝の角部に相当する部位にはゴム部材9を圧入配置する。そして金型のキャビティに成形樹脂材11を充填すると、成形樹脂材11は、槽本体1a,上縁フランジ部1bを成形すると共に、インサート部材5,6、エラストマ7,8を槽本体1aと一体化する。その際、成形樹脂材11は、インサート部材5,6と金型の間の隙間に浸入することができない。そのため、脱型時に円滑に脱型できる浴槽1を提供することができる。
(もっと読む)
模様付き人造大理石の製造方法
【課題】従来の人造大理石には見られなかった自然な格子状模様や流れ模様等を発現させることができる優美で意匠性の高い人造大理石の製造方法を提案する。
【解決手段】人造大理石用液状コンパウンドを注型して成形するに当たり、成形中の液状コンパウンドの粘度を300〜800mPa・sの範囲に調整し、下金型1を上金型2より温度が高く、かつ上下金型の温度差を30℃〜50℃の範囲とすることによりベナール対流を生じさせ、これにより製品表面に格子状模様、雲柄模様又は流れ模様を発現させるようにしたことを特徴とする模様付き人造大理石の製造方法。
(もっと読む)
適合可能なブレード
【課題】本発明の目的は、凹状のギャップ又は複雑な形状に適合可能なチューブ状構造体を提供することである。
【解決手段】本発明は、チューブ状構造体(32)に係り、互いに円状の関係を有する複数の軸方向部位(30)と、このチューブ状構造体を形成するようにこの軸方向部位と互いに連結するバイアス部位とを有するチューブ状構造体(32)を開示する。チューブ状構造体の軸方向部位は、この構造体のバイアス部位よりも大きな径を有する。
(もっと読む)
金型の製造方法及びレンズシートの製造方法
【課題】レンズシートのレンズとなる金型の凸部を形成する際に、1種類のめっき液でも所望のレンズ形状を得ることを可能とする金型の製造方法及びレンズシートの製造方法を提供する。
【解決手段】板状基材1上にめっき導電膜2を形成し、めっき導電膜2上に所定の幅の溝状、円状又は多角形状の開口部4を有するレジスト5を形成し、ラウリル硫酸ナトリウム及びホルムアルデヒドの少なくともいずれかを含む第1添加剤と、芳香族スルフォン酸塩を含む第2添加剤と、芳香族イミドを含む第3添加剤Cとが各々添加されためっき液を用い、かつ、めっき導電膜2に所定電流を供給することで、レジスト5上の開口部4に対応する位置に、略半円柱状または略半球状のめっき構造物6を形成し、めっき構造物6が形成されているレジスト5上に金属めっきを行って、めっき構造物6の形状が反転転写された略半円柱形状又は略半球状の凹部8を有する金型9を形成する。
(もっと読む)
樹脂注型装置
【課題】主剤と硬化剤の粘度を同様にし、短時間で均一に混合できる樹脂注型装置を提供する。
【解決手段】エポキシ樹脂の主剤を保管する主剤保管タンク1と、硬化剤を保管する硬化剤保管タンク2と、主剤保管タンク1に主剤用パイプ6で接続されるとともに、主剤の所定量を計量する主剤計量タンク5と、硬化剤保管タンク2に硬化剤用パイプ9で接続されるとともに、硬化剤の所定量を計量する硬化剤計量タンク8と、主剤計量タンク5と硬化剤計量タンク8とに接続された混合タンク11と、混合タンク11に接続された樹脂注型金型13とを備え、主剤保管タンク1と硬化剤保管タンク2とのそれぞれにヒータ3、4を設け、硬化剤よりも主剤の樹脂温度を高くしたことを特徴とする。
(もっと読む)
複合材料構造体及びその製造方法
【課題】軽量化を図ることができる複合材料構造体及びその製造方法を提供すること。
【解決手段】複合材料構造体11は、繊維強化樹脂のスキン材13同士の間に中空部12が形成された中空構造を有する。この複合材料構造体11は、スキン材13同士が、両スキン材13及び中空部12を貫通する繊維強化樹脂の結合部材14により結合されている。
(もっと読む)
マイクロレンズアレイの製造方法
【課題】マイクロレンズを形成するために必要な液滴の数と同じ回数の吐出走査を実施する必要があることに起因して、マイクロレンズを形成するために多くの時間を要することを抑制するマイクロレンズアレイの製造方法を提供する。
【解決手段】マイクロレンズアレイの製造方法は、液状体を液滴として吐出して、基材の所定の位置に着弾させた液状体によってマイクロレンズを形成するマイクロレンズアレイの製造方法であって、基材におけるマイクロレンズを形成する面を、液状体に対して撥液性にする撥液処理工程と、マイクロレンズを構成するための複数の液滴における最初に着弾させる液滴を、マイクロレンズの座標位置に着弾させる第一液滴配置工程と、複数の液滴における2番目以降に着弾させる液滴を、当該液滴の前に着弾させた液滴に一部が重なる位置に着弾させる第二液滴配置工程と、を有する。
(もっと読む)
排気孔付き型および成形品を生成する方法
【課題】排気孔付き型および成形品を生成する方法を提供することである。
【解決手段】この型(200)は、型キャビティを規定するように解除可能に係合可能なふた(205)とボウル(210)とを備え、このふたは、(i)ガスが型キャビティから逃げるための通路を有する排気孔(220)と、(ii)これら排気孔に接続されている複数の溝と、を備えている。型キャビティ表面における複数の溝/スロットの使用は、効果的に、成形される組成物からガスを引き抜くサイフォンとしての機能を果たす。複数の溝/スロットは、1つ以上の排気孔に接続され、それにより、この場合、型キャビティから型の外側にガスが逃げることを可能にする。
(もっと読む)
支持部一体型レンズの製造方法、その製造方法に用いられる刃型及び、支持部一体型レンズ
【課題】軟性材料からなる支持部一体型のレンズを製造する際に、加工屑の発生を抑えつつ、より迅速に、簡便な作業でレンズ外形を加工することが可能な技術を提供する。
【解決手段】レンズとして機能する光学部と、この光学部を支持するための支持部とを一体に有し、軟性材料によって形成される眼用レンズの製造方法である。そして、成形型内で樹脂材料を重合もしくは硬化させることで、光学部となる部分及び支持部となる部分を有するバルク眼内レンズ1eを成形する。さらに、バルク眼内レンズ1eが成形型の下型3と一体化した状態で、これらを専用刃型4で打抜くことによって眼内レンズの光学部と支持部の外形を形成する。
(もっと読む)
車両用シートパッドの製造方法
【課題】パッド本体の立壁状外周部につながる裏面側厚み面で、シートフレームとの間で発生する異音を防ぎ、さらに発泡成形時に発泡原料漏れ対策を講じた車両用シートパッドの製造方法を提供する。
【解決手段】パーティングラインPL位置が、発泡成形されるパッド本体1の外周部1aで、裏面1R側へ張り出すその一番高い地点10よりも下方地点に設けられ、さらに上型7にセットされる布状材と通じる発泡ガス用ガス抜き孔7gがその上型に設けられる発泡型6を用いて、布状材5の外周縁51が、発泡成形されるパッド本体1の外周部1aでその一番高い地点10を越え且つパーティングラインPLの手前に配されるようにして、上型7の型面7Aに布状材5をセットする第一工程と、発泡原料9の注入及び型閉じする第二工程と、発泡成形で余剰の発泡ガスをガス抜き孔7gから放出して、布状材5が被着一体化されるパッド本体1を発泡成形する第三工程とを備える。
(もっと読む)
成形品の製造方法及び製造装置
【課題】成形品(例えば型取り用型)の製造において、成形型内に注入する液体材料(例えばゴム材料)内の気泡を確実に除去する。
【解決手段】原型1及び裏打ち部材2の間に形成された成形空間の最下部と樋状容器4との間を連通路20により接続し、樋状容器4内に取り付けた開閉部材5により連通路20を閉じた状態に設定する。樋状容器4に所要量の液状のゴム材料Gを注入して一旦滞留させた後、開閉部材5により連通路20を開いた状態に設定してゴム材料Gを重力の作用により成形空間内に流入させ、成形空間内にゴム材料Gを充填する。
(もっと読む)
21 - 40 / 1,945
[ Back to top ]