
Fターム[4F204EB01]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の区分 (4,116) | 一定長物品(不連続物品)の製造方法 (1,945)
Fターム[4F204EB01]に分類される特許
61 - 80 / 1,945
強化繊維シート、繊維強化複合材、及び強化繊維シートの製造方法、並びに繊維強化複合材の製造方法
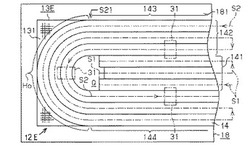
【課題】強度的な品質に優れた強化繊維シート及び繊維強化複合材を提供する。
【解決手段】帯形状の強化繊維シート12Eは、織物13Eと、織物13Eの接着面131に貼り付けられた強化繊維束14とから構成されている。強化繊維束14によって配列形成された配列領域は、強化繊維シートの長さ方向に引き揃えられた直線配列部141と、強化繊維シートの長さ方向に引き揃えられた後に半円を描きながら反転して強化繊維シートの長さ方向に引き揃えられた配列部142とに分かれている。配列部142は、連続した状態で方向転換する方向転換部Hoを備えており、方向転換部Hoと直線配列部141の一端部との間には空領域Qが形成されている。
(もっと読む)
繊維強化樹脂を備える製品を少なくとも2つ製造する方法および装置

【課題】 繊維強化樹脂を備える製品を少なくとも2つ製造する際、成形型の構造が複雑で、容積も大きくなっても、繊維基材へ樹脂材を含浸するのが容易で、樹脂材を硬化するための温度および時間の制御、管理が容易で、且つ、成形型の清掃も容易とする。
【解決手段】 繊維強化樹脂を備える扁平形状の製品を複数同時に製造するために、先ず、この複数の製品の扁平形状を有する複数のキャビティ部12a、12bが、中子13を介して重なるように形成される成形型11を用意する。そして、このキャビティ部に、繊維基材1をそれぞれ配置し、成形型11内に樹脂材を注入して、繊維基材1にこの樹脂材を含浸、硬化することで、繊維硬化樹脂を備える製品を複数同時に成型する。
(もっと読む)
熱硬化性樹脂の注型成形方法及び注型成形用金型
【課題】均熱性に優れ、外観上のムラ及び機械物性の分布が発生しない良好な成形品を作製しうる注型成形用金型を提供する。
【解決手段】熱硬化性樹脂を加熱して硬化させ所望の形状に成形するための注型成形用金型において、熱硬化性樹脂が注入される空間が形成されるよう対向して配置された一対の金型表面部材と、該一対の金型表面部材の外側に配置され、輻射線を放出可能であり、上記輻射線により上記一対の金型表面部材を介して上記熱硬化性樹脂を加熱し硬化させる少なくとも1つの輻射熱源と、上記一対の金型表面部材の外側面に配置され、上記輻射熱源からの輻射線を吸収する輻射線吸収手段と、を設け、上記輻射線吸収手段の表面上の単位面積あたりの面積平均放射率を、上記輻射熱源からの照射強度が小さい程高く、照射強度が大きい程低く設定する。
(もっと読む)
プラスチックレンズ用成形型
【課題】縁摺加工の精度をより一層高くすることが可能なプラスチックレンズ用成形型を提供する。
【解決手段】眼鏡用プラスチックレンズのレンズ面を成形する型となる第1、第2のモールド部材3,4を備える。第1、第2のモールド部材3,4の相対的な移動を規制するガスケット2を備える。第1のモールド部材3と第2のモールド部材4とのうちいずれか一方のモールド部材におけるレンズ面の中心部分と対応する外面には、このモールド部材を縁摺加工装置に取付けるための連結部12が設けられている。
(もっと読む)
半導体装置製造方法及び半導体装置
【課題】樹脂が側面の境界から露出部に向けてはみ出ることを十分に防止することができる半導体装置製造方法を提供すること。
【解決手段】本発明による半導体装置製造方法は、押圧方向Fを有する金型2、3を用いて露出部4aを含む金属板4の露出部以外を樹脂により封止する成型工程と、金属板4の押圧方向Fに平行な側面4aaにおける露出部4aと露出部以外との境界4Lを樹脂止め部材5により変形して凹部4bを形成する変形工程とを含むとともに、変形工程と成型工程を同時に行うことを特徴とする。
(もっと読む)
樹脂吸着搬送方法及び樹脂吸着搬送装置並びに樹脂封止方法
【課題】粒体樹脂を用いてキャビティ凹部に応じて万遍なく樹脂を供給可能な樹脂吸着搬送方法を提供する。
【解決手段】樹脂吸着搬送装置1の吸着面2aを粒体樹脂3に接離動させて吸着面2aに粒体樹脂3を吸着保持させ、粒体樹脂3を吸着保持したまま樹脂吸着搬送装置1を型開きしたモールド金型5へ進入させて、キャビティ凹部6と対向する位置に位置合わせして吸着保持した粒体樹脂3の吸着を解除して供給する。
(もっと読む)
2つの曲率を有するパネルの作製方法
【課題】2つの曲率を有する複合材料製航空機パネルの作製方法を提供して、先行技術の欠点を緩和する。
【解決手段】前記パネルが所定の配列に沿って分散した繊維を含む3次元プリフォームから得られる方法において、繊維からなる平面プリフォーム22を製造し、3次元プリフォームが得られるように前記平面プリフォーム22を変形させることからなり、繊維は、変形後に所定の繊維配列が得られるように平面プリフォームに適合した軌道をたどる。
(もっと読む)
ソフトコンタクトレンズ製造用シロキサンモノマー
【課題】長期間連続装用を可能にする含水ソフトコンタクトレンズ、そのための新規な共重合体、及び鋳型中で該共重合体を得るための方法を提供する。
【解決手段】表面の接触角が水中気泡法で10〜30°かつ空気中での液滴法で40〜83°の範囲にあり、酸素透過係数(Dk値)が30以上で含水率が5%以上である含水ソフトコンタクトレンズ、親水性シロキサンモノマーと親水性モノマーとを重合してなる含水ソフトコンタクトレンズ用共重合体、及び含水ソフトコンタクトレンズを、ポリアミド、ポリエチレン、ポリエチレンテレフタレート及びエチレンビニルアルコールから選ばれた1種の樹脂から形成された鋳型中で形成する方法。
(もっと読む)
発泡樹脂成形品成形用の金型構造
【課題】発泡樹脂成形品の強度低下を抑制しつつスキン層の一部を剥離して発泡層を露出させた発泡樹脂成形品を成形することができる発泡樹脂成形品成形用の金型構造を提供する。
【解決手段】発泡樹脂成形品成形用の金型10は、発泡樹脂成形品の本体部を成形するための本体部成形部10cと、本体部の表面に立設されるリブ部を成形するためのリブ部成形部10bとを有し、該リブ部成形部10bは、リブ部の立設方向に対してアンダーカット状に形成されるリブ部を成形するように形成され、金型10は、発泡樹脂成形品を成形した後に取り出す際に、リブ部成形部10bにリブ部を保持した状態でリブ部の立設方向にリブ部と本体部とを離間させることにより、リブ部に連続する本体部のスキン層を剥離して本体部の発泡層を露出させるように構成されている。
(もっと読む)
発泡成形品の製造装置
【課題】本発明は、小型化が可能で小規模生産に適した発泡成形品の製造装置を提供する。
【解決手段】発泡成形品の製造装置1に設けられ金型収容部12の昇降機構Sは、金型収容部12の下方に位置して、金型収容部12を昇降させる足踏みレバー20と、足踏みレバー20の作用部22と金型収容部12とを連結する連結レバー14と、を備えている。連結レバー14の一端は金型収容部12に軸支され、連結レバー14の他端は、足踏みレバー20の作用部22に軸支されている。この発泡成形品の製造装置1は、足踏み部21を力点としたテコの原理で金型収容部12を上昇させることができる。従って、モータやエアーピストンなどの動力を利用することなく、人力によって重い金型Kを上昇させることができる。
(もっと読む)
表皮付一体発泡成形品及びその製造方法
【課題】表面に立体的な凹凸形状を形成し得て意匠性を高めることができ、また触感を部分的に変化させることで人が触れたときのフィーリングを良好となし得る表皮付一体発泡成形品を提供する。
【解決手段】発泡樹脂の原液を発泡成形して成る発泡基体12に対して、表皮18と軟質のスラブフォーム層20とフィルム22とが一体に積層された表皮層16を接合状態に一体に成形して成る表皮付一体発泡成形品10において、表皮層16には、フィルム22を貫通してスラブフォーム層20の内部まで到る切込み又は孔加工による含浸口部24を設けて、含浸口部24を通じてスラブフォーム層20に含浸された発泡樹脂の原液により固化部26を形成する。そして固化部26に表皮18を接着固定して、スラブフォーム層20の他部を表皮18とともに表側に膨出させて発泡成形品10の表面に凹凸形状を形成する。
(もっと読む)
熱硬化性樹脂複合体の製造方法及び製造用金型
【課題】複数の熱硬化性樹脂成型体を鉛直方向に沿って延びる複合面で複合させた熱硬化性樹脂複合体であっても、複合面に変形や亀裂が生じにくく、複合面を成形する複合面成形金型の取り外しが容易な熱硬化性樹脂複合体の製造方法及び製造用金型を提供する。
【解決手段】複数の熱硬化性樹脂成型体1,2を鉛直方向に沿って延びる複合面3で複合させた熱硬化性樹脂複合体Cの製造方法であって、第1金型10の第1キャビティ14に第1樹脂原料液を注入し、加熱硬化させて第1成型体1を成形する工程と、複合面成形金型131,132を、第1樹脂原料液のタックフリータイム経過後、複合面3に対して平行以外の方向に取り外す工程と、複合面3との間に第2キャビティ21が形成されるように第2金型20を配置する工程と、第2キャビティ21に第2樹脂原料液を注入し、加熱硬化させて第2成型体2を成形すると同時に第1成型体1と複合させる工程とを備える。
(もっと読む)
微細凹凸構造を表面に有する物品、およびその製造方法
【課題】表面の微細凹凸構造に欠陥が少ない高品質な物品を、安定的かつ容易に製造できる、微細凹凸構造を表面に有する物品の製造方法を提供する。
【解決手段】微細凹凸構造を表面に有する金型6とフィルム7(基材)との間に活性エネルギー線硬化性組成物を挟み、これに活性エネルギー線を照射して硬化させて、フィルム7の表面に微細凹凸構造が転写された硬化樹脂層12を形成することによって、微細凹凸構造を表面に有する物品14を製造する方法であって、活性エネルギー線硬化性組成物として、1分子鎖中におけるジメチルシロキサン構造の比率の低い成分の含有量が高い、ジメチルシロキサン構造とエチレンオキサイド構造を有するラジカル重合性シリコーンオイルモノマーと、他の重合性化合物とを含むものを用い、金型6として、表面積1m2当りに付着したタンパク質が1000個以下である金型を用いる。
(もっと読む)
発泡材料を備える部品の製造方法
【課題】支持部材、発泡材料層、及び内装用カバーを備える発泡材料部品の製造方法。
【解決手段】本発明の方法は、複数の長尺状の内装用カバー片を縫製することによって内装用カバーを形成する工程と、縫製済みの内装用カバーを位置決め部材の凸状位置調節面に設置する工程と、第1の吸引システムにて位置決め部材上に内装用カバーを吸引する工程と、内装用カバーを上部に引き付けている吸着した状態の位置決め部材を、発泡用ダイの底部ダイ内に配置する工程と、第1の吸引システムを停止し、及び、第2の吸引システムを用いて底部ダイの凹状の位置調節面に内装用カバーを引き付ける工程と、位置決め部材を底部ダイから離脱する工程と、発泡用ダイのプランジャ上に剛性支持部材を設置し、及び閉蓋することによって支持部材と内装用カバーの間に発泡用空隙を形成する工程と、発泡用空隙に発泡材料を注入し、及びポリマー化する工程とを備える。
(もっと読む)
ワイヤハーネスおよびその製造方法
【課題】発泡樹脂で成形された部分の耐摩耗性を向上させる。
【解決手段】電線束Wの外周に該電線束を覆うように発泡樹脂成形体50がモールドされたワイヤハーネスWHにおいて、発泡樹脂成形体50の外表面に樹脂フィルム30が密着して配されている。下型10と上型20の内面に樹脂フィルム30を配置した上で、下型の配索溝11、12に沿って電線束Wを配置し、その状態で配索溝に発泡樹脂41を注入して発泡させることで、電線束の外周を覆うように発泡樹脂成形体50を成形すると同時に発泡樹脂成形体の外表面に樹脂フィルム30を接着する。
(もっと読む)
光学素子の製造方法
【課題】急激な硬化収縮による内部歪みを防止しつつ、樹脂製の成形型を用いてもレンズ部のピッチずれを防ぐことができる光学素子の製造方法を提供すること。
【解決手段】光硬化性樹脂であるウェハーレンズ100の樹脂102bを光硬化工程(ステップS14)と熱硬化工程(ステップS15)の2段階に分けて硬化させることにより、樹脂102bの反応速度をコントロールすることができる。これにより、樹脂102bの速い硬化による急激な収縮が発生することを防止することができる。また、サブマスター型40のサブマスター成形部41の樹脂材料41bと樹脂102bの線膨張割合を略等しくすることにより、ウェハーレンズ100のような大きな面積の光学素子を製造する場合でも、第1レンズ本体11aのピッチずれを防ぐことができる。
(もっと読む)
成形用金型、成形装置、及び成形品の製造方法。
【課題】成形品にバリを生じにくくすることができる成形用金型、成形装置、及び成形品の成形方法を提供する。
【解決手段】成形装置100は、金型110を有する。金型110は、下型114と、下型114と接触する上型116とを有し、下型114と上型116との間に熱硬化性樹脂を保持するキャビティ120が形成される。金型110は、下型114と上型116とが接触するパーティング面144に配置され、キャビティ120に保持された光硬化性樹脂と接触して、キャビティ120に保持された光硬化性樹脂に押圧されて弾性変形する弾性体150をさらに有する。
(もっと読む)
レンズ製造方法、及び眼鏡レンズ製造システム
【課題】モールド部材の加工コストを抑えるのに好適なレンズ製造方法を提供すること。
【解決手段】一対の対向配置されたモールド部材間を封止部材で封止することによって規定されたキャビティにレンズ原料液を注入する注入工程と、キャビティに注入されたレンズ原料液を硬化反応させて一対のモールド部材の各転写面形状を転写させたレンズ基材を得る硬化反応工程と、各転写面形状が転写されたレンズ基材を一対のモールド部材から離型する離型工程とを含み、一対のモールド部材の少なくとも一方の転写面が、削り加工によって加工された削り加工面上に形成された被膜の表面であるレンズ製造方法を提供する。
(もっと読む)
パッド付きインストルメントパネル本体の成形方法
【課題】ウレタン原料の流れが乱れず、品質の良いパッド付きインストルメントパネル本体を得る。
【解決手段】下型103に表皮9を、上型105に基材3をそれぞれセットする。原料注入口203を有するマスキングプレート201を表皮9と基材3との間に配置した型閉め状態で、基材3のスピーカ取付部15をマスキングプレート201で覆ってスピーカ取付部15の外周縁部をシールするとともに、原料注入口203をスピーカ取付部15の装着孔17と連通させ、かつマスキングプレート201と表皮9との間に隙間を有するようにスペーサ205を介在させて基材3及びマスキングプレート201と表皮9との間にキャビティCを形成する。原料注入口203からキャビティCにウレタン原料Rを注入して発泡硬化させることにより、基材3及びマスキングプレート201と表皮9との間にウレタン発泡層11を一体に形成する。スピーカ取付部15に対応するパッド7を切断してパッド7及びマスキングプレート201を取り除く。
(もっと読む)
断熱材用硬質ウレタンフォーム、硬質ウレタンフォーム製造用プレミックスポリオール、硬質ウレタンフォームの製造方法及び冷蔵庫
【課題】ウレタンフォームとABS樹脂製内箱との間に表層ボイドが形成され、冷蔵庫内の空間を形成するABS樹脂製内箱表面の外観に凹凸のある歪を与える、冷蔵庫の断熱箱体及び断熱扉体に充填する硬質ウレタンフォーム、その硬質ウレタンフォーム製造用プレミックスポリオール、硬質ウレタンフォームの製造方法及び冷蔵庫の提供。
【解決手段】活性水素を4〜8個有する活性水素含有化合物にアルキレンオキシドを付加した、低粘度のポリオール成分30〜80重量%を含み、また、整泡剤が一般式(1)の化学構造を有する、SP値(溶解パラメータ)8.1〜8.6であることを特徴とするプレミックスポリオールを用いて発泡する。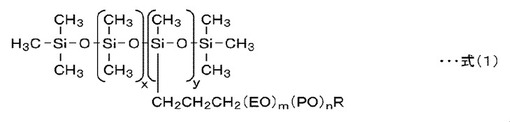 (もっと読む)
(もっと読む)
61 - 80 / 1,945
[ Back to top ]