
Fターム[4F205AM32]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形装置、成形操作のその他の特徴 (994) | 特有の成形不良の防止技術 (694)
Fターム[4F205AM32]の下位に属するFターム
バリ防止 (3)
ひけ防止 (3)
そり防止 (28)
ウエルドライン防止、スパイダーマーク防止(←ゲート跡、フローマーク) (2)
Fターム[4F205AM32]に分類される特許
21 - 40 / 658
熱硬化装置、および、熱硬化方法
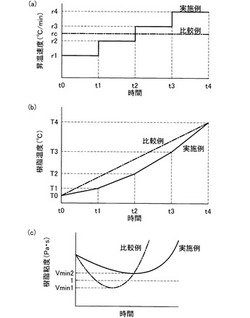
【課題】導電性繊維と熱硬化性樹脂とを含む繊維強化プラスチック層を有する圧力容器における熱硬化性樹脂を、電磁誘導加熱によって熱硬化する際に、繊維強化プラスチック層の内層側から外層側への熱硬化性樹脂の染み出しを抑制する。
【解決手段】比較的遅い昇温速度で、熱硬化性樹脂の最低粘度を比較的高く維持して、熱硬化性樹脂の熱硬化を行い、その後、比較的速い昇温速度で、急速に熱硬化性樹脂の熱硬化を行う。
(もっと読む)
芯体、管状体の製造方法

【課題】芯体に塗布された樹脂溶液を加熱することで発生する収縮によるしわと、当該溶液を加熱することで発生するガスによる膨れと、を抑制する。
【解決手段】外周面に塗布された樹脂溶液が加熱により硬化されて管状体が製造される円筒状又は円柱状の芯体本体と、前記芯体本体の軸方向中央部を含む前記外周面に形成された離型層と、前記芯体本体の軸方向一端部及び他端部のそれぞれにおいて前記外周面の周方向に沿って断続的に複数形成され、当該一端部及び他端部のそれぞれにおける前記芯体本体の周方向の全周において当該芯体本体の軸方向のいずれかの箇所に存在し、前記離型層よりも離型性が低下した低下部分と、を備える。
(もっと読む)
光学フィルムの製造における品種切り替え方法及び光学フィルム
【課題】溶液流延製膜法による光学フィルムの製造における品種切り替えを、短時間にでき、かつ異物の含有量を低減できる品種切り替え方法を提供する。また、当該品種切り替え方法を用いて製造された光学フィルムを提供する。
【解決手段】溶液流延製膜法による光学フィルムの製造における品種切り替え方法であって、ドープの調製工程において、当該ドープの粘度を30〜300%の範囲内で変動させることを特徴とする光学フィルムの製造における品種切り替え方法。
(もっと読む)
複合材料の製造装置および製造方法
【課題】プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる装置および方法の提供。
【解決手段】型Mの一端から他端へ移動しながらプリプレグ11を型Mに供給する供給機構20と、供給機構20に連動して型Mの一端から他端へ移動しながらプリプレグ11層間のエアを抜出すエア抜き機構30を具備し、供給機構20はプリプレグ11と離型紙12の積層物10を巻き出すプリプレグ巻き出し手段21、離型紙12を巻き取る離型紙巻き取り手段22、プリプレグ11を位置補正する位置補正手段23を備え、エア抜き機構30は横並びに隣接して配列した複数の円板からなる、円柱状かつエア抜き機構30の移動方向Fに湾曲した押さえ手段31を備える複合材料の製造装置1。
(もっと読む)
フィラメントワインディング方法、フィラメントワインディング装置及びタンク
【課題】多給糸方法を用いてヘリカル巻きを行う場合において、繊維の終端部の固定を簡単に行う。
【解決手段】本発明のフィラメントワインディング方法は、ガスタンク2の周囲の同心円上に配置されたヘリカル巻きヘッド12の複数の給糸部からガスタンクに繊維を給糸しながら、ガスタンク2をヘリカル巻きヘッド12に対しタンク軸方向Xに相対的に往復移動させてガスタンク2にヘリカル巻きを行い、ガスタンク2の最後の折り返し後、ガスタンク2の一方のドーム部2bと胴部2aに繊維を巻いて、繊維の巻回終端部A1を胴部2aの一の端部Pに位置させる工程と、フープ巻きヘッド13から胴部2aに繊維を給糸して、胴部2aのヘリカル巻きの上にフープ巻きを行う工程と、その後、繊維の巻回終端部A1のある胴部2aの一の端部Pにおいて、ヘリカル巻きヘッド12の給糸部に接続されている繊維Aを切断する工程と、を有する。
(もっと読む)
フィラメントワインディング装置及びフィラメントワインディング方法
【課題】多給糸方法を用いてガスタンクに繊維を巻回する場合に口金付近の繊維層が厚くなるのを抑制する。
【解決手段】FW装置1は、タンク支持装置11と、ガスタンク2に対して繊維Aを供給しヘリカル巻きを行うヘリカル巻きヘッド12と、制御装置14を有する。ヘリカル巻きヘッド12は、ガスタンク2の周囲に同心円状に配置され、タンク軸方向Xに相対的に移動可能なガイドリング30と、ガイドリング30にタンク軸に対し放射状に設けられ、繊維Aをガスタンク2に向けて給糸する複数のガイド筒31と、ガイド筒31の給糸口32をタンク軸心方向Yに前後移動させる給糸口移動装置33と、を有する。制御装置14は、ガイドリング30がヘリカル巻きの折り返し位置にある時に、一部のガイド筒31の給糸口32のタンク軸心方向Yの位置が他のガイド筒31の給糸口32の位置よりも後方側になるように給糸口32の前後移動を制御する。
(もっと読む)
パウダースラッシュ成形装置のシール構造
【課題】主に、簡単な構成で金型との間の隙間をなくすと共にシール力を均一化し得るようにする。
【解決手段】パウダースラッシュ成形装置11を構成するリザーバ容器13の開口縁部13aに、金型14に当接してシール可能なシール材16が取付けられたパウダースラッシュ成形装置11のシール構造に関する。そして、シール材16の金型14に当接する部分に、内部に流体を注入することによって風船状に膨らませることのできる膨張可能部25を設けるようにしている。
(もっと読む)
多孔質型を用いた複合材の成形方法および装置
【課題】剛性型として多孔質型を用いることで、樹脂含浸を繊維基材の厚さ方向に促進させ、また、成形・硬化中の残留気泡の低減を行うプロセスを提供する。
【解決手段】成形型に配置した繊維基材に、注入した樹脂を含浸させて複合材を得る成形法において、前記成形型を、微細孔を備えた通気性の多孔質成形型から形成すると共に、当該多孔質成形型の前記繊維基材に対向する面と当該繊維基材との間に、気体は通過可能であるが樹脂はブロックされる微細孔を備えた多孔質層を設け、前記多孔質成形型の微細孔を介して当該多孔質成形型を通して真空吸引を行うことで、注入した樹脂を繊維基材に含浸させる。
(もっと読む)
引抜成形品の連続製造方法
【課題】本発明は、環状被重合成分を用いることで、強化繊維への含浸性が良好であり、かつ酸化による着色が少なく、力学特性に優れた熱可塑性樹脂含浸の引抜成形品の連続製造方法を提供する。
【解決手段】連続的に下記成分(A)を供給し、溶融させた下記成分(B)で満たされた引抜成形用金型を通過させて引抜成形品を製造する製造方法する際に、下記工程(I)に引き続き工程(II)を行うことと特徴とする引抜成形品の連続製造方法。
成分(A)強化繊維 10〜90重量%
成分(B)環状被重合成分 90〜10重量%(成分(A)と(B)の合計を100重量%とする)
工程(I)成分(B)を供給し、溶融させた成分(B)で満たされた金型内に成分(A)を通過させることで成分(A)に成分(B)を含浸させる工程
工程(II)工程(I)と同一金型内で、成分(A)に含浸させた成分(B)を重合させる工程
(もっと読む)
ガスタンクの製造方法及び熱硬化装置
【課題】誘導加熱を用いた繊維強化樹脂層の熱硬化を、コストを抑えて適切に行うことができる。
【解決手段】ガスタンクの製造方法は、熱硬化性樹脂が含浸された繊維を内容器20の外周に巻回して内容器20の外周に繊維強化樹脂層21を形成する第1の工程と、繊維強化樹脂層21を熱硬化する第2の工程と、を有している。繊維強化樹脂層21は、繊維が内容器20の軸周りに巻かれるフープ巻き層21aを少なくとも有している。第2の工程では、内容器20の軸周りの繊維強化樹脂層21の外周に誘導加熱コイル40を配置し、当該誘導加熱コイル40を繊維強化樹脂層21の表面に沿って内容器20の軸方向に移動させて、繊維強化樹脂層21を誘導加熱する。
(もっと読む)
ポリイミドフィルムの製造方法
【課題】本発明は、ポリイミドフィルムの製造工程での粘着ロールの粘着力の変化が発生しにくいポリイミドフィルムの製造方法を提供することである。
【解決手段】ポリアミド酸溶液を支持体上にフィルム状に連続的に押し出しまたは塗布したゲルフィルムを、剥離、延伸、乾燥、熱処理して巻き取る製造工程において、乾燥以降の工程に粘着ロールを配置して走行フィルムを接触させ、かつその粘着ロール周りの雰囲気中の溶媒濃度を1ppm以下に保つことによりフィルム表面の異物を除去することを特徴とするポリイミドフィルムの製造方法。
(もっと読む)
ナーリング形成方法及び装置、溶液製膜方法、並びにポリマーフィルム
【課題】ナーリングのつぶれに起因する巻きズレや巻き緩みを防ぐ。
【解決手段】ナーリング形成装置17は、塗布ダイ61dと乾燥ダクト62a、62bとを備える。塗布ダイ61dは、耳部11eに向けてナーリング形成液64を連続して流出する。耳部11eにはナーリング形成液64からなる液膜68が形成する。乾燥ダクト62aは液膜68に向けて乾燥風63aを送り出す。乾燥ダクト62bは液膜68が形成される面と反対側のフィルム面に乾燥風63bを送り出す。液膜68からナーリング溶剤66が蒸発する。液膜68からナーリング溶剤66を蒸発する乾燥工程により、液膜68はナーリング原料65からなるナーリング70となる。
(もっと読む)
乾燥装置、膜の乾燥方法及び溶液製膜方法
【課題】面状に優れたフィルムを効率よく製造する。
【解決手段】ケーシングには流延バンド26が設けられる。流延バンド26はX方向に循環移動する。ケーシング内は、シール部材により、流延室、乾燥室及び剥取室に仕切られる。乾燥室には、第1乾燥ユニット51と第2乾燥ユニット52とがX方向上流側から下流側に向かって順次設けられる。第1乾燥ユニット51は、流延バンド26上の流延膜43に向けて第1乾燥風61をあてる。第2乾燥ユニット52は、流延膜43に向けて第2乾燥風75をあてる。第1乾燥ユニット51における第1乾燥風61の動圧が第2乾燥ユニット52における第2乾燥風75の動圧よりも小さくなるように、第1乾燥風61及び第2乾燥風75の風速を調節する。
(もっと読む)
管状体の製造方法
【課題】製造される管状体の軸方向における表面抵抗のむらを低減できる製造方法を提供する。
【解決手段】芯体をその軸方向を水平にして回転させながら、その回転する芯体の表面に樹脂溶液を塗布して塗膜を形成する塗布工程と、前記塗膜の乾燥速度が飽和する飽和風量で前記芯体へ送風して塗膜を乾燥させる乾燥工程と、前記乾燥工程で乾燥された塗膜を芯体から脱型する脱型工程と、を備える。
(もっと読む)
円筒部材の製造方法
【課題】液体が液垂れすることによる不良品の発生を抑制する。
【解決手段】芯体12への塗布が終了した後、遮断部材62を芯体12の塗布開始端側に向かって遮蔽位置へ移動させる。これにより、吐出部56Cのノズル56Eと芯体12との間が遮蔽された状態とする。
(もっと読む)
光学フィルム、位相差フィルム、偏光板及び液晶表示装置
【課題】光ムラとヘイズムラの問題を解決した光学フィルムの提供。
【解決手段】添加剤、ワックス成分、及びセルロースエステルを含む光学フィルムであって、該添加剤の総含有量(Ct;単位 質量%)、膜厚(d;単位 μm)、該添加剤の表面含有量(Cs;単位 質量%)と該添加剤の総含有量(Ct)との差(ΔC=Ct−Cs)が下記式(1)および(2)を満たす光学フィルム。
式(1) |ΔC/Ct|≧0.1×(Ct/d−0.3)、式(2) Ct/d≧0.375
Cs=(光学フィルムの表面から厚み方向3μmまでの領域に含まれる前記添加剤の質量)/(光学フィルムの表面から厚み方向3μmまでの領域に含まれるセルロースエステルの質量)×100
Ct=(光学フィルム全体に含まれる前記添加剤の全質量)/(光学フィルム全体に含まれるセルロースエステルの全質量)×100
(もっと読む)
流延膜の形成方法及び装置、並びに溶液製膜方法
【課題】厚みムラの発生を抑えつつ、効率よくフィルムを生産する。
【解決手段】流延膜形成工程126では、ドープ24をエンドレスバンドへ流下させるドープ流下工程131と、ドープ24から流延膜61を形成する流延工程132と、流延膜61の加熱により膜表面を平滑化する膜加熱工程133と、膜表面にスキン層を形成するスキン層形成工程134と、流延膜61の乾燥を進める膜乾燥工程135と、自立して搬送可能な状態となるまで流延膜を冷却する膜冷却工程136と、エンドレスバンドから流延膜61を剥離する剥離工程137と、剥離工程137を経たエンドレスバンドを加熱する支持体加熱工程138とを順次繰り返し行われる。
(もっと読む)
流延膜の形成方法及び装置、並びに溶液製膜方法
【課題】厚みムラの発生を抑えつつ、効率よくフィルムを生産する。
【解決手段】流延膜形成工程126では、ドープ24をエンドレスバンドへ流下させるドープ流下工程131と、ドープ24から流延膜61を形成する流延工程132と、流延膜61の加熱により膜表面を平滑化する膜加熱工程133と、膜表面にスキン層を形成するスキン層形成工程134と、流延膜61の乾燥を進める膜乾燥工程135と、自立して搬送可能な状態となるまで流延膜を冷却する膜冷却工程136と、エンドレスバンドから流延膜61を剥離する剥離工程137と、剥離工程137を経たエンドレスバンドを加熱する支持体加熱工程138とを順次繰り返し行われる。
(もっと読む)
成形体の加熱方法及び加熱装置
【課題】繊維が複数の方向に巻かれている場合にも、均一に且つ熱効率良く誘導加熱して成形体の樹脂を熱硬化させることができる、成形体の加熱方法及び加熱装置を提供すること。
【解決手段】樹脂11を含浸したカーボン繊維12がヘリカル巻き及びフープ巻きされた未硬化のタンクを加熱して樹脂11を熱硬化する際、誘導加熱コイル30の巻き方向をヘリカル巻きの方向に合わせた状態にして、誘導加熱コイル30による加熱を行う。その後、同じ誘導加熱コイル30を用いて、誘導加熱コイル30の巻き方向をフープ巻きの方向に合わせた状態にして、誘導加熱コイル30による加熱を行うようにした。
(もっと読む)
シームレスベルトの製造方法と製造装置
【課題】量産性に優れた、熱可塑性樹脂を主成分とするシームレスベルトを製造することが可能な製造方法を提供する。
【解決手段】第1の円筒と第2の円筒の間隙に環状ダイの吐出口から熔融体を押し出す工程と、第1及び第2の円筒で熔融体を挟持する工程と、第1及び第2の円筒と、環状ダイとを軸方向に相対移動させて筒状の層を形成する工程と、筒状の層と、第1または第2の円筒の内壁とで少なくとも構成される空間に気体を充填する工程と、筒状の層を固化させる工程と、環状冷却型を環状ダイに向かって移動させて吐出口から筒状の層まで延びた熔融体に環状冷却型を接触させる工程と、環状冷却型で熔融体を冷却させて吐出口を封止する工程と、筒状の層を切り離す工程と、冷却固化された熔融体を、第1の円筒及び第2の円筒で挟持する工程と、を有する。
(もっと読む)
21 - 40 / 658
[ Back to top ]