
Fターム[4F205AM32]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形装置、成形操作のその他の特徴 (994) | 特有の成形不良の防止技術 (694)
Fターム[4F205AM32]の下位に属するFターム
バリ防止 (3)
ひけ防止 (3)
そり防止 (28)
ウエルドライン防止、スパイダーマーク防止(←ゲート跡、フローマーク) (2)
Fターム[4F205AM32]に分類される特許
41 - 60 / 658
シームレスベルトの製造方法と製造装置
【課題】量産性に優れた、熱可塑性樹脂を主成分とするシームレスベルトを製造することが可能な製造方法を提供する。
【解決手段】第1の円筒と第2の円筒の間隙に環状ダイの吐出口から熔融体を押し出す工程と、第1及び第2の円筒で熔融体を挟持する工程と、第1及び第2の円筒と、環状ダイとを軸方向に相対移動させて筒状の層を形成する工程と、筒状の層と、第1または第2の円筒の内壁とで少なくとも構成される空間に気体を充填する工程と、筒状の層を固化させる工程と、環状冷却型を環状ダイに向かって移動させて吐出口から筒状の層まで延びた熔融体に環状冷却型を接触させる工程と、環状冷却型で熔融体を冷却させて吐出口を封止する工程と、筒状の層を切り離す工程と、冷却固化された熔融体を、第1の円筒及び第2の円筒で挟持する工程と、を有する。
(もっと読む)
光学フィルムの製造方法及び製造装置、光学フィルム、偏光板並びに液晶表示装置

【課題】溶液流延法において、流延膜の温度ムラを十分抑制し、たとえ高速生産されても、製造された光学フィルムの光学品質の劣化を回避する。
【解決手段】移動する支持体12上にダイス11から樹脂溶液51を流延させて流延膜52を形成させる流延工程を有する光学フィルムの製造方法において、流延工程中は、ダイス11よりも支持体12の移動方向の上流側の支持体12を、少なくとも流延膜52が形成される幅に亘って冷却する。この製造方法では、支持体12を幅手方向に複数の部分に区画し、各部分毎に独立して冷却すること、流延膜52の幅手方向の端部に対応する支持体12の部分を流延膜52の幅手方向の中央部に対応する支持体12の部分よりも低い温度に冷却すること、支持体12の幅手方向の温度差が±2℃以内となるように支持体12を冷却することが好ましい。
(もっと読む)
繊維強化された積層構造体におけるしわを検出する方法並びに繊維強化された積層構造体の熱スキャンを実施するための補助装置
【課題】繊維強化された積層体構造におけるしわを検出する有利な方法を提供する。
【解決手段】繊維強化された積層構造体(1)におけるしわ(3)を検出する方法であって、積層構造体(1)を局部的に加熱又は冷却し、この際に加熱箇所又は冷却箇所を、規定された経路(7)に沿って移動させ、積層構造体(1)の温度を、加熱箇所又は冷却箇所とは異なった測定箇所において測定し、測定箇所を、加熱箇所又は冷却箇所と同じ経路(7)に沿って移動させ、しわ(3)を、規定された経路(7)に沿って発見された温度の異常から検出する。
(もっと読む)
電子写真用ベルトの製造方法
【課題】熱可塑性樹脂を含む樹脂組成物からなる表面性および形状精度に優れた高品位なシームレス形状の電子写真用ベルトを低コストで製造する方法を提供する。
【解決手段】明細書中に定義される製造装置を用いた電子写真用ベルトの製造方法であり第1及び第2の円筒の対向する端部の間の間隙に環状ダイから熔融体を押し出し樹脂組成物を該環状ダイから該間隙まで連ならせる工程と該樹脂組成物を該対向する端部で挟持して円筒内の気体の連通を遮断する工程と該第1の円筒の内壁に筒状の層を形成する工程と該筒状の層の内面と該第2の円筒の内壁とで少なくとも形成される空間に気体を充填して該筒状の層を該第1の円筒の内壁に密着させる工程と該筒状の層の内側に密閉空間を形成する工程と該密閉空間に気体を充填して該筒状の層を第1の円筒の内壁にさらに密着させる工程と該筒状の層を固化させる工程とを有する。
(もっと読む)
流延支持体の洗浄液及び洗浄方法
【課題】セルロースアシレート製膜の流延支持体の汚れを、より短時間でより確実に除去する洗浄液及び洗浄方法を提供する。
【解決手段】洗浄液として良溶媒である液体と一般式(1)の化合物とを含む。 (もっと読む)
(もっと読む)
光学フィルムの製造方法及び製造装置、光学フィルム、偏光板並びに液晶表示装置
【課題】溶液流延法において、減圧チャンバで同伴風を吸引し排除する対策に代わる、同伴風の流延リボンへの影響を抑制する対策を提供する。
【解決手段】移動する支持体上にダイスから樹脂溶液を流延させて流延膜を形成させる工程を有する光学フィルムの製造方法において、ダイスよりも支持体の移動方向の上流側に、支持体の移動方向と反対方向に移動する移動体を備え、この移動体の表面と支持体の表面との間の最狭間隔をTとしたときに、0mm<T≦2mmであり、前記工程中は前記移動体を移動させる。
(もっと読む)
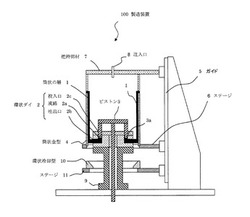
シームレスベルトの製造方法および製造装置
【課題】熱可塑性樹脂を主成分とする、高品位かつ低コストのシームレスベルトの製造方法を提供する。
【解決手段】第1の円筒7及び第2の円筒4の互いに対向する端部の間隙に環状ダイ2の吐出口2bから熔融体を押し出す工程と、第1及び第2の円筒7、4の端部で熔融体を挟持する工程と、第1の円筒7または第2の円筒4の内壁に熔融体を塗布して筒状の層1を形成するときに、熔融体の厚みが吐出口2bの上端から下端までの長さよりも厚い場合に環状ダイ2と第1の円筒7および第2の円筒4の相対移動の速度を上げ、熔融体の厚みが吐出口2bの長さよりも薄い場合、熔融体の上面が吐出口2bの上端よりも軸方向の上側に位置しているときに空間50に注入される気体の圧力を上げ、熔融体の下面が吐出口2bの下端よりも軸方向の下側に位置しているときに気体の圧力を下げる工程と、筒状の層を固化させる工程と、を有する。
(もっと読む)
シームレスベルトの製造方法及び製造装置
【課題】熱可塑性樹脂を主成分とする高品位なシームレスベルトを低コストで製造可能にする。
【解決手段】
筒状金型4と把持部材7を、互いに対向する端部同士の間に間隙20が生じるように配置する。プランジャ3による溶融体30の加圧と開口幅変化機構による吐出口2cの開口幅の縮小とを開始し、環状ダイ2の吐出口2cから間隙20へ溶融体30を吐出する。間隙20に吐出された溶融体30を筒状金型4と把持部材7との端部で挟持し、筒状金型4の内部と把持部材7の内部との間を遮断する。吐出口2cの開口幅の縮小を停止する。溶融体30を挟持した状態で筒状金型4及び把持部材7を軸方向に移動させながら、筒状金型4の内壁へ溶融体30を吐出して筒状の層1を形成する。筒状の層1と筒状金型4と把持部材7とで仕切られた内部空間50に気体を充填し筒状の層1を筒状金型4の内壁に密着させ、固化させる。
(もっと読む)
フィラメントワインディング装置
【課題】モーションコントローラを再起動させると、繊維束を巻き付ける一連の動作が連続して実行される技術を提供する。
【解決手段】反復動作を行なう装置と発散動作を行なう装置を備えてライナー1の外周面1Sに繊維束Fを巻き付けるフィラメントワインディング装置100において、繊維束Fを巻き付ける一連の動作の途中で停電により停止した場合に再起動をすると前記反復動作を行なう装置は停止した位置から繊維束Fを巻き付ける一連の動作を再開し、前記発散動作を行なう装置はみなし原点位置から繊維束Fを巻き付ける一連の動作を再開する、とした。
(もっと読む)
電磁誘導加熱装置および該装置を用いたシームレスベルトの製造方法
【課題】 円筒状金型を優れたエネルギー効率で均一に加熱し得る電磁誘導加熱装置および該装置を用いたシームレスベルトの製造方法を提供すること。
【解決手段】 外周面に接するように設けられた回転機構によって回転する円筒状金型を加熱するための電磁誘導加熱装置であって、該金型の外周面側に間隔を隔てて配置された誘導加熱コイル、および、該誘導加熱コイルの金型側を除く外周を囲うように配置されたフェライトコアを有し、該フェライトコアが該金型外周面の回転機構との接触領域上に配置されている、電磁誘導加熱装置。
(もっと読む)
FRP構造体
【課題】面内強度を向上でき、かつ表面平滑性に優れたFRP構造体を提供する。
【解決手段】繊維強化布を幅方向に接続して成形されたFRP構造体であって、0゜方向層11と90゜方向層12とを有する繊維強化布1どうしを突き合わせ、その突き合わせ部の90゜方向層12の上に、90゜方向層の一方向帯布2を直接重ねて一体成形したFRP構造体。
(もっと読む)
溶液製膜方法及び溶液製膜設備
【課題】従来よりも幅が広い光学フィルムを効率よく製造する。
【解決手段】ローラ131の回転によりバンド91は長手方向へ循環移動する。測距センサ180はバンド19との浮き量Cxを検知する。制御部198は、測距センサ180から浮き量Cxを読み取る。その後、制御部198は、読み取った間隔Cxから、幅方向におけるバンド91とローラ131との浮き量CLを算出する。制御部198は、浮き量CLに基づいて、幅方向における流延エリアA1の臨界位置Prを決める。臨界位置Prに基づいて、幅方向における流出口131aの長さL0を調節する。流出口131aの長さL0が調節された流延ダイを用いて、ドープをバンド91へ流出する。
(もっと読む)
ガスタンクの製造装置及びガスタンクの製造方法
【課題】繊維強化樹脂層の表面に発生する気泡を、ハンドリング性が良い簡単な構成の装置を用いて十分に除去する。
【解決手段】ガスタンクの製造装置1は、ガスタンク10を支持し回転させるガスタンク支持装置21と、ガスタンク支持装置21に支持されたガスタンク10の繊維強化樹脂層11の外側にレーザAを照射して、当該繊維強化樹脂層11の表面の気泡Bを除去するレーザ照射装置23と、を有する。繊維強化樹脂層11を熱硬化する際に、強化繊維が巻回されたガスタンク10を支持し回転させ、当該回転されたガスタンク10の繊維強化樹脂層11の表面の外側にレーザAを照射して、当該繊維強化樹脂層11の表面の気泡Bを除去する。
(もっと読む)
ガラス繊維強化プラスチックの製造方法、及びガラス繊維強化プラスチック
【課題】ガラスロービングに含まれ得る導電性異物の検出を確実に行うことにより、電気絶縁性に優れたガラス繊維強化プラスチックを効率よく且つ確実に製造する技術を提供する。
【解決手段】ガラスロービング2を用いたガラス繊維強化プラスチックの製造方法であって、ガラスロービング2は、複数本のガラスフィラメントからなるストランド1がロール状に巻回されたものであり、ガラスロービング2からストランド1を解舒する解舒工程と、解舒したストランド1を検出器10に通過させる通過工程と、検出器10の信号に基づいて、ストランド1に含まれる異物を検出する検出工程と、異物を含むストランド1を選択的に取り除く除去工程と、除去工程を経たストランド1に樹脂を含浸させる含浸工程と、樹脂含浸後のストランド1を成形する成形工程と、を包含する。
(もっと読む)
流延装置、流延膜の形成方法及び溶液製膜方法
【課題】溶液製膜方法において、フィルムの厚みムラを防止する。
【解決手段】流延装置15は、ケーシング23を有する。ケーシング23内には流延バンド26が移動自在に設けられる。シール部材31〜33により、ケーシング23内は、移動方向上流側から下流側にかけて順次、流延室23a、乾燥室23b及び剥取室23cに分けられる。流延室23aには流延ダイ40が設けられる。流延ダイ40はドープを流延バンド26に向けて流出する。流出したドープは、流延ダイ40から流延バンド26にかけてビード42を形成し、流延バンド26上にて流延膜43を形成する。流延室23aにおいて、ビード42よりも下流側にサイドブランチ型消音器50が設けられる。
(もっと読む)
減圧チャンバ、流延膜の形成方法及び溶液製膜方法
【課題】厚みムラを防止しつつ、現状のエンドレスバンドの幅一杯に流延膜を形成する。
【解決手段】エンドレスバンド26は、Y方向におけるローラ中央部24bcに巻きかけられ、Y方向におけるロール端部24beは露出する。減圧チャンバ47は箱状のチャンバ本体50と外シール部材とからなる。チャンバ本体50は、ビードのX方向上流側を囲い、流延面26aと近接するように設けられる。外シール部材は、チャンバ本体50内のシーリング性を高めるためのものであり、外幅シール64とからなる。外サイドシール65は、側方遮風板54のX方向全域にわたって、ロール端部24beの周面に近接するように側方遮風板54から突出する。
(もっと読む)
タンクの製造方法及び製造装置
【課題】内容器の外表面に補強繊維層を有するタンクを製造する際の、補強繊維層における樹脂への加熱方法を改善し、良好な性状を有する補強繊維層を形成することができる、タンクの製造方法及び製造装置を提供すること。
【解決手段】ライナー3の外表面に、樹脂11を含浸した繊維12を巻回し且つ樹脂12を熱硬化することで補強繊維層4を形成するタンクの製造方法において、ライナー3の内部にマイクロ波照射装置24を配置し、マイクロ波照射装置24によってライナー3の内部から樹脂11を加熱するようにした。
(もっと読む)
高圧タンクの製造方法、および、高圧タンク
【課題】ライナーの外表面に繊維強化プラスチック層を備える高圧タンクの製造工程において、比較的少ない工程数で、フィラメントワインディング法を用いて繊維強化プラスチック層を形成する際の繊維の巻き崩れを抑制する。
【解決手段】高圧タンクの製造工程において、内層54の形成工程は、ライナー円筒部42の外表面に、第1のフープ層54aを形成する工程と、第1のフープ層54aに含まれる熱硬化性樹脂を加熱硬化することなく、ライナードーム部44の外表面、および、第1のフープ層54aの外表面に、低角度ヘリカル層54bを形成する工程と、第1のフープ層54aに含まれる熱硬化性樹脂、および、低角度ヘリカル層54bに含まれる熱硬化性樹脂を加熱硬化することなく、第1のフープ層54a上における低角度ヘリカル層54bの外表面に、第2のフープ層54cを形成する工程と、を含む。
(もっと読む)
流延装置及び溶液製膜方法
【課題】溶液製膜での製造効率を上げるために流延膜の乾燥速度の向上を図りつつも、流延膜の発泡を防止する。
【解決手段】溶液製膜設備の流延装置は、バンドの流延面側に、上流側から順に、第1〜第3の流延面側給排気ユニットを備える。流延装置はさらに、バンド30の非流延面側に、上流側から順に、第1〜第3の非流延面側給排気ユニットを備える。各給排気ユニットは、給気部61と1対の遮風板62とを有する。各給気部は、給気ダクトノズル67から、流延膜36に対して気体を吹き付ける。各遮風板62,54,55は、流延膜36の側縁の通過ラインよりも幅方向の内側に配してある。バンドの非流延面側に、上流側から順に配した遮風板87,101〜103は、遮風板62,54,55よりも中央寄りに配され、この順で下流に向かうほど、対を成す遮風板同士の間隔を狭めてある。
(もっと読む)
圧力容器の製造方法
【課題】プリプレグの乗り上げやプリプレグ間の隙間の発生を抑えて圧力容器の強度を安定させる。
【解決手段】ライナ20と、該ライナ20の外周を包むFRP層とを有する圧力容器を製造する際、所定の繊維数で成形された平板部を備えるプリプレグ70を幅方向に折り畳みあるいは巻くことによってひも状にし、ライナ20の外周に巻き付ける。プリプレグ70をひも状にした後、その断面を四角に成形してからライナ20の外周に巻き付けることも好ましい。
(もっと読む)
41 - 60 / 658
[ Back to top ]