
Fターム[4F205AM32]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形装置、成形操作のその他の特徴 (994) | 特有の成形不良の防止技術 (694)
Fターム[4F205AM32]の下位に属するFターム
バリ防止 (3)
ひけ防止 (3)
そり防止 (28)
ウエルドライン防止、スパイダーマーク防止(←ゲート跡、フローマーク) (2)
Fターム[4F205AM32]に分類される特許
121 - 140 / 658
セルロースアシレートフィルムの製造方法
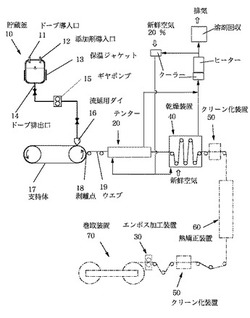
【課題】蒸発した可塑剤による機器の汚染防止を可能にした薄膜TACフィルムなどのフィルムの製造方法を明らかにする。
【解決手段】セルロースアシレートフィルムを溶液流延製膜方法で製造する方法において、流延用支持体から剥離したウェブを乾燥、必要に応じ熱矯正した後に巻芯に巻き取るに際し、乾燥及び/又は熱矯正工程中に蒸発する可塑剤を除去する手段を配置してウェブの巻き取りを行うことを特徴とするセルロースアシレートフィルムの製造方法である。
(もっと読む)
樹脂吐出装置

【課題】繊維束に対して樹脂を吹付ける方法を用いたフィラメントワインディング装置において、繊維束にムラ無く確実に樹脂を含浸させる技術を提供する。
【解決手段】液状の樹脂を貯溜する樹脂タンク111と、前記樹脂タンク111から供給された前記樹脂を吐出する樹脂供給ノズル80と、前記樹脂の温度を検出する樹脂温度センサ113と、前記樹脂温度センサ113からの検出信号を伝達可能に接続された制御装置130と、を備えた樹脂吐出装置90であって、前記制御装置130は、前記樹脂を構成する主剤に硬化剤を混合、又は、主剤に硬化剤ならびに硬化促進剤を混合してからの経過時間と、前記樹脂温度センサ113により検出された前記樹脂の温度と、に基づいて前記樹脂の粘度を算出し、該粘度に応じて前記樹脂供給ノズル80から吐出される前記樹脂の吐出圧力を調節するとした。
(もっと読む)
炭素繊維強化樹脂材及びその製造方法
【課題】簡便な設備により小ロットの製品をスピーディに低コストで製作できる炭素繊維強化樹脂材の製造方法する。
【解決手段】モールド15に合せて切断した布状の炭素繊維片13をゲルコート材を塗布されたモールド面に積層させる繊維配置工程と、積層された炭素繊維片に接合樹脂11を充?するかもしくは接合樹脂によりモールド面に貼り付けて賦形する樹脂賦形工程と、モールド面上に配置された炭素繊維片と接合樹脂からなる複合樹脂層23の表面に加熱空気を吹き付けて樹脂軟化温度に部分加熱された樹脂面を加圧してその内部気泡を押し出す気泡除去工程と、全体が室温に冷却された複合樹脂層を樹脂養生温度まで再加熱して所定時間保持させる加熱養生工程と、を有する炭素繊維強化樹脂材の製造方法。
(もっと読む)
フィラメントワインディング装置
【課題】繊維束に対して樹脂を吹付ける方法を用いたフィラメントワインディング装置において、繊維束にムラ無く確実に樹脂を含浸させる技術を提供する。
【解決手段】ライナー2を回転させながら移送するとともに、ライナー2の外周面の周囲に配置された繊維供給ガイド44により導かれる繊維束1Bをライナー2の外周面2aに巻き付けていくフィラメントワインディング装置100において、ライナー2に巻き付けられる手前の繊維束1Bに対して樹脂を吹付ける樹脂供給ノズル45を備え、樹脂供給ノズル45は、空気を噴出させる外管86と樹脂を噴出させる内管87とにより構成される二重管構造とした。
(もっと読む)
光学フィルムの製造方法及び製造装置
【課題】本発明の目的は、光学フィルムの製造方法において、裁断装置の裁断部から回収箱までの間で、裁断した耳部が破断して、裁断装置に絡むことを抑制した、生産性の高い光学フィルムの製造方法及び製造装置を提供することである。
【解決手段】延伸工程の後に、樹脂フィルムの幅手方向の両端部を加熱する加熱工程と、該加熱工程の後に、樹脂フィルムの幅手方向の両端部に挟圧部材を押圧接触させて矯正する矯正工程とを有し、該矯正工程の後に、裁断工程を行うことを特徴とする。
(もっと読む)
ケースの製造方法、及びケース
【課題】各織物25の幅を大きくしなくても、ファンケース1の強度低下を抑えつつ、軸長の長いファンケース1を製造すること。
【解決手段】(N+2)種類の組み合わせの複数の織物25をマンドレル7の成形面S側に順次巻付けることにより、軸方向の位置が異なる(N+2)種類の継ぎ目Jを有しかつファンケース1の最終形状と同形状の成形体1Fを成形すること。
(もっと読む)
高圧ガスタンクの製造方法と製造装置
【課題】繊維強化樹脂層を樹脂製ライナーの外周に形成した高圧ガスタンクの形状維持に有益な新たな製造手法を提供する。
【解決手段】中間生成品タンク12は、樹脂容器製のライナー10の外周に熱硬化前のエポキシ樹脂を含浸した繊維強化樹脂層20を備える。繊維強化樹脂層20のエポキシ樹脂の熱硬化に際しては、タンク軸支シャフト112にて軸支した中間生成品タンク12にライナー軸方向に沿った超音波振動を付与しつつ、中間生成品タンク12を加熱してエポキシ樹脂を熱硬化させる。
(もっと読む)
光学フィルムの製造方法、光学フィルムの製造装置、光学フィルム、偏光板及び表示装置
【課題】固化防止液をドープ流出口の両端部に流下する際、減圧室への固化防止液の飛散を抑制し、流延膜への付着が無く、また、ドープ流出口両端部への皮張りを抑制した、平面性の良い表面を有する光学フィルムの製造方法及び該製造方法を用いて製造した光学フィルム、該光学フィルムを用いた偏光板、表示装置を提供することを目的としている。
【解決手段】ドープ流出口の長手方向両端部に、樹脂を溶解する液体を供給する供給工程を有し、供給工程は、複数の開口部を有する供給部材の該複数の開口部から前記液体を流下して供給することを特徴とする光学フィルムの製造方法。
(もっと読む)
複合材ファンバイパスダクト及びその他の同様な構成要素を製作するための螺旋ワインディングシステム
【課題】成形複合材構成要素を製作するための螺旋ワインディングシステムを提供する。
【解決手段】幅Wを有する三軸材料32を保持しかつ巻付け時に該材料32を真っ直ぐに保って一様な重なりを形成するようになったクリール34と、クリール34から該材料32の幅Wを受けかつ巻付け時に該材料32に張力を与えるようになった緊張装置38と、緊張装置38から該材料32を受けて螺旋巻付け成形複合材構成要素プリフォーム46を生成するようになった成形硬化マンドレル42と、緊張装置38からの該材料32を、該材料32の各後続層が幅Wの約半分だけ重なるように、成形硬化マンドレル42の周りに螺旋状に巻付けるようになった横行スクリュ44とを含む、システム。
(もっと読む)
液晶ポリエステルフィルムの製造方法および液晶ポリエステルフィルム
【課題】液晶ポリエステルフィルムを製造する際に、この液晶ポリエステルフィルムの光透過性を高める。
【解決手段】液晶ポリエステルおよび溶媒が含まれる液状組成物を基材に流延して乾燥することにより、溶媒が含まれた状態の液晶ポリエステル前駆体フィルムを調製する。この液晶ポリエステル前駆体フィルムを昇温しながら熱処理して、液晶ポリエステルフィルムを調製する。このとき、液晶ポリエステル前駆体フィルムの熱処理時の昇温速度を5℃/分以下とし、この液晶ポリエステル前駆体フィルムの熱処理時の最高温度を300℃以下とする。これにより、ガスバリア性を有するのは勿論のこと、光透過性にも優れた液晶ポリエステルフィルムが得られる。
(もっと読む)
ポリイミドフィルムの製造方法
【課題】 キャスト法による薄膜のポリイミドフィルムの製造において、支持基材とポリイミドフィルムとの剥離性を良好にする。
【解決手段】 ポリイミドフィルムの製造方法は、ポリイミド樹脂製支持基材の上に、ポリアミド酸溶液を塗布・乾燥し、ポリアミド酸層を形成する工程、ポリアミド酸層を熱処理してイミド化し、支持基材の上に、ポリイミドフィルム層を積層形成する工程、及び、ポリイミドフィルム層を支持基材から剥離してポリイミドフィルムを形成する工程において、支持基材のガラス転移温度Tg1と、ポリイミドフィルムのガラス転移温度Tg2との関係をTg1>Tg2≧300℃とし、かつ、イミド化の際の熱処理温度の上限TmaxをTg2≦Tmax≦Tg2+30℃とする。
(もっと読む)
光学フィルムの製造方法、位相差フィルム及び偏光板
【課題】塩素系溶媒を含むセルロース系樹脂溶液を流延してなる光学フィルムの製造方法であって、溶液流延法における乾燥条件、乾燥設備を最適化することにより、透明性及び光学的等方性に優れ、かつ、塩素系溶媒の含有量を低減した光学フィルムを提供する。
【解決手段】温度調整可能な2ゾーン以上の乾燥炉からなる第1乾燥装置を使用し、セルロース系樹脂のフィルムが支持体に保持された状態で、入口側の乾燥炉が露点0℃以下の除湿エアーにより乾燥することにより、解決する光学フィルム。
(もっと読む)
ポリイミドフィルムの製造方法
【課題】 キャスト法による薄膜のポリイミドフィルムの製造において、ポリイミド樹脂製支持基材とポリイミドフィルムとの剥離性を良好にする。
【解決手段】 ポリイミドフィルムの製造方法は、ポリイミド樹脂製支持基材の上に、ポリアミド酸溶液を塗布・乾燥し、ポリアミド酸層を形成する工程、ポリアミド酸層を熱処理してイミド化し、支持基材の上に、ポリイミドフィルム層を積層形成する工程、及び、ポリイミドフィルム層を支持基材から剥離してポリイミドフィルムを形成する工程、を備え、支持基材のガラス転移温度Tg1とポリイミドフィルムのガラス転移温度Tg2との関係を、Tg1≦Tg2≦Tg1+30℃とし、かつ、イミド化の際の熱処理温度の上限Tmaxを、Tg1≦Tmax≦Tg1+30℃とする。
(もっと読む)
細線をゴム異形部分中に埋め込む装置及び方法
本発明は、細線(F)をゴム異形部分(P)中に所与の方向で埋め込む装置であって、上昇位置と下降位置との間で往復直線運動状態でフレーム(1)上で走行することができる可動取付け具(2)に取り付けられたフレームに取り付けられていて、細線を連続的に供給する手段(4)を有し、可動取付け具は、頂部(21)及び底部(22)を有し、頂部(21)と底部(22)との間には、細線(F)を案内するようになったダクト(25)が形成され、チャネル(53)を備えた中空ニードル(5)を有し、細線(F)は、チャネル(53)内を動くことができ、ニードルは、ダクト(25)の連続体をなした状態でその端部(51)の一方の端部が可動支持体(2)の底部(22)に取り付けられ、ニードルは、その他端部にゴム異形部分(P)を穿通することができる先端部(52)を有し、フレーム(1)に取り付けられた切断手段(3)を有し、切断手段は、ニードルが上昇位置にあるとき、ニードルの各往復運動サイクル時に細線(F)をニードルの先端部から所与の距離のところで切断することができる切断ワイヤ(34)を備えた回転ブレード(30)を有するよう構成された装置に関する。切断手段(3)は、ブレードの切断ワイヤ(34)の後ろに配置され、細線をブレード(30)によって切断した直後にプライマーをニードルの先端部(52)の回りに折り曲げるようになっているパドル(32)を含む。  (もっと読む)
(もっと読む)
フィラメントワインディング装置
【課題】繊維束1Aに吹き付けた樹脂が飛散することによる樹脂の塗布ロスを減少させるフィラメントワインディング装置100の提供を目的とする。
【解決手段】フープ巻装置20は、保持されるべきライナー2に対して繊維束1Aを回転させ、ライナー2に繊維束1Aを巻き付ける巻付部30と、繊維束1Aに対してライナー2に巻き付けられる手前で樹脂を吹き付ける複数の噴射ノズル41をライナー2の周囲に配置した樹脂含浸部40と、を備え、噴射ノズル41は、噴射口52とライナー2の軸心Oとを結ぶ仮想線に対して、繊維束1Aの回転方向の下流側に向けて樹脂を吹き付けるように配置される。ライナー2に対して斜めに樹脂を吹き付けることとなり、繊維束1Aに吹き付けた樹脂がライナー2に当たって跳ね返ることよる飛散を抑制することができ、樹脂の塗布ロスを減少させることができる。
(もっと読む)
略矩形状熱可塑性樹脂被覆FRP線条物の製造方法、及び同FRP線条物を用いたドロップ光ファイバケーブル
【課題】ドロップ光ケーブル用テンションメンバなどとして使用可能なFRP部の短辺が0.3mm未満の略矩形状を有する熱可塑性樹脂被覆FRP線条物の改良された製造方法を提供すること。
【解決手段】有機合成繊維からなる補強繊維束を、当該補強繊維束が巻かれたボビンから巻が解除する方向に引き出し、補強繊維束1本当たり40cN以上、280cN以下の張力下に補強繊維束を実質的に無撚り状態に開繊して熱硬化性樹脂を収容した含浸槽に導入してなり、かつ、前記被覆工程(3)は、矩形状未硬化線条物の外周に接触する前において、MIが2g/10分以上のポリオレフィン系熱可塑性樹脂を円環状のダイスから吐出したコーン状熱可塑性樹脂の内部側を減圧状態として被覆する、ことを特徴とする、略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法である。
(もっと読む)
高圧ガスタンクの製造方法
【課題】高圧ガスが高圧ガスタンクを透過する際の異音の発生を抑制する。
【解決手段】樹脂性容器のライナー外周部にFW法により繊維を巻き付けて、熱硬化性樹脂含浸の繊維強化樹脂層を形成し、その後、熱硬化装置にて加熱して熱硬化性樹脂を熱硬化させる。次いで、繊維強化樹脂層の最外周部に熱硬化して形成され樹脂熱硬化層に、研磨材Bを用いたショットブラスト処理を施す。
(もっと読む)
繊維強化樹脂成形品の製造方法
【課題】 連続した断面形状の繊維強化樹脂成形品を、安定した物性で精度よく製造し、作業環境の悪化を招くことのない新規な製造方法とする。
【解決手段】 一実施形態としての繊維強化樹脂成形品の製造方法は、熱可塑性物の母材樹脂を繊維形態とした樹脂繊維101と補強繊維102とが引き揃えられた複合繊維中間体10を成形金型3に導入し、成形金型3内で加熱し樹脂繊維101を溶融する。さらに、これを成形金型3から連続的に引き出し、冷却して固化する。成形金型3は母材樹脂の溶融温度以上に加熱し、複合繊維中間体10を導入する。樹脂繊維101は、成形金型3の通路31の内周面に沿って高い含有比率で配置されることが好ましい。
(もっと読む)
車両搭載用高圧タンクの製造装置及び製造方法
【課題】製造過程におけるワークの過昇温を抑制できる車両搭載用高圧タンクの製造装置を提供すること。
【解決手段】この製造装置は、ライナ101の周囲に繊維強化プラスチック材料を巻きつけたワークWを昇温する炉本体20と、ワークWを回転させる回転棒30と、ライナ101内の圧力を調圧する調圧弁401と、ライナ101内に液体を供給し、その液体が気化した気体をライナ101内から排出する液体給排系40と、を備える。
(もっと読む)
長尺状成形物の成形方法
【課題】成形精度を高めるとともに分割型の脱落を防止することが可能な長尺状成形物の成形方法を提供する。
【解決手段】後中間型39が、複数の分割型としての中間上型41、中間中型42、中間下型43で構成され、これらの中間上型41、中間中型42、中間下型43同士の合わせ面に長尺方向に延びる一対のキー溝41c,42c,42d,43cが形成され、これらのキー溝41c,42c,42d,43cに長尺状の中間型用キー45,45が嵌め合わされることで、中間上型41、中間中型42、中間下型43同士の位置決め及び結合が行われる。
(もっと読む)
121 - 140 / 658
[ Back to top ]