
Fターム[4F205AM32]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形装置、成形操作のその他の特徴 (994) | 特有の成形不良の防止技術 (694)
Fターム[4F205AM32]の下位に属するFターム
バリ防止 (3)
ひけ防止 (3)
そり防止 (28)
ウエルドライン防止、スパイダーマーク防止(←ゲート跡、フローマーク) (2)
Fターム[4F205AM32]に分類される特許
141 - 160 / 658
フィラメントワインディング方法
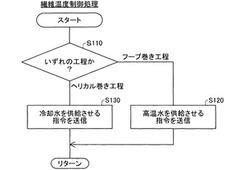
【課題】巻きつけの高速化を図る。
【解決手段】フープ巻きにて樹脂含浸繊維を巻回するフープ巻き工程と、ヘリカル巻きにて前記樹脂含浸繊維を巻回するヘリカル巻き工程とを備えるフィラメントワインディング方法において、ヘリカル巻き工程における前記樹脂含浸繊維の温度を、前記フープ巻き工程における前記樹脂含浸繊維の温度よりも低く制御する。
(もっと読む)
ロケットノズルとその製造方法

【課題】積層した繊維布のしわを抑えつつ、繊維布の層間剥離を防止できるロケットモータを提供する。
【解決手段】繊維強化複合材料10により形成されるロケットノズルであって、繊維強化複合材料10は、ロケットノズルの内表面21aに垂直な方向に積層された繊維布3と、複数層の繊維布3を貫通する繊維糸5と、繊維布3および繊維糸5の繊維間に充填されることで、繊維布3および繊維糸5と一体化した樹脂7と、を有する。
(もっと読む)
車両搭載用高圧タンクの製造方法
【課題】ライナと繊維強化プラスチック層とが接着されてしまわずに、繊維強化プラスチック層の変形も防止できる車両搭載用高圧タンクの製造方法を提供すること。
【解決手段】この製造方法は、ライナを準備する工程(ステップS01)と、前記ライナの周囲に繊維強化プラスチック材料を巻きつける工程(ステップS01)と、前記繊維強化プラスチック材料を硬化させて繊維強化プラスチックと成す工程(ステップS02〜S08)と、を含み、前記繊維強化プラスチック材料を硬化させる工程(ステップS02〜S08)は、大気圧よりも高い内圧を前記ライナに付与する高圧過程(ステップS02〜S03)と、大気圧よりも低い内圧を前記ライナに付与する低圧過程(ステップS04〜S05)とを有しており、前記高圧過程を行った後に前記低圧過程を行うものである。
(もっと読む)
繊維補強複合材料
【課題】軽量、耐熱性、耐衝撃性などに優れた摩擦係合装置用摩擦材支持体用繊維補強複合材料を提供する。
【解決手段】繊維材料がシート面内でランダム配向する繊維シートとバインダー成分を含むシート基材からなる繊維補強複合材料であって、下記a)〜b)を満足すること特徴とする繊維補強複合材料。
a)該繊維材料が、芳香族ポリアミド繊維および炭素繊維を含む湿式不織布であること。
b)該繊維補強複合材料の任意方向の曲げ強度が100MPa以上であり、かつ曲げ強度等方性係数が0.8以上であること。
(もっと読む)
ポリカーボネート樹脂の回転成形方法及び回転成形品
【課題】成形物表面の平滑性に優れ、成形物内に発生する気泡が少ない成形物を成形することができる回転成形方法を得る。
【解決手段】ポリカーボネート樹脂を回転成形する方法であって、粘度平均分子量が20000〜30000の範囲内である芳香族ポリカーボネート樹脂100質量部に対して、融点300℃以上400℃以下の紫外線吸収剤を0.05〜5.0質量部含むポリカーボネート樹脂組成物を上記ポリカーボネート樹脂として用い、ポリカーボネート樹脂組成物を金型内に投入した後、金型を加熱し、金型内面温度の温度上昇率及び金型内部空気温度の温度上昇率がそれぞれ1℃/分以下になった時点を温度上昇飽和時点とし、温度上昇飽和時点に到達してから少なくとも300秒加熱を維持することを特徴としている。
(もっと読む)
車両搭載用高圧タンクの製造方法
【課題】繊維強化プラスチック材料の硬化完了までの時間を短縮可能な車両搭載用高圧タンクの製造方法を提供すること。
【解決手段】この製造方法は、抵抗発熱体が設けられたライナを準備する工程(ステップS01〜S04)と、ライナの周囲に繊維強化プラスチック材料を巻きつける工程(ステップS05)と、繊維強化プラスチック材料を硬化させて繊維強化プラスチック層と成す工程(ステップS06〜S10)と、を含み、繊維強化プラスチック材料を硬化させる過程において、抵抗発熱体を発熱させるものである。
(もっと読む)
ウェブの製造方法及び製造装置、並びに、光学フィルムの製造方法及び製造設備
【課題】剥ぎ取り張力の付与を抑えつつ、支持体から膜を剥ぎ取る。
【解決手段】ウェブ製造工程13は、膜形成工程22、耳部剥離工程23、耳部把持工程24及び中央部剥離工程25を行う。膜形成工程22では、ドープ11を支持体に吐出し、ドープ11からなる流延膜27を支持体上に形成する。支持体は、流延膜27の両端にある耳部を支持する耳部支持体、及び耳部の間にある中央部を支持する中央部支持体から構成される。耳部剥離工程23では、流延膜27の耳部を耳部支持体から剥離する。耳部把持工程24では、ピンテンタを用いて、流延膜27の耳部を把持する。中央部剥離工程25では、耳部が把持された状態の流延膜27の中央部を中央部支持体から剥離する。
(もっと読む)
高圧ガスタンク製造装置及び高圧ガスタンクの製造方法
【課題】フィラメント・ワインディング法によって製造される高圧ガスタンクにおいて、熱硬化性樹脂に発生する気泡を除去する技術を提供する。
【解決手段】熱硬化処理装置200は、熱硬化性樹脂を含浸させた繊維を巻き付けることにより外表面に繊維強化樹脂層が形成された繊維強化タンク容器10の全体を加熱して、繊維強化樹脂層の熱硬化処理を実行する。また、熱硬化処理装置200は、熱硬化処理において、気泡除去部230のノズル235から温度調整された高温空気を噴射して、タンク容器の表層における一部領域の温度を局所的に上昇させるとともに、その風圧により、当該一部領域に生じる気泡を除去する。
(もっと読む)
管状体及びその製造方法
【課題】強度及びボイド率を改善しうる管状体及びその製造方法の提供。
【解決手段】本発明の製造方法は、マンドレルに、繊維とマトリクス樹脂とを含む繊維強化樹脂部材を巻回して中間成形体を得る工程と、上記中間成形体に、張力を付与しつつラッピングテープを巻き付ける工程と、加熱により上記マトリクス樹脂を硬化させる硬化工程と、上記硬化工程の後に上記マンドレルの引き抜き及び上記ラッピングテープの除去を行って硬化管状体を得る工程とを含む。上記ラッピングテープの基体のベースポリマーは、ポリオレフィン系樹脂及び/又はポリエステル系樹脂である。上記硬化工程は、70℃以上90℃以下の温度で120分以上4320分以下の時間に亘って加熱する第一加熱ステップと、120℃以上200℃以下の温度で5分以上20分以下の時間に亘って加熱する第二加熱ステップとを含む。
(もっと読む)
セルロースアシレートフィルムの製造方法
【課題】Nzが0から1.5であり、かつ添加剤の低揮散性および低泣き出し性を両立したフィルムの製造方法の提供。
【解決手段】数平均分子量が200〜10000である可塑剤とセルロースアシレートとを含有するポリマー溶液を流延してウェブを形成する流延工程と、前記流延工程において形成された前記ウェブを残留溶媒量が100〜300質量%の状態で−30℃〜30℃で一方向に延伸する第一延伸工程と、前記第一延伸工程後に、ウェブの膜面温度が200℃以上にならないように制御しながら残留溶媒量を6〜120質量%の状態から12質量%未満の状態に減少させる乾燥工程と、前記乾燥工程後に60℃〜200℃で前記第一延伸工程での延伸方向と異なる方向に延伸する第二延伸工程とを含むことを特徴とするセルロースアシレートフィルムの製造方法。
(もっと読む)
溶液製膜方法
【課題】黒帯故障の発生を抑えつつ、フィルムを製造する。
【解決手段】流延ダイ21に設けられるスリットから流延ドラム22に向けてドープ28を吐出する。流延ドラム22には流延膜40が形成する。剥取ローラ24は、流延ドラム22から流延膜40を剥ぎ取り、湿潤フィルム44とする。湿潤フィルム44は乾燥処理によりフィルム50となる。ナーリング付与ローラ62により、フィルム50の幅方向両端にはナーリング加工が施される。膜厚測定装置64はフィルム50の厚みを測定する。コントローラ37は、幅方向におけるフィルム50の厚み分布を読み取り、所定の厚み条件を満足しない部分があるか否かを判定する判定処理を行う。判定処理により、所定の厚み条件を満足しない部分がある場合には、コントローラ37は該当部分に対応するスリットの幅を調節する。
(もっと読む)
光学フィルム、及びその製造方法
【課題】 液晶表示装置の偏光板用保護フィルム等に用いられる光学フィルムについて、フィルムの生産速度を上昇させても、同伴空気の巻き込みによる発泡を無くすとともに、膜厚ムラを低減し、滴下されたスケール溶解液の余剰液分の液滴飛散による転写故障がなく、平面性の優れた光学フィルムが得られ、生産効率の高い、しかも品質にもすぐれていて、高速製膜可能な、薄膜かつ広幅の光学フィルムを製造することができる方法を提供する。
【解決手段】 溶液流延製膜法による光学フィルムの製造方法において、主減圧室を有する減圧チャンバの左右両側壁と後壁の外側に、これらの壁との間に所定間隔をおいてそれぞれ外側壁を設けて、減圧チャンバの左右両側部と後部の外側に位置しかつ下方に開口した副減圧室を形成しておき、主減圧室の減圧力よりも副減圧室の減圧力を、−30〜−300Paの範囲で大きくする。
(もっと読む)
無端ベルト製造装置
【課題】厚さが一定な無端ベルトを製造できる装置を提供する。
【解決手段】無端ベルト製造装置1は、円筒形の円筒型2と、円筒形2の外周に一定の隙間を空けて配置される環状のブレード25と、円筒型2およびブレード25を一体に回転させる回転駆動手段6と、ブレード25に液状のベルト材料を供給する給液手段32と、ブレード25を円筒型2に沿って移動させる直線駆動手段27とを有する。
(もっと読む)
パウダースラッシュ成形体の製造方法
【課題】成形時の熱溶融性に優れ、成形体の外観不良(白ボケ)の発生を抑えたパウダースラッシュ成形体の製造方法の提供。
【解決手段】平均粒子径が10〜300μmであるアクリル系重合体粉体を240℃未満の温度でパウダースラッシュ成形することを特徴とするパウダースラッシュ成形体の製造方法により達成できる。特にアクリル系重合体粉体が、酸無水物基および/またはカルボキシル基を有するアクリル系ブロック共重合体(A)と、反応性官能基(C)を有するアクリル系重合体(B)とからなることが好ましい。
(もっと読む)
ポリエチレン物質のためのロトモールドプロセス
本発明は、ポリエチレン中空物質の産生プロセスに関し、このプロセスは、ポリエチレンに式(I)の1つもしくは複数の基を含む1つもしくは複数のNOアシル束縛アミン添加物を負荷し、この混合物を鋳型に装填し、添加ポリエチレンが融解するようにこの鋳型をオーブン内で280℃以上に加熱すること、少なくとも2つの軸を中心に鋳型を回転させて、添加ポリエチレンを壁に広げること、まだ回転しているうちに鋳型を冷却すること、それを開くこと、ならびに式(I)の基において、式中Raはモノアシルもしくはジアシルラジカルであり;R1〜R4はそれぞれC1〜C6アルキルであり;ならびにR5およびR6はそれぞれ、互いに独立して、水素、C1〜C6アルキルもしくはC6〜C10アリールであり;またはR5およびR6は共に酸素である生成した中空物質を取り出すことを含む。
【化1】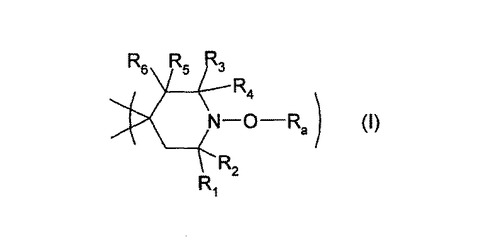 (もっと読む)
(もっと読む)
フィラメントワインディング装置
【課題】複数の繊維束をマンドレルに対して同時に巻き付けて、フープ巻層を短時間で形成する。同時に、マンドレルに対して巻き付けられる複数の繊維束の巻付方向を好適化してフープ巻層を高強度化する。
【解決手段】マンドレルに繊維束を供給するフープ巻き用のヘッドユニットを備えている。ヘッドユニットは、複数個の単位ヘッドをマンドレルの中心軸に沿って配置して構成する。単位ヘッドは、巻掛テーブルと、巻掛テーブルを回転自在に支持するフレームと、巻掛テーブルに配置される複数個のボビンと、巻掛テーブルを回転駆動するテーブル駆動構造とを含む。以て、個々の単位ヘッドから供給される複数の繊維束をマンドレルに巻き付けて、繊維束の巻方向が正方向と逆方向とに異なる複数のフープ巻層を交互に形成する。
(もっと読む)
マイクロペレット及び中空成形体
【課題】多層構造を持つ成形体を回転成形により製造する場合であっても、気泡が生じにくく平滑性に優れ、高い接着強度を持った成形体を得ることができる成形用原料を提供する。
【解決手段】本発明は、溶融加工可能なフルオロポリマーのマイクロペレットであり、上記マイクロペレットの少なくとも80%以上が200〜800μmの大きさを有し、上記フルオロポリマーは、主鎖炭素数106個あたり80〜500個の接着性官能基を有することを特徴とするマイクロペレットである。
(もっと読む)
エポキシ樹脂組成物、プリプレグ、繊維強化複合材料
【課題】耐熱性が高く、優れた機械特性を有し、かつ繊維複合材料とした時に高い耐衝撃性を有するエポキシ樹脂組成物を提供すること。さらに詳しくは、高弾性率、高耐熱性で塑性変形能力が高く、かつ繊維複合材料とした時に高い耐衝撃性を与えるエポキシ樹脂組成物の提供。
【解決手段】下記[A]〜[F]が特定の関係を満たす含有量であるエポキシ樹脂組成物。[A]ビフェニル型エポキシ樹脂、[B]固形ビスフェノール型エポキシ樹脂、[C]ジグリシジルアニリン誘導体、[D]液状ビスフェノール型エポキシ樹脂、[E]アミン系硬化剤、[F]S−B−M,B−M,およびM−B−M(Mはポリメタクリル酸メチル、Bはエポキシ樹脂およびMに非相溶で、そのガラス転移温度Tgが20℃以下であり、Sはエポキシ樹脂、BおよびMに非相溶で、そのガラス転移温度TgはBのガラス転移温度Tgより高い。)からなる群から選ばれるブロック共重合体。
(もっと読む)
FRPタンクの製造装置及び製造方法
【課題】熱硬化工程においてFRPタンク表面に気泡が発生することを抑制するFRPタンクの製造装置及び製造方法を提供する
【解決手段】FRPタンク製造装置は、ライナの外周に樹脂を含浸した繊維を複数層巻回する巻回手段と、この繊維の巻回の際の巻回張力を設定する張力設定手段とを備える。この張力設定手段は、巻回張力を、前記繊維の層数の増加とともに減少させていき、前記繊維の最外層の特定部分の巻回において再び増加させるようにする。
(もっと読む)
FRP製筒状体とその製造方法
【課題】FRP製の筒状体の端部に他部材を圧入接合する際に、端部の層間が層間破壊を起こすことがないような端部の補強方法・手段を提供すること。
【解決手段】FRP製筒状本体の両端又は片端が、該筒状本体に他部材を圧入接合するために補強されているFRP製筒状体であって、該筒状本体は繊維強化材の巻き角度が筒状体の軸方向に対して0°以上45°未満である強化繊維層とマトリックス樹脂で構成されており、該筒状本体の両端又は片端の内側及び/又は外側に、繊維強化材の巻き角度が筒状体の軸方向に対して45°以上90°以下の強化繊維層と、強化繊維の布帛と、マトリックス樹脂とからなる補強層が積層配置されているFRP製筒状体。
(もっと読む)
141 - 160 / 658
[ Back to top ]