
Fターム[4F205AM32]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形装置、成形操作のその他の特徴 (994) | 特有の成形不良の防止技術 (694)
Fターム[4F205AM32]の下位に属するFターム
バリ防止 (3)
ひけ防止 (3)
そり防止 (28)
ウエルドライン防止、スパイダーマーク防止(←ゲート跡、フローマーク) (2)
Fターム[4F205AM32]に分類される特許
161 - 180 / 658
管状体
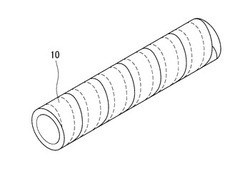
【課題】プリプレグシートの一方向に引き揃えられた強化繊維の配向に対して交差する方向の引張強度を向上させる。
【解決手段】一方向に引き揃えてシート状とした強化繊維である炭素繊維13aからなる強化繊維シート13上に炭素繊維13aの配向に対して直交するガラス繊維15が設けられる。ガラス繊維15の向きを芯材23の軸方向に対して交差させた状態でプリプレグシート11が芯材23に巻回される。このプリプレグシート11は前記ガラス繊維15が設けられているので、プリプレグシート11はガラス繊維15の配向と同方向に対する引張強度が向上する。
(もっと読む)
搬送用シャフト

【課題】自重による撓み、荷重による撓みの両方共に優れた耐性を有し、軽量で形状安定性にも優れた搬送用シャフト製品を提供する。
【解決手段】複数本の繊維糸に熱硬化性樹脂組成物を含浸させ、金型を通過させながら硬化させて得られる中空引抜成形品からなる搬送用シャフトであって、繊維糸として、中空引抜成型品の外周側に引張り弾性率が400GPa以上のピッチ系炭素繊維2を配し、中空引抜成型品の内周側に引張り強度が3〜6GPaのPAN系炭素繊維3を配した搬送用シャフト1。
(もっと読む)
繊維強化樹脂管継手の製造方法
【課題】下地処理を施すことなく繊維強化樹脂管継手の外周面の塗装の剥がれを可及的に防止する。
【解決手段】光重合開始剤を含む重合性樹脂組成物を含浸させた強化繊維束を型に巻き付けるとともに、巻き取った強化繊維束に光を照射して強化繊維束に含浸された重合性樹脂組成物を硬化させ、繊維強化樹脂管継手1を成形する。次いで、繊維強化樹脂管継手1を脱型した後、繊維強化樹脂管継手1の外周面を僅かに研磨し、あるいは、僅かな凹凸を形成することにより、繊維強化樹脂管継手1の外周面を粗面加工する。そして、粗面加工された繊維強化樹脂管継手1の外周面を下水管などの本管と同色に塗装する。
(もっと読む)
管状体およびその製造方法
【課題】座屈強度および耐折性にすぐれ、かつ摺動性に優れた定着ベルトとして使用可能な管状体およびその製造方法を提供。
【解決手段】ポリテトラフルオロエチレンなどに代表されるフッ素樹脂フィラー、及び解壁され、特定の平均粒子径(0.01μm〜5μm)を有し、且つ4級アンモニウム塩で処理された親油性モンモリロナイトを含むポリイミド前駆体分散溶液を調整し、該前駆体分散液で管状管に成型し、その後イミド化触媒の使用によりイミド化を実施。
(もっと読む)
繊維強化熱可塑性材料に加圧する加圧装置、繊維配設装置、および繊維強化熱可塑性材料の配設方法
鋳型に対して繊維強化熱可塑性材料を加圧する加圧装置が記載されている。加圧装置(1)は、メインボディ(7)とメインボディの表面に設けられた加圧層(9)とを備えている。この場合において加圧層(9)は、有機材料、好ましくは、セラミック材料を用いて具現化され、鋳型の輪郭に適合するような構造をしているために、柔軟性を備えている。加圧装置の耐熱性が高まり、処理後の繊維強化熱可塑性材料の特性が改善される。 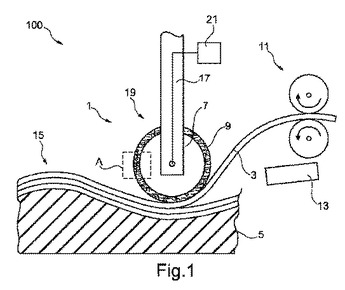 (もっと読む)
(もっと読む)
複数のファイバ相互混合層を備えてなる複合体製フライホイールリムならびにその製造方法
【課題】応力や歪みに耐え得る複合体ベースのリムを提供すること。
【解決手段】複合体ベースのリム(100)であって、複数のファイバ層(110〜140)を具備してなり、その中の少なくとも1つの層が、少なくとも1つの低弾性率ファイバと高弾性率ファイバとから形成されたファイバ相互混合層とされ、低弾性率ファイバの弾性率が、高弾性率ファイバの弾性率よりも、少なくとも34500MPa(5Mpsi)だけ小さく、各層のフープ応力に対する強度が、最内層(110)から最外層(140)に向けて、各層ごとに順次的に増大しており、少なくとも1つのファイバ相互混合層のフープ応力に対する強度が、このファイバ相互混合層の全体にわたって実質的に一様なものとされている。
(もっと読む)
オートクレーブ硬化サイクルの設計プロセス及び硬化方法
方法は、ポリイミド樹脂を染み込ませた繊維強化層を用いてプレフォームを形成するステップと、ポリイミド樹脂系から溶媒のほぼ全部を除去するに十分な第1の時間をかけて、第1の真空、圧力、及び温度条件で溶媒を除去し、ポリイミド樹脂のイミド化がほぼ完全に生じるに十分な第2の時間をかけて、第2の真空、圧力、及び温度条件下でポリイミド樹脂系をイミド化し、イミド化の後、プレフォームが所定の温度になるとプレフォームに圧力をかけることを含めた第3の真空、圧力、及び温度条件下でプレフォームを強化し、第4の真空、圧力、及び温度条件でプレフォームを固化し、タービンエンジン部品の形状を有する硬化積層構造物を形成するステップを含む。溶媒除去段階、イミド化段階、強化段階、及び固化段階における所望の結果に応じた、ポリイミド樹脂の全体的な硬化サイクルを設計するための方法を提供する。
(もっと読む)
回転成形体用ポリオレフィン組成物
【課題】回転成形体が長時間、高温下で曝露され生じる回転成形体の黄変が抑制された回転成形体用ポリオレフィン組成物及び回転成形時の黄変防止方法の提供。
【解決手段】ポリオレフィンと、特定の環状構造(ジベンゾ〔d,f〕〔1,3,2〕ジオキサホスフェピン構造)を有する亜リン酸エステル類とを含有する回転成形体用ポリオレフィン組成物を回転成形用樹脂組成物として使用するか又は、前記の特定環状亜リン酸エステルを添加する工程を有する回転成形方法により回転成形体の黄変防止を防止できる。
(もっと読む)
粉体成形用塩化ビニル系樹脂組成物、塩化ビニル系樹脂成形体及び積層体
【課題】発泡ウレタン樹脂成形体に対する優れた接着性及び高い脱型性を有する塩化ビニル系樹脂成形体を与える粉体成形用塩化ビニル系樹脂組成物を提供する。
【解決手段】粉体成形用塩化ビニル系樹脂組成物が、(A)塩化ビニル系樹脂100質量部、(B)グリセリン0.3〜5質量部、(C)可塑剤、並びに(D)水酸基を有する飽和脂肪酸及び/又は金属石鹸を含有する。
(もっと読む)
高圧ガスタンク製造装置及び高圧ガスタンクの製造方法
【課題】フィラメント・ワインディング法によって製造される高圧ガスタンクにおいて、熱硬化性樹脂に発生する気泡を除去する技術を提供する。
【解決手段】高圧ガスタンク製造装置200は、熱硬化性樹脂を含浸させた繊維20を巻き付けることにより外表面に繊維強化樹脂層が形成されたタンク容器10を回転させつつ、タンク容器の全体を加熱して、繊維強化樹脂層の熱硬化処理を実行する。また、高圧ガスタンク製造装置200は、熱硬化処理において、タンク容器10の表層に生じる気泡を、超音波気泡除去部230によって超音波を照射することによって除去する。
(もっと読む)
高圧ガスタンク製造装置及び高圧ガスタンクの製造方法
【課題】フィラメント・ワインディング法によって製造される高圧ガスタンクにおいて、熱硬化性樹脂に発生する気泡を除去する技術を提供する。
【解決手段】高圧ガスタンク製造装置200は、熱硬化性樹脂を含浸させた繊維20を巻き付けることにより外表面に繊維強化樹脂層が形成されたタンク容器10を回転させつつ、タンク容器の全体を加熱して、繊維強化樹脂層の熱硬化処理を実行する。また、高圧ガスタンク製造装置200は、熱硬化処理において、タンク容器10の表層に生じる気泡を、気泡除去部230によって、物理的に除去する。
(もっと読む)
FRP製引抜き構造部材およびその製造方法
【課題】各層の強化繊維の配向が所定の形態に維持され、構造部材全体として、目標とする力学特性を安定して発現可能なFRP製引抜き構造部材とその製造方法を提供する。
【解決手段】樹脂含浸強化繊維シート層を複数層積層してダイを通し、所定形態の積層体を引き抜くことにより製造される構造部材であって、積層体は、少なくとも、強化繊維が実質的に引抜き方向にのみ配向された第1の強化繊維シート層と、引抜き方向以外の方向に配向された強化繊維を有する第2の強化繊維シート層を含み、かつ、積層体の最表層から8番目の層位置までに存在する第2の強化繊維シート層が、その基材の表面上にマット成分を含む薄層が基材と一体的に保持された強化繊維シート層に構成されていることを特徴とするFRP製引抜き構造部材、およびその製造方法。
(もっと読む)
光学フィルムの製造方法、光学フィルム、偏光板及び表示装置
【課題】支持体より流延膜であるフィルムを剥離した後、フィルム幅方向に収縮することを抑制し、フィルム表面の傷やシワ状の膜厚ムラを無くし、ヘイズ値やクロスニコル透過率を低減した、光学特性の良好な光学フィルムの製造方法及び該製造方法を用いて製造した光学フィルム、該光学フィルムを用いた偏光板、表示装置を提供することを目的としている。
【解決手段】支持体上に流延膜を形成する工程から、該支持体から流延膜を剥離する工程までの間に、流延膜の幅方向両端部に凹形状もしくは凸形状、あるいはその両方の形状の変形をつける工程を有することを特徴とする光学フィルムの製造方法。
(もっと読む)
溶液製膜方法及び設備
【課題】添加剤の処方を変えた品種切り替えを効率良く行い、製品ロスを少なくする。
【解決手段】混合部15の溶解タンク23でポリマー26を溶媒27に粗溶解する。溶解部16で第1加熱器31,冷却器32により粗溶解液を溶解した後、第1フィルタ34で濾過する。濃縮部17でフラッシュ濃縮し、ピュアドープ44として貯留タンク43に貯留する。添加剤液供給部50で各品種に必要な添加剤を調合し、溶媒27と混合して添加剤液67を作製する。ピュアドープ44に対し添加ノズル51から添加剤液67を添加した後、スタティックミキサ52で均一に混合する。品種を切り替えるときには、新たな品種用の添加剤液67を添加ノズル51から添加する。全工程の配管容量C1よりも少ない配管容量C2に対し、旧流延ドープ54を新流延ドープ54により押し出し置換して、品種切り替えを行う。
(もっと読む)
溶液製膜方法
【課題】厚みムラを抑えつつ、積層フィルムを製造する。
【解決手段】ポリマー濃度がC1〜C3の中間層用ドープ、裏面層用ドープ、及び表面層用ドープをつくる。ポリマー濃度はC1〜C3の順に低い。フィードブロック27は、各ドープを合流させて積層ドープをつくる。流延ダイは、走行する周面30bに積層ドープを吐出する。吐出した積層ドープは流延膜29となる。流延膜29では、周面30b側から順に、裏面層用ドープ22からなる裏面層122と、中間層用ドープ21からなる中間層121と、表面層用ドープ23からなる表面層123とが層をなす。冷却により、各ドープ21、22はゲル化するものの、表面層用ドープ23は流動性を有するため、流延膜29の厚みムラを緩和することができる。
(もっと読む)
ポリビニルアルコール系フィルムの製造方法、それから形成されたポリビニルアルコール系フィルム、及びこれを備えた偏光板
【課題】ポリビニルアルコール系フィルムの製造過程が繰り返されることでフィルムから流出された可塑剤が、キャスティング基材の表面に蓄積されて可塑剤層を形成する場合でも、ポリビニルアルコール系フィルムの剥離性が良好に維持され良好な物性のポリビニルアルコール系フィルム、及びこれを備えた偏光板を提供する。
【解決手段】ポリビニルアルコール系高分子と、可塑剤と、フルオロカーボン系界面活性剤、ポリシロキサン系界面活性剤、及びこれらの混合物からなる群より選択されたいずれか1つの第1界面活性剤と、ポリオキシエチレンアルキルエーテル系界面活性剤からなる第2界面活性剤とを溶媒に溶解させてポリビニルアルコール系高分子溶液を用意する段階、前記ポリビニルアルコール系高分子溶液をキャスティング基材の表面に溶液キャスティングする段階、次に溶媒を除去し、ポリビニルアルコール系フィルムを製造する。
(もっと読む)
フィラメントワインディング装置
【課題】多本数の繊維束を同時にライナーに巻き付ける場合であっても、ライナーがねじれ等により変形することなくワインディング処理が可能なフィラメントワインディング装置を提供する。
【解決手段】ライナー4の周面に繊維束80を巻き付けるフィラメントワインディング装置1であって、ライナー4の周面に繊維束80を巻き付ける際に、ライナー4を回転させるための第1駆動部19、及び第2駆動部20を具備し、第1駆動部19をライナー4の長手方向の第1端部4aに配設し、第2駆動部20をライナー4の長手方向の第2端部4bに配設する、フィラメントワインディング装置1である。
(もっと読む)
複合構造物の製造方法および装置
複数のテープを基板上にレイアップする複合テープ付与機械によって、複合部品を形成する。該テープの横向き位置は、テープがレイアップされている際に調整することができる。 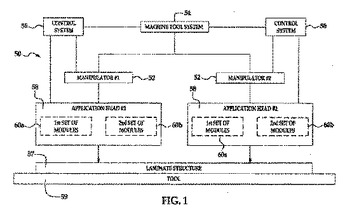 (もっと読む)
(もっと読む)
光学フィルム、その製造方法、光学フィルムを用いた偏光板、及び表示装置
【課題】 液晶表示装置(LCD)の偏光板用保護フィルム等に用いられる光学フィルムの製造方法において、エアの巻き込みを低減する。フィルムにエア巻き込み現象によるツレ・シワを発生させずに、平面性の優れた広幅の光学フィルムを製造する。広幅化および高品質化の要求に応えることができる光学フィルム、その製造方法、偏光板、及び表示装置を提供する。
【解決手段】 溶液流延製膜法による光学フィルムの製造方法で、乾燥工程におけるウェブの残留溶媒量が50〜150重量%である状態において、搬送ロールとウェブとの接触点に対し、エアをウェブの表面側から吹きつけて、ウェブをロール面に押圧して密着させる。ウェブに対してエアが、ウェブ幅手方向の0.7〜1.0倍にわたって吹き付けられること、また、吹付けエアによるウェブ押圧力が、0.3〜5kPaであることが好ましい。
(もっと読む)
熱可塑性樹脂シートの製造方法
【課題】機械的物性、厚さの均一性、表面意匠付与特性に優れる熱可塑性樹脂シートを連続的に製造する方法を提供する。
【解決手段】回転駆動された、離型性のある金属製エンドレスベルト12を有するベルトコンベヤ1の上側搬送面上に熱可塑性樹脂粉末Pを供給して、均一な堆積層を形成し、この堆積層を、前方に搬送しながら、ベルトコンベヤ1前部で加熱し、堆積層における、ベルトコンベヤ1の上側搬送面近傍にある樹脂粉末Pを溶融させて、一体化させることで、熱可塑性樹脂シートSとし、この樹脂シートSをベルトコンベヤ1の上側搬送面から下側搬送面に搬送し、この搬送過程で、樹脂シートS上に残留した未溶融の樹脂粉末MPを回収して、再度、ベルトコンベヤ1の上側搬送面に供給し、ベルトコンベヤ1の下側搬送面に搬送した樹脂シートSを、後方に搬送しながら、ベルトコンベヤ1の後部で冷却固化させた後、樹脂シート巻取装置8により巻き取る。
(もっと読む)
161 - 180 / 658
[ Back to top ]