
Fターム[4F205HA19]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 成形方法 (1,519) | 成形方法が不特定なもの (291)
Fターム[4F205HA19]に分類される特許
161 - 180 / 291
プリフォームの製造方法および製造装置
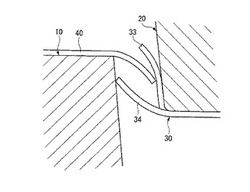
【課題】プリフォーム製造の生産性が高い上に、切り込みを形成したプリプレグを雌型と雄型とで挟んでプリフォームを製造する場合でも、得られるプリフォームにおける皺の発生を抑制できるプリフォームの製造方法および製造装置を提供する。
【解決手段】本発明のプリフォームの製造方法は、シート状のプリプレグ30を切り込んで、その両側を重ね合わせて賦形するプリフォームの製造方法であって、雌型10に取り付けた帯状または棒状の弾性部材40によって、プリプレグの、切り込みの片側の近傍33を雄型20に押圧しながら、プリプレグ30を雄型20により雌型10内に押し込んで賦形する方法である。
(もっと読む)
制振性繊維強化複合材料
【課題】
産業用梁部材において、軽量かつ高剛性でありながら、制振性に優れた繊維強化複合材料を提供することである。
【解決手段】
複数層の強化繊維層を含む積層体を組み合わせなる、長手方向に直交する断面が4角形である繊維強化複合材料であって、それぞれの積層体は別個に積層されており、少なくとも1つの積層体には破断伸びが50〜1000%である粘弾性樹脂層が含まれ、前記粘弾性樹脂層が含まれてなる積層体中少なくとも1層の粘弾性樹脂層は前面にわたって存在してなることを特徴とする繊維強化複合材料。
(もっと読む)
FRP成形品の製造方法及びこの製造方法を用いて作製したFRP成形品

【課題】本発明は、液状樹脂を使用してモデル型、FRP型、及び成形品を作製する場合に、織物の織り目模様が精密に転写され自然な風合が再現でき、装飾性に優れる成形品の製造方法及びこの製造方法により作製した成形品を提供することを目的とする。
【解決手段】本発明は、モデル型の織り目模様を施す表面の上にモデルとなる織物を載せ、この織物に硬化剤を配合した液状樹脂を含浸させた後、前記織物の織り目模様が浮き出るように、織り目に残る前記液状樹脂の量を調整し、この織物を硬化させてモデル型を作製する工程と、このモデル型から反転してFRP型を作製する工程と、このFRP型から反転してFRP成形品を作製する工程とを有するFRP成形品の製造方法である。
(もっと読む)
FRP成形品の製造方法及びこの製造方法を用いて作製したFRP成形品
【課題】本発明は、液状樹脂を使用してFRP型、及びFRP成形品を作製する場合に、織物の織り目模様が精密に転写され自然な風合が再現でき、装飾性に優れるFRP成形品の製造方法及びこの製造方法により作製したFRP成形品を提供することを目的とする。
【解決手段】本発明は、FRP型の織り目模様を施す表面の上にガラス繊維マットを載せて、このガラス繊維マットに不飽和ポリエステル樹脂を含浸させ、この上に織物を載せて、この織物に不飽和ポリエステル樹脂を含浸させた後、前記不飽和ポリエステル樹脂が半硬化となった状態で、前記織物を引き剥がすことにより、前記織物の織り目模様を転写してFRP型を作製する工程と、このFRP樹脂型から反転してFRP成形品を作製する工程とを有するFRP成形品の製造方法である。
(もっと読む)
ピンを差し込んで性能を補強した複合材積層構造物、前記複合材積層構造物の製造方法、装置、及び前記装置の製作方法
本発明は、複合材積層構造物の厚さ方向にピンを差し込んで複合材積層構造物の層間性能を補強するか、複数の積層部材を接触連結する、ピンを差し込んで性能を補強または複数部材を連結した複合材積層構造物、前記複合材積層構造物の製造方法、装置及び前記装置の製作方法に関する。本発明の複合材積層構造物の製造装置は、層間分離性能補強または複数の積層部材間の接触連結のためにピンを差し込む複合材積層構造物の製造装置であって、硬化前または硬化後の状態の複合材積層構造物21上にのせられて、垂直方向に形成された複数個の穴53内に、それぞれ前記複合材積層構造物21内に挿入されるピン51が備えられる下部ガイド50と、前記下部ガイド50上にのせられて、前記ピン51と対応する位置に垂直方向に移動自在に形成されるガイドピン41が備えられる上部ガイド40と、を含んで構成される。 (もっと読む)
複合材料から形成される構造フレーム及び該構造フレームを備えている航空機の胴体
本願発明は、複合材料から形成された構造フレームに関する。本願発明の目的は、構造において単純な状態のままである一方、高い機械的性能を有する構造フレームを得ることである。この目的は、所定の角度で構造フレームのメイン部分における単一方向の繊維の複数のセットを配置することで達成される。このシステムは、特に航空機の胴体のための構造フレームとして使用されることができる。 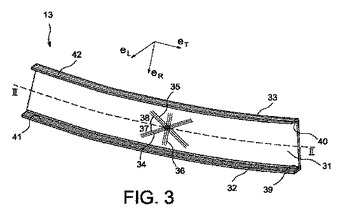 (もっと読む)
(もっと読む)
繊維強化樹脂製歯車
【課題】切削加工によって歯部を形成した場合であっても、強度的に有利な歯部を有する繊維強化樹脂製歯車を提供する。
【解決手段】繊維強化樹脂製歯車11は、外周部に歯部14が形成された繊維強化樹脂部13を備えている。そして、繊維強化樹脂部13は、4軸三次元組み紐組織である帯状のブレーディング繊維構造体が螺旋状に巻かれて積層されることでなる環状の三次元ブレーディング繊維構造体を強化材として使用している。
(もっと読む)
繊維強化樹脂製歯車
【課題】製造時に歯形を形成することが容易な繊維強化樹脂製歯車を提供することにある。
【解決手段】繊維強化樹脂製歯車11は、芯金12と、芯金12の外周を囲むように設けられるとともに外周部に複数の歯形部13が形成された繊維強化樹脂部14とから構成されている。繊維強化樹脂部14は、歯車11の歯形部13の歯すじ方向に対して平行に配列された複数の連続繊維16からなる連続繊維群を強化材として有する繊維強化樹脂層17を備えている。
(もっと読む)
繊維強化樹脂部材とその製造方法、および繊維織物の製造装置
【課題】少なくとも曲がり部を有するマンドレル外周において、長手方向糸を滑らせることなく配置することがき、もって長手方向糸と斜向糸がともに均一に配置された高品質な繊維強化樹脂部材とその製造方法、および該繊維強化樹脂部材のための繊維織物の製造装置を提供する。
【解決手段】長尺な繊維織物が、該繊維織物の長手方向に延びる複数の長手方向糸Q,…と、該長手方向に対して所定角度傾斜した複数の斜向糸P,…とが編み込まれて形成されており、該繊維織物に樹脂が含浸硬化してなる繊維強化樹脂部材1であり、この繊維強化樹脂部材1は少なくとも曲がり部1”とを有しており、曲がり部1”において、長手方向糸Q、…が長手方向に対してたとえば10〜15度の範囲の傾斜姿勢で螺旋巻きされている。
(もっと読む)
繊維強化樹脂歯車
【課題】切削加工により歯部を形成することで歯車の周方向に延びる連続繊維が切断された状態になっても歯部の強度低下を抑制することができる繊維強化樹脂歯車を提供する。
【解決手段】繊維強化樹脂歯車11は、芯金12の外周に樹脂部13が形成され、樹脂部13の外周に繊維強化樹脂部14が形成されている。繊維強化樹脂部14には歯部15が形成されている。繊維強化樹脂部14は連続繊維からなるとともに歯車の周方向に沿う面を形成するように歯車の径方向に積層された複数の繊維層で構成された強化材を有する繊維強化樹脂で形成されている。強化材は、少なくとも歯部15の各山15aと対応する位置に複数の繊維層16を貫通する繊維としての厚さ方向糸17が存在するように形成された三次元繊維組織で構成されている。
(もっと読む)
複合材部品の表面に出現する不整合を最小化するための方法および装置
【課題】予備硬化複合材ストリップを複合材部品に貼付けるための方法および装置を提供する。
【解決手段】熱硬化樹脂を有する予備硬化複合材ストリップを、当て板シームが位置することが予定される複合材部品の一部分の表面上に配置する。予備硬化複合材ストリップを配置した後に複合材部品上に当て板を配置して、当て板シームを形成する。当て板を複合材部品上に配置した後に、複合材部品を硬化させてもよい。
(もっと読む)
ハイブリッド複合パネルシステム及び方法
ハイブリッド複合パネルシステム(120)及び方法が開示されている。一実施形態では、アセンブリは第1部分(126)、第1部分(132)に係合している母材(136)、及び第1部分の反対側で母材に係合している第2部分を備えている。第1部分は第1補強材料で補強された複数の第1複合層を含み、第2部分は、第2補強材料で補強された複数の第2複合層を含む。第1及び第2部分は、第1及び第2複合層に対して常時荷重を少なくとも部分的に横方向に担持し、第1部分が印加された常時荷重の大部分を担持するように非対称的に構成されている。 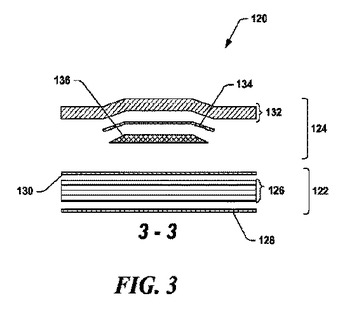 (もっと読む)
(もっと読む)
複合材料から部品を製造する方法および装置
母材と複数の補強要素(CNTs)とを備える複合材料から部品を加法的に製造する方法であり、各層が前の層の上に形成されるように複合材料の一連の層を形成し、複合材料に対し、次の層が上に形成される前に、補強要素の少なくとも一部を回転させる電磁場を印加する。構造プラットフォームと、構造プラットフォーム上に複合材料の一連の層を形成するためのシステムと、電磁場を印加するための電極とを備えた装置もまた開示される。CNTsおよび母材からなる複合粉体とその製造方法は、本出願の第2の目的として開示される。 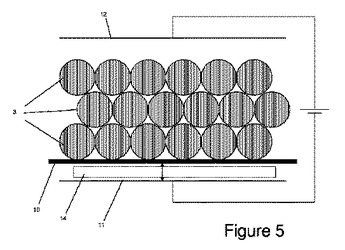 (もっと読む)
(もっと読む)
マネキンボディの成形方法
【課題】大きな設備投資を必要とせず、また熟練を要することなく成形が容易であり、かつ全体を軽量に成形することができるマネキンボディの成形方法を提供すること。
【解決手段】複数に分割可能であり、組み立てた状態においてマネキンの外形形状が形成される内型部材1が利用される。組み立て状態における前記内型部材1の外形面には、固化剤を含浸させた状態の紐状体3aがランダムに、かつ内型部材1の全面に行き渡るように満遍なく巻き付けられる。前記固化剤の固化後において、前記固化剤により固化された前記紐状体3aによる成形物内から、前記内型部材1を分割して抜き取ることで、前記紐状体3aによる中空状の成形物を得ることができ、これをマネキンボディとして使用することができる。
(もっと読む)
繊維補強樹脂の成形方法及びそれに用いる成形用型
【課題】繊維補強樹脂中の気泡を確実に除去することを可能にする繊維補強樹脂の成形方法及びそれに用いる成形用型を提供する。
【解決手段】予め樹脂を含浸させて多層で積み重なる繊維織布を型12の型穴14に置く。そのうちの型12は型穴14と外部に繋がる少なくとも一つの穿孔22、32を有する。続いて型12を加熱すると同時に穿孔22、32から型穴14中の気体18を抜き出せば、予め樹脂を含浸させた繊維織布の間の気泡18を確実に抜き出すことが可能なだけでなく、過剰な樹脂まで抜き出すことが可能である。これにより製品の機械的強度をより向上させることが可能となる。
(もっと読む)
繊維強化樹脂面材
【課題】孔開け加工の際のバリの発生を効果的に抑止できる繊維強化樹脂面材を提供する。
【解決手段】繊維強化樹脂面材10Aは、炭素繊維を束ねてなる炭素繊維束が同一配向を有した姿勢で複数並べられ、面状を呈する第一の繊維束群と、第一の繊維束群と異なる方向に配向する炭素繊維束が同一配向を有した姿勢で複数並べられ、面状を呈する第二の繊維束群と、を少なくとも具備し、少なくとも第一、第二の繊維束群が積層された姿勢で硬化樹脂にて一体に形成されることで炭素繊維強化樹脂基材(CFRPシート1)を成し、炭素繊維強化樹脂基材の表面には、ガラス繊維のクロス材と硬化樹脂とが一体に形成されたガラス繊維強化樹脂表材(GFRPシート2)が固着されている。好ましくは、GFRPシート2はガラス繊維を経編みした構造または緯編みした構造を呈している。
(もっと読む)
プライ形成装置及びプライの形成方法
【課題】スチールコードを損傷させることなく、その素線間にトッピングゴムを十分に侵入させつつ、適度な厚さかつ平滑なプライを得ることのできるプライ形成装置の提供。
【解決手段】ダイス4にトッピングゴム5を供給する押出機6と、ゴム被覆したスチールコード3を挟圧するエンドレスベルト8a、8bとを備える。スチールコード3をダイス4に通して損傷しない程度の厚さにゴム被覆しつつ素線間に侵入させる。予め、挟圧による広がりを見込んで、側縁部のスチールコード3を傾斜ロール14に掛けて中央側に寄せる。エンドレスベルト8a、8bの平坦で広い挟圧面で、ゴム被覆した複数本のスチールコード3を一体化しながらシート状に挟圧し、プライ2を平滑に、かつコード間隔を均一にする。
(もっと読む)
繊維強化樹脂複合構造体の製造方法
【課題】成形時に剥離が発生しない繊維強化樹脂複合構造体の製造方法を提供すること。
【解決手段】熱硬化性樹脂をマトリックスとした繊維強化樹脂層の内部に、該繊維強化樹脂層よりも大きな線膨張係数を有するインサート材をインサートしてなる繊維強化樹脂複合構造体の製造方法であって、前記繊維強化樹脂層を形成するプリプレグ材の内部にインサート材を配置する工程と、前記プリプレグ材中の熱硬化性樹脂が完全硬化する温度に満たない温度まで前記繊維強化樹脂複合構造体を加温する予備加温工程と、前記予備加温工程による加温の後に、前記熱硬化性樹脂が完全硬化する温度まで前記繊維強化樹脂複合構造体を加温する本加温工程と、を含む繊維強化樹脂複合構造体の製造方法。
(もっと読む)
複合光学フィルムを形成する方法
複合光学フィルム(100)を形成する方法を開示する。本方法は、複合フィルムを第1エネルギー源(340)に曝して複合フィルム(321)を第1硬化状態まで硬化させる工程を含む。複合フィルムは、硬化性樹脂(104)内に分散された補強繊維(102)を含む。次に、本方法は、第1エネルギー源を第1硬化状態の複合フィルムから取り外す工程と、続いて第1硬化状態の複合フィルムを第2エネルギー源(341)に曝して複合フィルムを第2硬化状態まで更に硬化させる工程とを含む。本方法は、複合フィルムを光学素子と組み合わせて複合光学フィルムを形成する工程を含む。 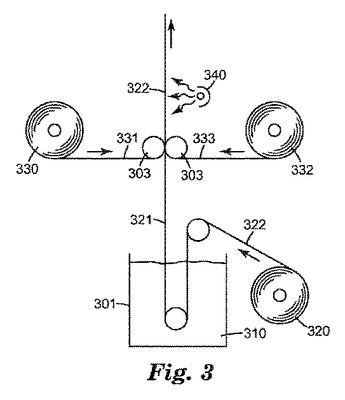 (もっと読む)
(もっと読む)
少なくとも1の撚糸が配置された複合材料の製造方法
本発明は、少なくとも1の強化糸が表面上に、その配置表面上の少なくとも一の曲線状領域を有する経路に沿って配置され、前記強化糸がポリマー結合剤によって前記表面に結合している複合材料の製造方法であって、前記配置前に前記強化糸に撚りが掛けられ、前記配置表面に平行に測定した、糸端路の幅の両側における長さの差を少なくとも補償することを特徴とする方法に関し、本発明はまた、このようにして得られる複合材料に関する。 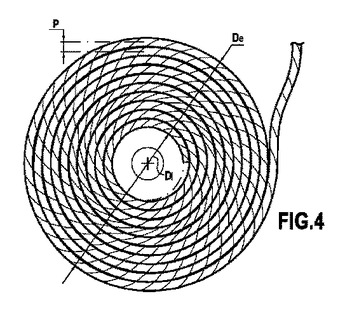 (もっと読む)
(もっと読む)
161 - 180 / 291
[ Back to top ]